Professional Documents
Culture Documents
Informe Practica Catalina Huanca-Juan Puntay
Uploaded by
JuanMa PuntayCopyright
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentInforme Practica Catalina Huanca-Juan Puntay
Uploaded by
JuanMa PuntayUNIVERSIDAD NACIONAL DE INGENIERIA
FACULTAD DE INGENIERIA GEOLOGICA MINERA Y METALURGICA
ESCUELA PROFESIONAL DE INGENIERIA METALURGICA
INFORME DE PRCTICAS PRE PROFESIONALES
REALIZADO EN LA COMPAA MINERA
CATALINA HUANCA SOCIEDAD MINERA S.A.C.
PRESENTADO POR:
JUAN MANUEL PUNTAY ROJAS
LIMA PERU
2011
NDICE
INTRODUCCIN
CAPITULO I: ASPECTOS GENERALES
1.1. Ubicacin
1.2. Tipo de explotacin
1.3. Metalurgia
CAPITULO II: SECCIN CHANCADO
2.1. Descripcin del proceso
2.2 caractersticas y capacidades de las tolvas
- Tolva de gruesos
- Tolva de finos
2.3. Caractersticas y capacidades de maquinarias y equipos
2.4. Anlisis granulomtrico
2.5. Balance de materia
2.6. Carga circulante
2.7. Calculo del consumo de energa (Wi) para las chancadoras
CAPITULO III: SECCIN MOLIENDA
3.1. Descripcin del proceso
3.2. Caractersticas de maquinaria y equipo
3.3. Calculo de alimentacin a molinos primarios
3.4. Calculo de carga circulante remolienda y clasificacin
3.5. Balance de materia y flujos
3.6. Parmetros de operacin
3.7. Dosificacin de bolas de acero
CAPITULO IV: SECCIN FLOTACIN
4.1. Descripcin del proceso
4.2 Descripcin Del Proceso
4.3 Caractersticas Y Capacidades De Los Equipos
4.4 Dosificacin De Reactivos
4.5 Tiempo De Acondicionamiento y Flotacin
4.6 Balance Metalrgico
CAPITULO V: SECCION ESPESADO
5.1 Descripcin del proceso (Filtro de zinc)
5.2 Caractersticas de maquinarias y equipos
5.3 Velocidad de sedimentacin de concentrados
5.4 Filtrado, humedad, peso y manipuleo de concentrados
CAPITULO VI: SECCION RELAVE PLANTA FILTRADO DE RELAVE
6.1 Descripcin del proceso
6.2 Caractersticas y capacidad de maquinarias y equipos
6.3 Capacidad de diseo de planta de filtros
6.4 Capacidad actual tratando finos de cicln
6.5 Capacidad actual tratando todo el flujo en el Ultrasep
6.6 Capacidad de diseo de filtros
6.7 Balance de materias y flujos
CAPITULO VII: MEMORIA PLANTA
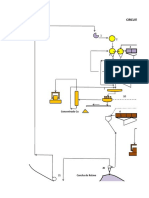
7.1 Diagrama de flujo de planta concentradora
7.2 Memoria descriptiva de la planta concentradora
CONCLUSIONES
BIBLIOGRAFIA
INTRODUCCION
El presente informe ha sido elaborado como un resumen de los 3 meses de prcticas pre-
profesionales realizadas en la Compaa Minera Catalina Huanca Sociedad Minera
S.A.C. en la PLANTA CONCENTRADORA SAN JERONIMO, la cual se dedicada a la
explotacin y concentrado de minerales polimetlicos como galena, marmatita,
calcopirita, esfalerita los cuales son sometidos a los procesos de chancado, molienda,
flotacin, espesado y filtrado; obtenindose as concentrados de Pb, Zn y Cu.
En su contenido se detalla los diferentes procesos y parmetros ms importantes, todo
esto a partir del mineral que proviene de la Unidad Minera Bolvar, extrayendo el
mineral a travs de galeras y socavones.
CAPITULO I
ASPECTOS GENERALES
1.1. UBICACIN
La Compaa Minera CATALINA HUANCA Sociedad Minera S.A.C. est ubicada en
el departamento de Ayacucho, en la provincia Vctor Fajardo, distrito de Canaria, a una
altitud de 3199 m.s.n.m, presentando las siguientes coordenadas:
N: 8451342; E: 610932
Para llegar a la compaa necesitamos dos rutas de acceso:
- Lima --- Nazca ---Pampa Galeras ---Mina (679 Km)
- Lima --- Pisco ---Huamanga ---Cangallo---Huancapi---Mina (1032 Km)
La planta concentradora se encuentra ubicada a 10 minutos del pueblo de Raccaya.
1.2. TIPO DE EXPLOTACIN
Se explota por extraccin de socavn. Esta minera de socavn o subterrnea se
desarrolla por debajo de la superficie. En este sistema se usan los tuneles, galeras,
chimeneas, bocaminas, pozos, etc.
1.3. METALURGIA
La Planta San Jernimo trata minerales polimetlico de sulfuros de Ag, Cu, Pb y Zn,
esta contiene 5 secciones:
Seccin Chancado: Es la seccin que se encarga de reducir el tamao del mineral de 8
2 con el chancado primario y a ,. Con el chancado secundario. Que luego este es
clasificado con dos zarandas vibratorias de 4x8 y 5 x 10 respectivamente para tener
un producto final de 90% -1/2.
Seccin Molienda y Clasificacin: En esta seccin se reduce el tamao del mineral de
90% -1/2 53% malla -200., en una relacin slido-lquido de 1 3. Para ello se tiene
una etapa de molienda primaria y otra de molienda secundaria, la clasificacin se hace
por medio de bombeo e hidrociclones.
Seccin Flotacin: Se cuenta con dos circuitos:
a. Circuito Bulk: Es la primera flotacin por espumas con un pH de 7.5, en la que
se flotan los sulfuros de Ag, Cu y Pb, pasando por una etapa de flotacin
rougher, scavengher y cleaner hasta tener un producto final de grado 60 % Pb.
b. Circuito Zinc: El relave de la flotacin buk constituye la cabeza de la segunda
flotacin en la que se modifica el pH 9.5, medio en el que flotan los sulfuros
de zinc pasando por una las etapas de flotacin rougher, scavengher y cleaner
hasta agotar los valores y obtener un producto de grado 57 % Zn.
Seccin Espesamiento y Filtrado: Es la seccin donde se elimina el agua de las
espumas con valores de plomo y zinc para obtener un producto final con una humedad
de 8.50 %. La primera etapa de espesado eleva la densidad de l350 grs/ltr 1650 grs/ltr,
la segunda es la de eliminar el agua de esta pulpa densificada aun queque de 8.50 % de
humedad.
Seccin Relaves: El relave final de la flotacin de zinc es el relave general del proceso y
es conducido por gravedad a la planta de bombeo para ser impulsado y cicloneado,
separando los gruesos de los finos siendo estos ltimos conducidos por gravedad al
espesador; el underflow de este es el alimento de los filtros de discos que dan un
producto con 14 % de humedad y el overflow con 5 % de slidos van a la cancha de
relaves para decantar el agua y por bombeo devolverla al proceso.
La composicin mineralgica de la zona est constituida por galena, marmita,
calcopirita, blenda; como componente de la MENA y tenemos calcita, rodocrosita,
pirita, baritina, hematina, cuarzo como componente de la GANGA.
CAPITULO II
SECCION CHANCADO
2.1. DESCRIPCIN DEL PROCESO
El mineral es transportado desde la mina BOLIVAR, el mineral es depositado en la tolva
de gruesos N 2 y N3; si el mineral contiene una buena ley de cobre se depositara la
carga en la tolva N 1, para hacer un blending de 2 a 1. Al llenarse las tolvas N2 y N3
el mineral se vierte en la cancha de gruesos.
Luego de depositar el mineral en las tolvas este es trasladado por la faja N1 a la faja
N2, conteniendo un detector de metales con un electroiman, el cual atrapara el metal
pasante o sino apagara la faja, esta faja conduce a la Zaranda vibratoria SIMPLICITY
5x16 la cual consta de 2 pisos, el superior tiene una malla de 3, la inferior una malla
de ; las partculas mayores a 3 van hacia la chancadora de quijada, reducindolas en
tamaos aproximados de 2 1.5, transportndolas luego por la faja N4B; las
partculas mayores a (rechazo del piso inferior de la zaranda) pasan a la chancadora
cnica SYMONS 41/4, transportando las partculas mediante la faja N4; para que junto
al producto de la de quijadas alimenten a la faja N5 y as retornen al sistema por la faja
N6, la cual luego de recibir el mineral chancado de la faja N5 alimente a la faja N2.
El producto fino (menor a ) de la zaranda es transportado por la faja N7 a la faja N8
y de ah a la tolva de finos.
Se cuenta con una campana extractora de polvo, ya que en el proceso de chancado se
genera muchas partculas pequeas (polvos), siendo perjudiciales para nuestra salud.
2.2 CARACTERSTICAS Y CAPACIDADES DE LAS TOLVAS
Tolva De Gruesos
Se tiene 3 tolvas de gruesos de 120 TMH de capacidad, son de concreto armado. La
tolva N 3 y N 2 alimentan al circuito de chancado nuevo mientras que la tolva N 1
alimenta al circuito de chancado antiguo, cuando no est en operacin en ella se
descarga mineral con alto contenido de cobre para luego hacer un blending.
Cubicacin
Calcularemos los volmenes parciales en la tolva de gruesos:
V
1
=Volumen de la tolva 1
V
2
=Volumen de la tolva 2
V
3
=Volumen de la tolva 3
V
1
= (3.88m)*(8.5m)*(2.5m)= 82.45 m
3
V
2
= (3.88m)*(4.14m)*(2.5m)= 40.158 m
3
V
3
= (3.88m)*(4.26m)*(2.5m)= 41.322 m
3
Tolva de Finos
Se cuenta con dos tolvas de finos de una capacidad de 400 y 460 TMH son de metal la
tolva de 460 TMH alimenta a los molinos primarios mientras que la otra tolva alimenta
al molino 7 x 8 cuando no hay carga en la tolva de 460 TMH.
Cubicacin
Calcularemos los volmenes parciales en la tolva de finos:
V
1
=Volumen del sector semiesfrico
V
2
=Volumen del sector semicnico
V
3
=Volumen muerto formado por el mineral compactado
V
1
= 198.66 m
3
V
2
= 6.35 + 7.45= 13.8 m
3
V
3
= 0.11*2= 0.22 m
3
V
terico
= 198.66+13.8= 212.46 m
3
V
practico
= 198.66+13.8-0.22= 212.24 m
3
Figura N 2.1: Tolva de finos
2.3. CARACTERSTICAS Y CAPACIDADES DE MAQUINAS Y EQUIPOS
SECCIN CHANCADO
- Cargador frontal CAT-950
- Se tiene 3 tolvas de gruesos cada una tiene una capacidad de 120 TMH
- Se tiene dos alimentadores reciprocante de 30 x 60 (pan feeder)
- 2 fajas transportadoras de descarga de tolva 24 x 5 m
- Una faja transportadora N 2 de 24 x 16.8 m.
- Un detector de metales
- Un electroimn
- Una bomba hidrostal 40-160
- Dos extractores de polvo.
- Una zaranda SIMPLICITY de 5'x 16'.
- Una faja transportadora N 3 de 24"x 3.10 m.
- Una chancadora primaria COMESA 24"x 36".
- Una faja transportadora N 4-A de 24"x 8.25 m
- Una chancadora secundaria SYMONS ST de 4 1/4'
- Una faja transportadora N 4-B de 24"x 8.25 m
- Una faja transportadora N 5 de 24"x 9.80 m.
- Una faja transportadora N 6 de 24"x 9.70 m.
- Una faja transportadora N 7 de 24"x 12.80 m.
- Una fajas transportadoras N 8 de 24"x 5.20 m.
- Dos grizzlies fijos de 2.1/2" de abertura
- Una chancadora primaria COMESA 16"X 24"
- Dos fajas transportadora N 2 de 24" x 3.85 m
- Una zaranda vibratoria COMESA 4'X 8'.
- Una chancadora secundaria symons de 3ft.
- Una faja transportadora N 3 de 24"x 6.80 m.
- Una faja transportadora N4 de 24"x 8.15 m.
- Una faja transportadora N 5 de 24"x 9.80 m.
- Una tolva de finos de 400 TMH.
- Una tolva de finos de 460 TMH.
2.4. ANLISIS GRANULOMTRICO
Anlisis granulomtrico de alimentacin a la zaranda Simplicity, para esto tomamos 8
muestras y estos son los valores:
Tabla N 2.1: Anlisis granulomtrico de alimentacin a la zaranda Simplicity, muestra
1 y muestra 2
F A J A # 2
MALLA #
Abertura
Micras
MUESTRA 1 MUESTRA 2
PESO (g) % Peso G(x) F(x) PESO (g) % Peso G(x) F(x)
5" 125000 0,00 0,00 0,00 100,00 0,00 0,00 0,00 100,00
3" 75000 689,80 28,44 28,44 71,56 0,00 0,00 0,00 100,00
2 1/2" 63000 0,00 0,00 28,44 71,56 0,00 0,00 0,00 100,00
2" 50800 243,87 10,05 38,49 61,51 575,67 17,49 17,49 82,51
1" 25400 265,71 10,95 49,44 50,56 322,30 9,79 27,29 72,71
3/4" 19050 66,57 2,74 52,19 47,81 252,65 7,68 34,96 65,04
1/2" 12500 194,55 8,02 60,20 39,80 566,53 17,22 52,18 47,82
3/8" 9500 154,00 6,35 66,55 33,45 323,63 9,83 62,01 37,99
1/4" 8850 167,84 6,92 73,47 26,53 314,95 9,57 71,58 28,42
M4 4760 84,23 3,47 76,94 23,06 168,85 5,13 76,71 23,29
M6 3360 90,02 3,71 80,65 19,35 149,70 4,55 81,26 18,74
M10 2000 116,36 4,80 85,45 14,55 170,25 5,17 86,44 13,56
M50 300 243,66 10,04 95,50 4,50 320,68 9,74 96,18 3,82
M70 212 25,34 1,04 96,54 3,46 30,53 0,93 97,11 2,89
M100 150 21,32 0,88 97,42 2,58 24,20 0,74 97,84 2,16
-M100 150 62,61 2,58 100,00 0,00 70,94 2,16 100,00 0,00
Total 2425,88 100,00 3290,88 100,00
Tabla N 2.2: Anlisis granulomtrico de alimentacin a la zaranda Simplicity, muestra
3 y muestra 4
F A J A # 2
MALLA #
Abertura
Micras
MUESTRA 3 MUESTRA 4
PESO (g) % Peso G(x) F(x) PESO (g) % Peso G(x) F(x)
5" 125000 0,00 0,00 0,00 100,00 0,00 0,00 0,00 100,00
3" 75000 742,95 19,96 19,96 80,04 876,75 17,78 17,78 82,22
2 1/2" 63000 454,90 12,22 32,18 67,82 0,00 0,00 17,78 82,22
2" 50800 419,68 11,28 43,46 56,54 307,20 6,23 24,01 75,99
1" 25400 367,94 9,89 53,34 46,66 1148,92 23,30 47,31 52,69
3/4" 19050 537,79 14,45 67,79 32,21 661,50 13,41 60,72 39,28
1/2" 12500 889,92 23,91 91,70 8,30 565,82 11,47 72,20 27,80
3/8" 9500 195,22 5,24 96,94 3,06 282,92 5,74 77,94 22,06
1/4" 8850 58,59 1,57 98,52 1,48 274,47 5,57 83,50 16,50
M4 4760 11,66 0,31 98,83 1,17 121,50 2,46 85,97 14,03
M6 3360 8,15 0,22 99,05 0,95 127,10 2,58 88,54 11,46
M10 2000 6,89 0,19 99,23 0,77 152,04 3,08 91,63 8,37
M50 300 11,60 0,31 99,55 0,45 294,92 5,98 97,61 2,39
M70 212 2,25 0,06 99,61 0,39 27,50 0,56 98,17 1,83
M100 150 2,71 0,07 99,68 0,32 22,10 0,45 98,61 1,39
-M100
150
11,92 0,32 100,00 0,00 68,38 1,39 100,00 0,00
Total
3722,17 100,00 4931,12 100,00
Tabla N 2.3: Anlisis granulomtrico de alimentacin a la zaranda Simplicity, muestra
5 y muestra 6
F A J A # 2
MALLA #
Abertura
Micras
MUESTRA 5 MUESTRA 6
PESO (g) % Peso G(x) F(x) PESO (g) % Peso G(x) F(x)
5" 125000 0,00 0,00 0,00 100,00 0,00 0,00 0,00 100,00
3" 75000 533,85 10,16 10,16 89,84 736,57 17,37 17,37 82,63
2 1/2" 63000 0,00 0,00 10,16 89,84 670,98 15,82 33,19 66,81
2" 50800 661,64 12,59 22,74 77,26 266,09 6,27 39,47 60,53
1" 25400 434,60 8,27 31,01 68,99 152,39 3,59 43,06 56,94
3/4" 19050 577,71 10,99 42,00 58,00 372,25 8,78 51,84 48,16
1/2" 12500 732,88 13,94 55,94 44,06 488,55 11,52 63,36 36,64
3/8" 9500 340,02 6,47 62,41 37,59 285,90 6,74 70,10 29,90
1/4" 8850 393,60 7,49 69,90 30,10 246,30 5,81 75,91 24,09
M4 4760 206,18 3,92 73,82 26,18 141,50 3,34 79,25 20,75
M6 3360 222,46 4,23 78,06 21,94 138,97 3,28 82,53 17,47
M10 2000 300,97 5,73 83,78 16,22 170,80 4,03 86,55 13,45
M50 300 674,63 12,83 96,62 3,38 396,22 9,34 95,90 4,10
M70 212 45,53 0,87 97,48 2,52 45,62 1,08 96,97 3,03
M100 150 33,98 0,65 98,13 1,87 38,11 0,90 97,87 2,13
-M100
150
98,41 1,87 100,00 0,00 90,25 2,13 100,00 0,00
Total
5256,46 100,00 4240,50 100,00
Tabla N 2.4: Anlisis granulomtrico de alimentacin a la zaranda Simplicity, muestra
7 y muestra 8
F A J A # 2
MALLA
#
Abertura
Micras
MUESTRA 7 MUESTRA 8
PESO
(g)
%
Peso
G(x) F(x)
PESO
(g)
%
Peso
G(x) F(x)
5" 125000 0,00 0,00 0,00 100,00 0,00 0,00 0,00 100,00
3" 75000 2314,18 53,87 53,87 46,13 0,00 0,00 0,00 100,00
2 1/2" 63000 0,00 0,00 53,87 46,13 468,61 13,50 13,50 86,50
2" 50800 0,00 0,00 53,87 46,13 91,38 2,63 16,13 83,87
1" 25400 145,52 3,39 57,25 42,75 483,94 13,94 30,07 69,93
3/4" 19050 264,07 6,15 63,40 36,60 414,86 11,95 42,02 57,98
1/2" 12500 438,94 10,22 73,62 26,38 456,31 13,14 55,17 44,83
3/8" 9500 165,48 3,85 77,47 22,53 286,49 8,25 63,42 36,58
1/4" 8850 201,78 4,70 82,17 17,83 257,70 7,42 70,84 29,16
M4 4760 117,65 2,74 84,90 15,10 169,24 4,88 75,72 24,28
M6 3360 112,20 2,61 87,52 12,48 147,90 4,26 79,98 20,02
M10 2000 128,30 2,99 90,50 9,50 167,26 4,82 84,80 15,20
M50 300 287,12 6,68 97,19 2,81 357,23 10,29 95,09 4,91
M70 212 32,92 0,77 97,95 2,05 40,62 1,17 96,26 3,74
M100 150 26,15 0,61 98,56 1,44 36,18 1,04 97,30 2,70
-M100 150 61,85 1,44 100,00 0,00 93,76 2,70 100,00 0,00
Total
4296,16 100,00 3471,48 100,00
Tabla N 2.5: Alimentacin a la chancadora de quijadas (rechazo del piso superior de la
zaranda 3)
MALLA
#
Abertura
Micras
ALIMENTACION Chancadora de
Quijada
PESO (g) % Peso G(x) F(x)
17" 425000 0,00 0,00 0,00 100,00
15" 375000 5087,19 11,50 11,50 88,50
10" 250000 8421,78 19,04 30,55 69,45
5" 125000 10418,53 23,56 54,11 45,89
3" 75000 18209,12 41,18 95,28 4,72
<3" 75000 2086,32 4,72 100,00 0,00
44222,94 100,00
Eficiencia de la zaranda (piso superior 3)
( )
( )
E
c
= Eficiencia de clasificacin
e = % en peso del material clasificable en la alimentacin
v = % en peso del material clasificable en el rechazo
( )
( )
NOTA: esta eficiencia nos sali elevada, puede que tenga mayor ajuste pero solo
hicimos muy pocas muestras, ya que la maquina no contaba con faja para las
muestras salientes del primer nivel de la zaranda de 3, el material iba de frente a
la chancadora y motivo del cual nos limito bastante nuestra toma de muestras.
Tabla N 2.6: Descarga de la chancadora de quijadas
MALLA
Abertura
Micras
QUIJADA
PESO(g) %PESO G(x) F(x)
5" 125000 0 0 0 100
3" 75000 5786.76 46.1996848 46.1996848 53.8003152
2 1/2" 62500 948.63 7.573565691 53.7732505 46.22674951
2" 50800 2263.02 18.06724501 71.8404955 28.1595045
1" 25400 2194.29 17.51852615 89.3590216 10.64097835
3/4" 19050 303.76 2.425124985 91.7841466 8.215853368
1/2" 12500 323.59 2.583441512 94.3675881 5.632411856
3/8" 9500 141.52 1.129851487 95.4974396 4.502560369
1/4" 8850 122.27 0.976165499 96.4736051 3.52639487
4m 4760 123.56 0.986464456 97.4600696 2.539930414
6m 3360 61.94 0.494509618 97.9545792 2.045420796
8m 2680 48.51 0.387288692 98.3418679 1.658132104
10m 2000 31.36 0.250368447 98.5922363 1.407763657
(-10m) 2000 176.33 1.407763657 100 0
12525.54 100
P
80
=111794.84
Figura N 2.2: Eficiencia de la zaranda simplicity (piso inferior )
Tabla N 2.7: Alimentacin al piso inferior de la zaranda (zaranda )
MALLA
Abertura
Micras
ALIMENTACION ZARANDA 3/4"
PESO(g) %PESO G(x) F(x)
2 1/2" 63000 0 0 0 100
2" 50800 1690.95 5.63873482 5.63873482 94.3612652
1" 25400 5160 17.2068196 22.8455545 77.1544455
3/4" 19050 3678.57 12.2667617 35.1123162 64.8876838
1/2" 12500 4959.49 16.538188 51.6505041 48.3494959
3/8" 9500 2664.5 8.88518816 60.5356923 39.4643077
1/4" 8850 3240.44 10.8057493 71.3414417 28.6585583
4m 4760 1718.28 5.72987094 77.0713126 22.9286874
6m 3360 1988.61 6.63132822 83.7026408 16.2973592
8m 2360 1558.37 5.19662626 88.8992671 11.1007329
10m 2000 651.07 2.17109381 91.0703609 8.92963911
(-10m) 9275.2 30.9295918 121.999953 0
36585.48 121.999953
y = 2E-09x
2
+ 0.0005x - 0.8936
R = 0.9938
0
10
20
30
40
50
60
70
80
90
100
0 25000 50000 75000 100000125000150000
Abertura m Vs. F(x)
Abertura m Vs.
F(x)
Poly. (Abertura
m Vs. F(x))
Figura N 2.3: Eficiencia de la zaranda Simplicity (piso inferior )
Tabla N 2.8: Alimentacin a la chancadora cnica (rechazo del piso inferior de la
zaranda )
MALLA
Abertura
Micras
ALIMENTACION Chancadora Cnica
PESO(g) %PESO G(x) F(x)
2 1/2" 63000 0 0 0 100
2" 50800 0 0 0 100
1" 25400 919.38 17.92579565 17.9257957 82.07420435
3/4" 19050 2537.62 49.4777541 67.4035498 32.59645025
1/2" 12500 1491.66 29.08393955 96.4874893 3.512510699
3/8" 9500 53.09 1.035132906 97.5226222 2.477377793
1/4" 8850 19.27 0.375720684 97.8983429 2.10165711
4m 4760 4.89 0.095343754 97.9936866 2.006313355
6m 3360 4.94 0.096318639 98.0900053 1.909994716
8m 2360 3.93 0.076625962 98.1666312 1.833368754
10m 2000 1.87 0.036460699 98.2030919 1.796908055
(-10m) 92.16 1.796908055 100 0
5128.81 100
F80=24622.13
y = -5E-08x
2
+ 0.0042x + 1.8333
R = 0.9927
0
20
40
60
80
100
120
0 10000 20000 30000 40000 50000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m
Vs. F(x))
Figura N 2.4: Eficiencia de la zaranda (piso inferior 3/4 )
( )
( )
( )
( )
NOTA: hemos usado la formula de TAGGAR para calcular la eficiencia de la zaranda
vibratoria SIMPLICITY 5x16, para el piso superior(3) y para el piso inferior (3/4)
obteniendo resultados relativamente elevados, el % de humedad de humedad del mineral
esos das fue de 4.35.
y = 6E-12x
3
+ 1E-08x
2
- 0.0008x + 4.0723
R = 0.9978
0
10
20
30
40
50
60
70
80
90
100
0 7000 14000 21000 28000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Tabla N 2.9: Descarga de la chancadora cnica
MALLA
Abertura
Micras
DESCARGAR Chancadora Cnica
PESO(g) %PESO G(x) F(x)
1" 25400 0 0 0 100
3/4" 19050 493.65 7.647773292 7.64777329 92.35222671
1/2" 12500 1040.44 16.11880734 23.7665806 76.23341937
3/8" 9500 1387.28 21.49215625 45.2587369 54.74126312
1/4" 8850 884.93 13.70959996 58.9683368 41.03166316
4m 4760 908.86 14.08033067 73.0486675 26.95133249
6m 3360 544.47 8.435091916 81.4837594 18.51624058
8m 2680 476.25 7.378207293 88.8619667 11.13803328
10m 2000 493.28 7.642041141 96.5040079 3.495992142
(-10m) 2000 225.66 3.495992142 100 0
6454.82 100
P80=14119.79
Figura N 2.5: Finos de la zaranda simplicity
y = -2E-11x
3
+ 4E-07x
2
+ 0.0035x - 0.9465
R = 0.9804
0
10
20
30
40
50
60
70
80
90
100
0 4000 8000 12000 16000 20000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Tabla N 2.10: Descarga de la chancadora cnica
MALLA
Abertura
Micras
FINOS
PESO(g) %PESO G(x) F(x)
3/4" 19050 83.8 1.83503918 1.83503918 98.1649608
1/2" 12500 581.47 12.7329383 14.5679775 85.4320225
3/8" 9500 388.5 8.50731169 23.0752892 76.9247108
1/4" 8850 607.75 13.3084136 36.3837027 63.6162973
4m 4760 267.24 5.85197935 42.2356821 57.7643179
6m 3360 402.68 8.81782309 51.0535052 48.9464948
8m 2360 309.4 6.77519237 57.8286976 42.1713024
10m 2000 41.26 0.90350497 58.7322025 41.2677975
(-10m) 2000 1884.56 41.2677975 100 0
4566.66 100
Figura N 2.6: Finos de la zaranda Simplicity
y = 7E-19x
5
- 4E-14x
4
+ 7E-10x
3
- 6E-06x
2
+ 0.0288x +
2.6452
R = 0.9792
0
20
40
60
80
100
120
0 5000 10000 15000 20000 25000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
2.5. BALANCE DE MATERIA
De las muestras obtenemos los siguientes datos:
Tabla N 2.11: Velocidad de faja y corte
N Faja
Velocidad
(m/s)
Corte
(kg/m)
2 1.42 21.82
3 0.62 16.18
4 1.12 12.82
5 1.2 19.69
6 1.18 19.96
7 0.76 17.10
Para la faja #2 tenemos:
TD= V*C*3600s
TD=1.42m/s*21.82kg/m*3600s/hr*1TM/1000Kg
TD=115.54 TMH*20 hrs
TD=2230.88 TMD
Para la faja #3 tenemos:
TD=0.62m/s*16.18 kg/m*3600s/hr*1TM/1000Kg
TD=36.114 TMH*20 hrs
TD=722.28 TMD
Para la faja #4A tenemos:
TD=1.12m/s*12.82 kg/m*3600s/hr*1TM/1000Kg
TD=51.69 TMH*20 hrs
TD=1033.81 TMD
Para la faja #4B tenemos:
TD= 667.41 TMD
Para la faja #5 tenemos:
TD=1.2m/s*19.69 kg/m*3600s/hr*1TM/1000Kg
TD=55.061 TMH*20 hrs
TD=1701.22 TMD
Para la faja #6 tenemos:
TD=1.18m/s*19.96 kg/m*3600s/hr*1TM/1000Kg
TD=84.79 TMH*20 hrs
TD=1695.80 TMD
Para la faja #7 tenemos:
TD=0.76m/s*22.06 kg/m*3600s/hr*1TM/1000Kg
TD=46.79 TMH*20 hrs
TD=935.712 TMD
ACHQ: ALIMENTACION A LA CHANCADORA DE QUIJADA
ACHQ=F2 F 3 F7
ACHQ=2230.88-722.28-935.712
ACHQ=572.89 TMD
EVALUACION DE LA CHANCADORA COMESA 24 x36
Tabla N 2.12: Datos de Chancadora
CHANCADORA COMESA 24'x36'
Tipo/ Modelo QUIJADA
N de serie NS250N.M.G.
Tamao 24'x36'
Capacidad 572.89 TM/Da
Tabla N 2.13: Datos del motor
Motor DELCROSA
Modelo
N de serie NV280SMG
Potencia 75 HP
Voltaje 440 Volts.
Amperaje 70 Amp.
Revolucin 1750 RPM
Frecuencia 60 Hz
Cos 0.85
CALCULO DEL TONELAJE HORARIO
h
TC
T
x T
65 . 28
102 . 1
20
89 . 572
=
|
.
|
\
|
=
POTENCIA SUMINISTRADA
( )
( )
KW P
x x x
p
xCos VxIx
P
35 . 45
1000
85 . 0 3 70 440
1000
3
=
=
=
|
CONSUMO DE ENERGIA
TC
h Kw
W
W
T
P
W
=
=
=
583 . 1
65 . 28
35 . 45
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
( )
( )
h
TC
Tm
x
Tm
W
xPi
Tm
33 . 35
583 . 1
75 7457 . 0
7457 . 0
=
=
=
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DE LA CHANCADORA
% 09 . 81
100
33 . 35
65 . 28
100
=
=
=
E
x E
x
Tm
T
E
EVALUACION DE LA CHANCADORA CONICA SYMONS 41/4
Tabla N 2.14: Datos de Chancadora cnica
CHANCADORA SYMONS 4 1/4
Tipo/ Modelo CONICA
N de serie 504/5T
Tamao 4 1/4
Capacidad 722.28 TM/Da
Tabla N 2.15: Datos del motor
Motor BALDOR
Modelo
N de serie WEGIEEE
Potencia 200 HP
Voltaje 440 Volts.
Amperaje 142 Amp.
Revolucin 1185 RPM
Frecuencia 60 Hz
Cos 0.85
CALCULO DEL TONELAJE HORARIO:
h
TC
T
x T
114 . 36
102 . 1
20
28 . 722
=
|
.
|
\
|
=
POTENCIA SUMINISTRADA
( )
( )
KW P
x x x
p
xCos VxIx
P
92
1000
85 . 0 3 142 440
1000
3
=
=
=
|
CONSUMO DE ENERGIA
TC
h Kw
W
W
T
P
W
=
=
=
55 . 2
114 . 36
92
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
( )
( )
h
TC
Tm
x
Tm
W
xPi
Tm
49 . 58
55 . 2
200 7457 . 0
7457 . 0
=
=
=
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DE LA CHANCADORA
% 74 . 61
100
49 . 58
114 . 36
100
=
=
=
E
x E
x
Tm
T
E
Figura N 2.7: Seccin chancado
2.6. CARGA CIRCULANTE
%CC=T/Fa*100
%CC= 100*(572.89 TMD/535.08 TMD)
%CC=1.10 veces ms que la alimentacin fresca
Faja 2
2230.88
TMD
Faja 6
1695.80
TMD
Faja 5
1701.22 TMD
Faja 4A
1033.81
TMD
Faja 4B
667.41 TMD
Faja 3
722.28 TMD
Faja 7
935.712TMD
ACHQ
572.89 TMD
535.08T
MD
%CC=1.10*100
R=1.10*935.712TMD
R=1029.28 TMD
2.7. CALCULO DE CONSUMO DE ENERGA (WI) PARA LAS
CHANCADORAS
CHANCADORA DE QUIJADA
W= 1.34 (10 W
i
) (1/P
80
-1/F
80
)
F
80
= 431032
P
80
= 111794.84
W= 1.583 Kw-h/ TC
W
i
= 80.49 Kw-h/ TC
CHANCADORA DE CONICA
W= 1.34 (10 W
i
) (1/P
80
-1/F
80
)
F
80
= 24622.13
P
80
= 14119.79
W= 2.55 Kw-h/ TC
W
i
= 93.16 Kw-h/ TC
CAPITULO III
SECCIN MOLIENDA
3.1. DESCRIPCIN DEL PROCESO
Aqu se procede a reducir el tamao a las partculas del mineral, para poder liberar el
mineral valioso de la ganga y as tener una mayor rea de superficie, lo cual favorecer
el proceso de flotacin.
En la planta se cuenta con 3 molinos primarios; el FUNCAL (6x6), COMESA (7x8)
y un KURIMOTO (8x6), los cuales reciben sus cargas de las fajas #14, #13 y #9
respectivamente; el molino MARCY (8x5.7) en la etapa de remolienda recibiendo su
alimento del producto grueso de la ZARANDA DERRICK.
Se usa el molino DENVER (6x6) en la etapa de molienda Bulk.
En la operacin de chancado se aade reactivos como son bisulfito de sodio en la
alimentacin al molino y cianuro de sodio en la descarga.
Este proceso es muy importante porque de l depende la buena eficiencia de la flotacin,
cuando el mineral es duro se baja la carga y se obtiene una molienda aceptable.
3.2. CARACTERSTICAS DE MAQUINARIA Y EQUIPO
- Una faja alimentadora descarga de la tolva del molino Marcy
- Una faja alimentadora a molino Marcy
- Una faja alimentadora a molino 6'x 6' de 18"x 4.10 m.
- Una faja No.10 alimentadora a molino 7'x 8' de 24"x 4.20 m.
- Una faja No.11 alimentadora a molino 7'x 8' de 24"x 4.20 m.
- Una faja No. 12 alimentadora a molino 7'x 8'. de 24"x 5.10m.
- Una faja No. 13 de alimentacin a molino 7'x 8' de 24"x 7.90 m.
- Una faja alimentadora a Molino 8'x 6' de 18" x 8.90 m.
- Un molino de bolas MARCY 8'x 5'-7".
- Una bomba de pulpa warman 125
- Una bomba wifley 4k.
- Dos hidrociclones D-15 de molino 8'x 5'-7".
- Molino de bolas FUNCAL 6'x 6'.
- Dos bombas de pulpa 4 x 3.
- Molino de bolas COMESA 7'x 8'.
- Una bomba de pulpa warman 125.
- Una bomba denver 5 x 4.
- Una zaranda Derrick de Alta Frecuencia de 5 pisos.
- Molino de bolas KURIMOTO 8'x 6'.
- Una bomba de pulpa 4 x 3.
- Una bomba reval.
- Un muestreador automtico de cabeza.
3.3. CALCULO DE ALIMENTACIN A MOLINOS PRIMARIOS
La alimentacin a los molinos se puede calcular mediante la velocidad de fajas y sus
respectivos cortes.
As tenemos:
MOLINO FUNCAL 6x6
Velocidad de la faja 14:0.28 m/s
Corte: 4.43 kg/0.5m (promedio tomado 4.60, 4,4.68)
Tabla N 3.3.1: Alimento al molino Funcal
MALLA
Abertura
(X)Micras
ALIMENTO MOLINO FUNCAL 6x6
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
3/4" 19050 55.07 2.55970475 2.55970475 97.44029525
1.98873859 4.27989498
1/2" 12500 514.35 23.9074658 26.4671705 73.53282948
1.86648128 4.09691001
3/8" 9500 285.05 13.2493888 39.7165593 60.2834407
1.78019803 3.97772361
1/4" 8850 321.33 14.9357169 54.6522762 45.34772383
1.65655549 3.94694327
4m 4760 162.85 7.56941927 62.2216954 37.77830456
1.57724246 3.67760695
6m 3360 175.32 8.14903645 70.3707319 29.62926811
1.47172092 3.52633928
8m 2680 128.17 5.95746065 76.3281925 23.67180746
1.37423142 3.42813479
10m 2000 52.47 2.43885434 78.7670469 21.23295312
1.3270104 3.30103
20m 840 231.72 10.7705608 89.5376077 10.46239228
1.019631 2.92427929
30m 590 72.42 3.36614887 92.9037566 7.096243411
0.8510285 2.77085201
50m 300 83.16 3.86535405 96.7691106 3.230889366
0.50932209 2.47712125
70m 212 20.76 0.96494408 97.7340547 2.265945283
0.35524942 2.32633586
100m 150 13.64 0.63399987 98.3680546 1.631945413
0.21270563 2.17609126
140m 106 7.66 0.35604392 98.7240985 1.275901498
0.10581715 2.02530587
200m 75 8.37 0.38904537 99.1131439 0.886856123
-0.05214683 1.87506126
(-200m) 75 19.08 0.88685612 100 0
2151.42 100
F80=13500m
Figura N 3.3.1 Abertura (m) Vs. F(x) del alimento del molino Funcal
y = -1E-07x
2
+ 0.0071x + 2.4392
R = 0.9831
0
10
20
30
40
50
60
70
80
90
100
0 3000 6000 9000 12000 15000 18000 21000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Tabla N 3.3.2 Descarga Molino Funcal
MALLA
Abertura
(X)Micras
DESCARGA MOLINO FUNCAL 6x6
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
10m 2000 0.72 0.1869887 0.1869887 99.8130113
1.99918716 3.30103
20m 840 11.66 3.02817816 3.21516686 96.78483314
1.98580731 2.92427929
30m 590 14.77 3.83586547 7.05103233 92.94896767
1.96824457 2.77085201
50m 300 58.53 15.2006233 22.2516556 77.74834437
1.89069115 2.47712125
70m 212 40.28 10.4609791 32.7126347 67.28736528
1.82793352 2.32633586
100m 150 38.34 9.95714842 42.6697831 57.33021685
1.75838358 2.17609126
140m 106 33.71 8.75470718 51.4244903 48.57550967
1.68641737 2.02530587
200m 75 21.84 5.67199065 57.096481 42.90351902
1.63249292 1.87506126
270m 53 25.42 6.60174003 63.698221 36.30177899
1.55992791 1.72427587
400m 38 14.04 3.6462797 67.3445007 32.65549929
1.51395633 1.5797836
(-400m) 38 125.74 32.6554993 100 0
385.05 100
P80=326.13m
Figura N 3.3.2 Abertura (m) Vs. F(x) de la descarga del molino Funcal
y = 7E-08x
3
- 0.0003x
2
+ 0.2424x + 25.26
R = 0.9969
0
10
20
30
40
50
60
70
80
90
100
0 300 600 900 1200 1500 1800 2100
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
CALCULO DEL RADIO DE REDUCCION
El radio de reduccin ser igual a la siguiente relacin:
DATOS DEL MOLINO DE BOLAS FUNCAL 6x6
Tabla N 3.3.3 Caractersticas del molino Funcal
POTENCIA SUMINISTRADA
CONSUMO DE ENERGIA
MOLINO MOLINO FUNCAL 6'x6'
Tipo/ Modelo Overflow
N de serie (NS250N).M.G.
Tamao 6'x6'
V. de operacin 25 RPM
Capacidad 215 TCS/Da
Dimetro de
bolas de bolas
4" 3"
N de Bolas 12 Bolas 18 Bolas
Masa de cada
Bola
4.6 Kg 2.10 Kg
Motor SIEMENS
Modelo TIP.RS2
N de serie 244 315 S
Potencia 145 HP
Voltaje 450 Volts.
Amperaje 125 Amp.
Revolucin 875 RPM
Frecuencia 60 Hz
Cos 0.85
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DEL MOLINO
Calculamos la Velocidad Crtica
CALCULO DE LA VELOCIDAD DE OPERACIN
La velocidad de operacin est dada por el porcentaje obtenido al relacionar la velocidad
angular de trabajo del molino con la velocidad crtica.
(
)
(
)
NOTA: esta velocidad se encuentra dentro del rango de operacin de molinos
(60%-80%), el cual es donde se produce la mayor energa cintica de la bola
durante el impacto.
CALCULO DEL WORK INDEX
(
)
(
MOLINO KURIMOTO 8x6:
DATOS:
Velocidad de la faja 9:0.22 m/s
Corte: 9.01 kg/0.5m (promedio tomado 8.92, 9.30, 8.810)
Tabla N 3.3.4 Alimento al molino Kurimoto
MALLA
Abertura
(X)Micras
ALIMENTO MOLINO KURIMOTO 8x6
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
3/4" 19050 175.53 8.19203898 8.19203898 91.80796102
1.96288034 4.27989498
1/2" 12500 544.71 25.4217829 33.6138219 66.38617812
1.82207767 4.09691001
3/8" 9500 294.04 13.7229371 47.3367589 52.66324107
1.72150758 3.97772361
1/4" 8850 284.99 13.3005708 60.6373297 39.36267029
1.59508455 3.94694327
4m 4760 138.15 6.44750291 67.0848326 32.91516738
1.51739607 3.67760695
6m 3360 127.47 5.94906403 73.0338966 26.96610336
1.43081819 3.52633928
8m 2680 109.1 5.09173049 78.1256271 21.87437287
1.33993561 3.42813479
10m 2000 47.95 2.23784122 80.3634684 19.63653165
1.29306478 3.30103
20m 840 201.28 9.39379938 89.7572677 10.24273227
1.01041582 2.92427929
30m 590 64.74 3.02143567 92.7787034 7.221296594
0.85861518 2.77085201
50m 300 14.51 0.67718615 93.4558896 6.544110441
0.81585062 2.47712125
70m 212 7.88 0.36776202 93.8236516 6.176348422
0.79073179 2.32633586
100m 150 10.77 0.50263921 94.3262908 5.673709216
0.75386707 2.17609126
140m 106 25.88 1.20782754 95.5341183 4.465881672
0.64990721 2.02530587
200m 75 27.34 1.27596619 96.8100845 3.18991548
0.50377918 1.87506126
(-200m) 75 68.35 3.18991548 100 0
2142.69 100
F80=16413.1m
Figura N 3.3.3 Avertura m Vs. F(x), alimentacion molino Kurimoto
y = -5E-08x
2
+ 0.0054x + 4.8389
R = 0.9819
0
20
40
60
80
100
0 3000 6000 9000 12000 15000 18000 21000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Tabla N 3.3.5 Descarga Molino Kurimoto
MALLA
Abertura
(X)Micras
DESCARGA MOLINO KURIMOTO 8x6
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
10m 2000 0.7 0.24508088 0.24508088 99.75491912
1.99893432 3.30103
20m 840 10.61 3.71472586 3.95980674 96.04019326
1.98245303 2.92427929
30m 590 11.37 3.98081367 7.9406204 92.0593796
1.96406804 2.77085201
50m 300 40.19 14.0711435 22.0117639 77.98823612
1.8920291 2.47712125
70m 212 28.84 10.0973321 32.109096 67.890904
1.83181159 2.32633586
100m 150 27.61 9.66669001 41.775786 58.22421399
1.76510363 2.17609126
140m 106 15.92 5.57383937 47.3496254 52.65037462
1.72140147 2.02530587
200m 75 27.85 9.75071774 57.1003431 42.89965689
1.63245382 1.87506126
270m 53 21.5 7.52748407 64.6278272 35.37217282
1.54866174 1.72427587
400m 38 13.59 4.75807016 69.3858973 30.61410265
1.48592153 1.5797836
(-400m) 87.44 30.6141027 100 0
285.62 100
P80=356.70m
Figura N 3.3.4 Avertura m Vs. F(x), descarga molino Kurimoto
CALCULO DEL RADIO DE REDUCCION
El radio de reduccin ser igual a la siguiente relacin:
y = 8E-08x
3
- 0.0003x
2
+ 0.2516x + 24.794
R = 0.9903
0
10
20
30
40
50
60
70
80
90
100
0 300 600 900 1200 1500 1800 2100
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
MOLINO DE BOLAS KURIMOTO 8x6
Tabla N 3.3.6 Caractersticas del molino Kurimoto
MOLINO
MOLINO KURIMOTO
8'x6'
Tipo/ Modelo Overflow
N de serie ITM(NS630S).M.G
Tamao 8'x6'
V. de operacin 21.5 RPM
Capacidad 342.53 TCS/Da
Dimetro de
bolas de bolas
4" 3"
N de Bolas 12 Bolas 22 Bolas
Masa de cada
Bola
4.6 Kg 2.10 Kg
POTENCIA SUMINISTRADA
CONSUMO DE ENERGIA
Motor YASKAWA
Modelo
N de serie 1133369BDR
Potencia 175 HP
Voltaje 440 Volts.
Amperaje 195 Amp.
Revolucin 875 RPM
Frecuencia 60 Hz
Cos 0.85
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DEL MOLINO
CALCULAMOS LA VELOCIDAD CRTICA
CALCULO DE LA VELOCIDAD DE OPERACIN
La velocidad de operacin est dada por el porcentaje obtenido al relacionar la velocidad
angular de trabajo del molino con la velocidad crtica.
(
)
(
)
NOTA: esta velocidad se encuentra dentro del rango de operacin de molinos
(60%-80%), el cual es donde se produce la mayor energa cintica de la bola
durante el impacto.
CALCULO DEL WORK INDEX
(
)
(
MOLINO COMESA 7x8:
Velocidad de la faja n 13: 0.84 m/s
Corte: 4.21 kg/0.5m.(Promedio de 4.26, 4.38, 4)
Tabla N 3.3.7 Alimentacin molino Comesa
MALLA
Abertura
(X)Micras
ALIMENTO MOLINO COMESA 7x8
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x) Log F(x) Log(x)
3/4" 19050 75.66 3.68481802 3.68481802 96.31518198 1.98369475 4.27989498
1/2" 12500 116.51 5.67430806 9.35912609 90.64087391 1.95732408 4.09691001
3/8" 9500 185.78 9.04791822 18.4070443 81.5929557 1.91165267 3.97772361
1/4" 8850 266.75 12.9913456 31.3983899 68.6016101 1.83633431 3.94694327
4m 4760 153.61 7.48116438 38.8795543 61.12044572 1.78618651 3.67760695
6m 3360 206.56 10.0599526 48.9395068 51.06049316 1.70808501 3.52633928
8m 2680 202.25 9.85004554 58.7895524 41.21044762 1.61500733 3.42813479
10m 2000 90.66 4.41535292 63.2049053 36.7950947 1.56578993 3.30103
20m 840 418.63 20.3882549 83.5931602 16.40683975 1.21502494 2.92427929
30m 590 122.09 5.94606704 89.5392273 10.46077271 1.01956377 2.77085201
50m 300 112.16 5.46245294 95.0016802 4.99831977 0.69882404 2.47712125
70m 212 27.77 1.35246361 96.3541438 3.645856163 0.56179953 2.32633586
100m 150 28.26 1.37632775 97.7304716 2.269528415 0.35593562 2.17609126
140m 106 10.87 0.52939429 98.2598659 1.740134126 0.24058272 2.02530587
200m 75 10.26 0.49968587 98.7595517 1.240448256 0.09357865 1.87506126
(-200m) 75 25.47 1.24044826 100 0
2053.29 100
F80=9420.4m
Figura N 3.3.5 Avertura m Vs. F(x), alimentacion molino Comesa
y = 4E-11x
3
- 1E-06x
2
+ 0.0186x + 0.3329
R = 0.9889
0
10
20
30
40
50
60
70
80
90
100
0 3000 6000 9000 12000 15000 18000 21000
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Tabla N 3.3.8 Descarga molino Comesa
MALLA
Abertura
(X)Micras
DESCARGA MOLINO COMESA 7x8
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
10m 2000 3.51 1.21722846 1.21722846 98.78277154
1.99468121 3.30103
20m 840 19.07 6.6132612 7.83048967 92.16951033
1.96458728 2.92427929
30m 590 15.71 5.44805105 13.2785407 86.72145929
1.93812658 2.77085201
50m 300 46.39 16.0875295 29.3660702 70.63392981
1.84901337 2.47712125
70m 212 27.69 9.60258011 38.9686503 61.0313497
1.78555297 2.32633586
100m 150 25.91 8.98529616 47.9539465 52.04605354
1.7163878 2.17609126
140m 106 21.57 7.48023304 55.4341795 44.5658205
1.64900191 2.02530587
200m 75 15.54 5.38909696 60.8232765 39.17672354
1.59302811 1.87506126
270m 53 19.53 6.77278402 67.5960605 32.40393952
1.51059781 1.72427587
400m 38 11.2 3.88403385 71.4800943 28.51990567
1.45514808 1.5797836
(-400m) 82.24 28.5199057 100 0
288.36 100
P80=372.34m
Figura N 3.3.6 Avertura m Vs. F(x), descarga molino Comesa
CALCULO DEL RADIO DE REDUCCION
El radio de reduccin ser igual a la siguiente relacin:
y = 6E-08x
3
- 0.0002x
2
+ 0.2205x + 22.529
R = 0.9966
0
10
20
30
40
50
60
70
80
90
100
0 300 600 900 1200 1500 1800 2100
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
MOLINO DE BOLAS COMESA 7x8
Tabla N 3.3.9 Caractersticas del molino Comesa
MOLINO MOLINO COMESA 7'x8'
Tipo/ Modelo Overflow
N de serie ITM SG600-600AMP
Tamao 7'x8'
V. de operacin 25 RPM
Capacidad 611.04TCS/Da
Dimetro de
bolas de bolas
4" 3"
N de Bolas 26 Bolas 42 Bolas
Masa de cada
Bola
4.6 Kg 2.10 Kg
POTENCIA SUMINISTRADA
CONSUMO DE ENERGIA
Motor SIEMENS
Modelo D SOR355
N de serie MAC-079M
Potencia 248 HP
Voltaje 440 Volts.
Amperaje 238 Amp.
Revolucin 1188 RPM
Frecuencia 60 Hz
Cos 0.85
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DEL MOLINO
CALCULAMOS LA VELOCIDAD CRTICA
CALCULO DE LA VELOCIDAD DE OPERACIN
La velocidad de operacin est dada por el porcentaje obtenido al relacionar la velocidad
angular de trabajo del molino con la velocidad crtica.
(
)
(
)
NOTA: esta velocidad se encuentra dentro del rango de operacin de molinos
(60%-80%), el cual es donde se produce la mayor energa cintica de la bola
durante el impacto.
CALCULO DEL WORK INDEX
(
)
(
3.4. CALCULO DE CARGA CIRCULANTE REMOLIENDA Y
CLASIFICACIN
Tabla N 3.4.1 Alimento del molino Marcy
MALLA
Abertura
(X)Micras
ALIMENTACION MOLINO MARCY
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 119.28 37.12418301 37.124183 62.87581699
1.79848364 2.47712125
70m 212 70.24 21.86118892 58.9853719 41.01462807
1.61293878 2.32633586
100m 150 43.74 13.61344538 72.5988173 27.4011827
1.43776931 2.17609126
140m 106 33.62 10.46374105 83.0625584 16.93744164
1.22884781 2.02530587
200m 75 18.27 5.68627451 88.7488329 11.25116713
1.05119758 1.87506126
270m 53 9.25 2.87892935 91.6277622 8.372237784
0.92284155 1.72427587
400m 38 3.98 1.238717709 92.8664799 7.133520075
0.85330389 1.5797836
(-400m) 22.92 7.133520075 100 0
321.3 100
F80=370.99
Figura N 3.4.1 Avertura m Vs. F(x), alimentacin molino Marcy
y = 0.0002x
2
+ 0.1403x + 0.4236
R = 0.9985
0
10
20
30
40
50
60
70
0 100 200 300 400
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Tabla N 3.4.2 Descarga del molino Marcy
MALLA
Abertura
(X)Micras
DESCARGA MOLINO MARCY
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 60.37 23.47383156 23.4738316 76.52616844
1.88380997 2.47712125
70m 212 49.36 19.19278326 42.6666148 57.33338518
1.75840758 2.32633586
100m 150 44.4 17.26417295 59.9307878 40.06921222
1.6028108 2.17609126
140m 106 35.76 13.90465822 73.835446 26.16455401
1.41771334 2.02530587
200m 75 23.72 9.223112217 83.0585582 16.94144179
1.22895037 1.87506126
270m 53 11.88 4.619332763 87.677891 12.32210903
1.09068505 1.72427587
400m 38 3.54 1.376467844 89.0543588 10.94564119
1.03924121 1.5797836
(-400m) 28.15 10.94564119 100 0
257.18 100
F80=312.17
Figura N 3.4.2 Avertura m Vs. F(x), descarga molino Marcy
y = -9E-05x
2
+ 0.292x - 2.3842
R = 0.9956
0
10
20
30
40
50
60
70
80
90
0 100 200 300 400
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
MOLINO DE BOLAS MARCY 8 x 5.7
Tabla N 3.4.3 Caractersticas del molino Marcy
CALCULO DEL TONELAJE HORARIO
POTENCIA SUMINISTRADA
CONSUMO DE ENERGIA
MOLINO MOLINO MARCY 8'x5.7'
Tipo/ Modelo Overflow
N de serie ITM. 800 A.ABB
Tamao 8'x5.7'
V. de operacin 21.5 RPM
Capacidad 580TM/Da
Dimetro de
bolas de bolas
2"
N de Bolas 270 Bolas
Masa de cada
Bola
0.64 Kg
Motor TECO
Modelo AEEA
N de serie
Potencia 200 HP
Voltaje 440 Volts.
Amperaje 217 Amp.
Revolucin 1785 RPM
Frecuencia 60 Hz
Cos 0.85
TONELAJE MAXIMO
T
M
= potencia instalada/ Consumo de energa del molino
NOTA: 0.7457: conversin de Hp a Kw
1.341: conversin de Kw a Hp
EFICIENCIA DEL MOLINO
CALCULAMOS LA VELOCIDAD CRTICA
CALCULO DE LA VELOCIDAD DE OPERACIN
La velocidad de operacin est dada por el porcentaje obtenido al relacionar la velocidad
angular de trabajo del molino con la velocidad crtica.
(
)
(
)
NOTA: esta velocidad se encuentra dentro del rango de operacin de molinos
(60%-80%), el cual es donde se produce la mayor energa cintica de la bola
durante el impacto.
CALCULO DEL WORK INDEX
(
)
(
Alimentacin fresca 2TM/h --- 48 TM/da
REMOLIENDA:
- Descarga del Hidrocicln D 15 (under flow)
- Descarga de la Zaranda Derrick (under flow)
RELACIN DE CARGA CIRCULANTE CON LA ZARANDA DERRICK:
Tabla N 3.4.4 Relacin de carga circulante con la zaranda Derrick
MALLA
Abertura
(X)Micras
ALIMENTO D-15 FINOS D-15 GRUESOS D-15
%PESO Ac(+) %PESO
Ac(+)
F(x)
%PESO
Ac(+)
F(x)
50m 300 23.4738316 23.4738316 2.71476538 2.71476538 23.1414066 23.1414066
70m 212 19.1927833 42.6666149 6.6415527 9.35631807 19.422252 42.5636585
100m 150 17.264173 59.9307878 9.47915814 18.8354762 17.5528356 60.1164942
140m 106 13.9046582 73.835446 12.3986569 31.2341332 16.0336889 76.150183
200m 75 9.22311222 83.0585583 10.2980919 41.532225 8.93777795 85.087961
270m 53 4.61933276 87.677891 7.65703055 49.1892556 5.20288087 90.2908418
400m 38 1.37646784 89.0543589 2.70248137 51.891737 1.4719194 91.7627612
(-400m) 10.9456412 100 48.108263 100 8.23723877 100
100
100
100
Para poder obtener el tonelaje circulante emplearemos el mtodo de anlisis
granulomtrico (por mallas); de la forma siguiente:
Donde:
S: factor o proporcin de carga circulante.
d: % acumulado en la malla correspondiente a la descarga del molino.
o: % acumulado en la malla correspondiente al overflow del clasificador
u: % acumulado en la malla correspondiente al underflow del clasificador
El tonelaje circulante es encontrado por:
Donde:
TC: carga o tonelaje circulante
S: factor o proporcin de carga circulante
T`: tonelaje de alimentacin al molino en TPH
Relacin de carga circulante:
()
()
()
()
()
()
()
Pero tenemos una alimentacin fresca de 48 TM/da con una humedad del 5%.
Se tiene: 45.6 TM/da de alimentacin fresca
Luego tenemos:
Anlisis granulomtrico de seccin remolienda bulk
GRANULOMETRIA DEL CICLON D-15
Tabla N 3.4.5 Granulometra del cicln D-15
MALLA
Abertura
(X)Micras
ALIMENTO D-15 (Marcy)
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 60.37 23.47383156 23.4738316 76.52616844
1.88380997 2.47712125
70m 212 49.36 19.19278326 42.6666148 57.33338518
1.75840758 2.32633586
100m 150 44.4 17.26417295 59.9307878 40.06921222
1.6028108 2.17609126
140m 106 35.76 13.90465822 73.835446 26.16455401
1.41771334 2.02530587
200m 75 23.72 9.223112217 83.0585582 16.94144179
1.22895037 1.87506126
270m 53 11.88 4.619332763 87.677891 12.32210903
1.09068505 1.72427587
400m 38 3.54 1.376467844 89.0543588 10.94564119
1.03924121 1.5797836
(-400m) 28.15 10.94564119 100 0
257.18 100
F80=312.17
Figura N 3.4.3 Avertura m Vs. F(x), alimento D-15
Tabla N 3.4.6 Finos D-15
MALLA
Abertura
(X)Micras
FINOS D-15 (Marcy)
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 6.63 2.71476538 2.71476538 97.2852346
1.98804693 2.47712125
70m 212 16.22 6.6415527 9.35631807 90.6436819
1.95733754 2.32633586
100m 150 23.15 9.47915814 18.8354762 81.1645238
1.90936624 2.17609126
140m 106 30.28 12.3986569 31.2341332 68.7658668
1.83737292 2.02530587
200m 75 25.15 10.2980919 41.532225 58.467775
1.76691657 1.87506126
270m 53 18.7 7.65703055 49.1892556 50.8107444
1.70595556 1.72427587
400m 38 6.6 2.70248137 51.891737 48.108263
1.68221968 1.5797836
(-400m) 117.49 48.108263 100 0
244.22 100
y = -9E-05x
2
+ 0.292x - 2.3842
R = 0.9956
0
10
20
30
40
50
60
70
80
90
0 100 200 300 400
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Figura N 3.4.4 Avertura m Vs. F(x), finos D-15
Tabla N 3.4.7 Gruesos D-15
MALLA
Abertura
(X)Micras
GRUESOS D-15 (Marcy)
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 58.8 23.1414066 23.1414066 76.8585934
1.88569243 2.47712125
70m 212 49.35 19.422252 42.5636585 57.4363415
1.75918677 2.32633586
100m 150 44.6 17.5528356 60.1164942 39.8835058
1.60079333 2.17609126
140m 106 40.74 16.0336889 76.150183 23.849817
1.37748505 2.02530587
200m 75 22.71 8.93777795 85.087961 14.912039
1.17353703 1.87506126
270m 53 13.22 5.20288087 90.2908418 9.70915817
0.98718158 1.72427587
400m 38 3.74 1.4719194 91.7627612 8.23723877
0.91578166 1.5797836
(-400m) 20.93 8.23723877 100 0
254.09 100
P80=317.432
y = -7E-07x
3
- 0.0003x
2
+ 0.3778x + 33.033
R = 0.9974
0
10
20
30
40
50
60
70
80
90
100
0 70 140 210 280 350
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Figura N 3.4.4 Avertura m Vs. F(x), gruesos D-15
GRANULOMETRIA DEL CICLON D-15
Tabla N 3.4.8 Alimento D-15, molino 6x6
MALLA
Abertura
(X)Micras
ALIMENTO D-15 (MOLINO 6'X6')
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 2.49 0.96287703 0.96287703 99.03712297
1.99579802 2.47712125
70m 212 22.25 8.604021655 9.56689869 90.43310131
1.95632742 2.32633586
100m 150 45.98 17.78035576 27.3472544 72.65274555
1.86125203 2.17609126
140m 106 50.48 19.52049497 46.8677494 53.13225058
1.72535821 2.02530587
200m 75 38.65 14.94586234 61.8136118 38.18638824
1.58190858 1.87506126
270m 53 26.48 10.23975251 72.0533643 27.94663573
1.44632953 1.72427587
400m 38 9.94 3.843774169 75.8971384 24.10286156
1.38206861 1.5797836
(-400m) 62.33 24.10286156 100 0
258.6 100
F80=174.89
y = -4E-06x
3
+ 0.0018x
2
+ 0.0532x + 3.05
R = 0.9989
0
10
20
30
40
50
60
70
80
90
100
0 70 140 210 280 350
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs.
F(x))
Figura N 3.4.5 Avertura m Vs. F(x), alimento D-15 molino 6x6
Tabla N 3.4.9 Finos D-15 molino 6x6
MALLA
Abertura
(X)Micras
FINOS D-15 (MOLINO 6'X6')
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 3.99 1.576701178 1.57670118 98.42329882
1.99309792 2.47712125
70m 212 25.91 10.23867857 11.8153798 88.18462025
1.94539285 2.32633586
100m 150 52.49 20.74211649 32.5574962 67.44250375
1.82893368 2.17609126
140m 106 59.06 23.33833873 55.895835 44.10416502
1.6444796 2.02530587
200m 75 43.94 17.36347111 73.2593061 26.74069391
1.42717267 1.87506126
270m 53 28.83 11.39255513 84.6518612 15.34813878
1.18605572 1.72427587
400m 38 10.11 3.995099976 88.6469612 11.35303881
1.05511212 1.5797836
(-400m) 28.73 11.35303881 100 0
253.06 100
y = -4E-06x
3
+ 0.0009x
2
+ 0.3811x + 7.2173
R = 0.9986
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160 200 240 280 320
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Figura N 3.4.6 Avertura m Vs. F(x), finos D-15 molino 6x6
Tabla N 3.4.10 Gruesos D-15 molino 6x6
MALLA
Abertura
(X)Micras
GRUESOS D-15 (MOLINO 6'X6' )
PESO(g) %PESO
Ac(-)
G(x)
Ac(+)
F(x)
Log F(x) Log(x)
50m 300 5.03 3.003343683 3.00334368 96.99665632
1.98675676 2.47712125
70m 212 27.54 16.44375448 19.4470982 80.55290184
1.90608119 2.32633586
100m 150 43.76 26.12849295 45.5755911 54.42440888
1.73579372 2.17609126
140m 106 42.05 25.10747552 70.6830666 29.31693337
1.46711854 2.02530587
200m 75 20.26 12.0969668 82.7800334 17.21996656
1.2360323 1.87506126
270m 53 11.12 6.639598758 89.4196322 10.58036781
1.02450077 1.72427587
400m 38 3.5 2.089801767 91.509434 8.490566038
0.92893664 1.5797836
(-400m) 14.22 8.490566038 100 0
167.48 100
P80=224.25
y = -5E-06x
3
+ 0.0013x
2
+ 0.3952x - 7.0068
R = 0.9983
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160 200 240 280 320
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Figura N 3.4.7 gruesos D-15 molino 6x6
3.5. BALANCE DE MATERIA Y FLUJOS
Balance mediante tarjetas
1. Balance molino FUNCAL
Dato:
Ton=8.93 ton/hrs
Sabemos que presenta una humedad de 5%
TMD=203.604 TMD
Tambin se sabe:
Ahora tenemos:
=75.972 m
3
/da
y = -9E-06x
3
+ 0.0042x
2
- 0.1176x + 6.7166
R = 0.9989
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160 200 240 280 320
Abertura m Vs. F(x)
Abertura m Vs. F(x)
Poly. (Abertura m Vs. F(x))
Densidad de pulpa: W=1716.67 gr/lt (PROMEDIO DE 1715, 1720, 1715)
( )
Hallando K:
( )
(
)
%P=66.58%
Dilucin:
( )
D=liq. /sol
Liq= 102.21 ton/da
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 203.604* (1+0.502)
TMD= 305.81
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
178.14 m
3
/da (PULPA)
Tabla 3.5.1 Balance de materia y flujos molino Funcal
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
2. Balance molino COMESA
Dato:
Ton=25.46 ton/hrs
Sabemos que presenta una humedad de 5%
Tambin se sabe:
=216.6 m
3
/da
Densidad de pulpa: W=1776.67 gr/lt (PROMEDIO DE 1780, 1800, 1750)
( )
Hallando K
( )
(
)
%P=69.72%
203.604 2.68 75.972
102.21 66.58 102.21
305.81 1716.67 17814
Dilucin:
( )
D=liq. /sol
0.4343=liq. /580.488 TM/da
Liq= 252.11 ton/da
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 580.488 * (1+0.502)
TMD= 871.9
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
490.75 m
3
/da (PULPA)
Tabla 3.5.2 Balance de materia y flujos molino Comesa
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
3. Balance molino KURIMOTO
Dato:
Ton=14.272 ton/hrs
580.488 2.68 216.6
252.11 69.72 252.11
871.90 1776.67 490.75
Sabemos que presenta una humedad de 5%
Tambin se sabe:
=121.43 m
3
/da
Densidad de pulpa: W=1625 gr/lt (PROMEDIO DE 1600, 1535, 1740)
( )
Hallando K
( )
(
)
%P=61.34%
Dilucin:
( )
D=liq. /sol
0.63=liq. /325.44 TM/da
Liq= 205.03 ton/da
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 325.44 * (1+0.502)
TMD= 488.81
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
300.81 m
3
/da (PULPA)
Tabla 3.5.3 Balance de materia y flujos molino Kurimoto
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
4. Tonelaje que va a flotacin (finos de la zaranda derrick)
( )
( )
Tambin se sabe:
Ahora tenemos:
1128 TM/da /2.68 TM/m
3
420.90 m
3
/da
Densidad de pulpa: W=1533.33 gr/lt (PROMEDIO DE 1495, 1530, 1575)
()
325.44 2.68 121.43
205.03 61.34 205.03
488.81 1625 300.81
Hallando K
( )
( )
%P=55.47%
Dilucin:
( )
D=liq. /sol
0.803=liq. /1128 TM/da
Liq= 905.80 ton/da
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 1128 * (1+0.8032)
TMD= 2033.78
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
1326.38 m
3
/da (PULPA)
Tabla 3.5.4 Balance de materia y flujos finos de la zaranda Derrick
TM/ DIA
MINERAL
GRAV. ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
M/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
Gruesos de la zaranda Derrick
=rcc*ton f
Ton f=1128 TM/da
=0.7689*1128=867.32 TM/da
Tambin se sabe:
Ahora tenemos:
867.32 TM/da /2.68 TM/m
3
323.63 m
3
/da
Densidad de pulpa: W=1710 gr/lt (PROMEDIO DE 1730, 1690, 1710)
()
Hallando K
( )
( )
%P=66.22%
Dilucin:
( )
128 2.68 420.90
905.80 55.47 905.80
2033.78 1533.33 1326.38
( )
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 867.32 * (1+0.51)
TMD= 1309.65
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
765.88 m
3
/da (PULPA)
Tabla 3.5.5 Balance de materia y flujos gruesos de la zaranda Derrick
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
5. Balance molino MARCY
Rcc=0.7689
Descarga del molino
TMSD=580
Tambin se sabe:
Ahora tenemos:
580 TM/da /2.68 TM/m
3
867.32 2.68 323.63
186.12 66.22 186.12
1309.65 1710 765.88
216.42 m
3
/da
Densidad de pulpa: W=1975 gr/lt (PROMEDIO DE 1950, 1955, 2020)
()
Hallando K
( )
( )
%P=78.74%
Dilucin:
( )
( )
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 580* (1+0.27)
TMD= 736.60
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
372.66 m
3
/da (PULPA)
Tabla 3.5.6 Balance de materia y flujos molino Marcy
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
Alimentacin a la zaranda DERRICK
Tambin se sabe:
Ahora tenemos:
1689.53 TM/da /2.68 TM/m
3
630.42 m
3
/da
Densidad de pulpa: W=1445 gr/lt (PROMEDIO DE 1455, 1430, 1450)
()
Hallando K
( )
( )
%P=49.12%
580 2.68 216.42
289.8 78.74 289.8
736.66 1975 372.66
Dilucin:
( )
D=liq. /sol
1.04=liq. /1689.53 TM/da
Liq= 1757.11 ton/da
Calculo de la pulpa:
TMD=ton mineral * (1 + D)
TMD= 1757.11* (1+1.04)
TMD= 3584.50
Ahora tendremos:
) (
) (
)
Con lo cual se obtiene:
2480.62 m
3
/da (PULPA)
Tabla 3.5.7 Balance de materia y flujos alimentacin zaranda Derrick
TM/ DIA
MINERAL
GRAV.
ESP.
MINERAL
m3/da
MINERAL
TM/ DIA
AGUA
%SOLIDOS
m3/da
AGUA
TM/DIA
PULPA
DENSIDAD
PULPA
m3/da
PULPA
3.6. PARMETROS DE OPERACIN
Los parmetros de operacin se pueden encontrar de dos formas directa e indirecta.
a) Carga de mineral:
Control directo por medio de la balanza Merrick (molino 7x8 y 8x6)
1689.53 2.68 630.42
1757.11 49.12 1757.11
3584.50 1445 2480.62
Control indirecto: midiendo la densidad de la pulpa.
b) Carga de bolas
Control directo: observacin del nivel de bolas.
Control indirecto: anlisis de mallas
c) Tiempo de molienda
Control directo: medida de la densidad de pulpa y anlisis de mallas
3.7. Dosificacin de bolas de acero
Clculo del consumo de bolas:
rea
(pulg.
2
)
Mineral tratado al da: 1000 Tn. /da
Factor de desgaste de consumo de bolas 0.8 Kg/ Tn.
Peso promedio de las bolas de 4`` 9.34 lb.
50.265
Peso promedio de las bolas de 3`` 4.43 lb.
28.274
Peso promedio de las bolas de 2`` 1.20 lb.
12.566
Peso promedio de las bolas de 1 `` 0.498lb. 7.067
MOLINO BOLAS(RACION A LOS MOLINOS SEMANALES)
4" 3" 2" 1.1/2"
MOLINO FUNCAL 60% 40%
MOLINO COMESA 60% 40%
MOLINO KURIMOTO 60% 40%
MOLINO MARCY 100%
MOLINO DENVER 100%
Clculos De La Carga De Bolas
En planta
N DE BOLAS =PESO X FACTOR
X % DE ALIMENTACION/PESO
DE CADA BOLA
COMESA(7x8): PESO X 0.38 X 0.6/ 4.6 bolas de 4``
PESO X 0.38 X 0.4 / 2.1 bolas de 3
FUNCAL(6x6): PESO X 0.55 X 0.6 / 4.6 bolas de 4``
PESO X 0.55 X 0.4 / 2.1 bolas de 3``
KURIMOTO(8x6): PESO X 0.38 X 0.6 / 4.6 bolas de 4``
PESO X 0.38 X 0.4 / 2.1 bolas de 3``
MARCY(8x5.8): PESO X 0.17 / 0.64 bolas de 1 ``
DENVER: 50 KG. Equivalente a 700 bolas. 1``
CAPITULO IV: SECCIN FLOTACIN
4.1. Descripcin Del Proceso
La flotacin es el proceso que se separa minerales que estn en suspensin en agua
(pulpa), atacndolos con unas burbujas de aire que selectivamente hace que el grupo de
minerales valiosos floten a superficies. Es el proceso ms comn que se aplica para la
concentracin de minerales, los mismos que posteriormente sern fundidos hasta lograr
la mayor parte de metales.
Los minerales flotables son de dos tipos: polares y no polares, se hace esta distincin de
enlace superficial. Las superficies de los minerales no polares tiene enlaces
relativamente muy dbiles, difcilmente para hidratar. En consecuencia son
HIDROFOBICOS. Los minerales como Cu, Zinc, Pb; requieren normalmente la
adicin de algunos colectores tipo: aceites, petrleo, Kerosene, xantatos entre otros.
Los minerales polares tienen superficialmente fuertes enlaces covalentes o inicos con
alta energa libre.la hidratacin de la superficie es ms rpida debido a la fuerte reaccin
con las molculas de agua, formando rpidamente capas sobre la superficie mineral, as
es que se hacen hidrofilicas o mojables. Los minerales se agrupan segn la magnitud de
la polaridad.
Reactivos De Flotacin
Los colectores y espumantes se emplean generalmente en cantidades del orden de 0,5 a
1000 g/ton. Qumicamente son clasificados como surfactantes, es decir, molcula de
carcter doble, consistiendo de un grupo polar y un grupo no polar. El grupo polar posee
un momento de dipolo permanente y representa la parte hidroflica de la molcula,
mientras que, el grupo no polar no posee dipolo permanente y representa la parte
hidrofbica de la molcula. Los modificadores son empleados en cantidades que
generalmente varan entre 20 a 1000 g/ton.
Agentes Modificadores: activadores y depresores
Agentes Activadores
Sulfato de cobre: Activador en la flotacin de esfalerita.
Nitrato o acetato de plomo: Activador de estibnita y para reactivar sulfuro de cobre
depresado con cianuro. Tambin son activadores de silicatos y carbonatos.
Sulfuro de sodio: Activador de minerales oxidados.
Sulfuro de hidrgeno: Para precipitar cobre en solucin y permitir su recuperacin
Agentes Depresores
Algunos agentes depresores son los siguientes:
Cianuro de sodio: Es un fuerte depresor de pirita, pirrotita, marcasita y
arsenopirita.Tiene un menor efecto depresor en calcopirita, enargita, bornita, y en la
mayora de los minerales sulfuros, con la posible excepcin de galena.
Cal: Es usada para depresar la pirita, as como otros sulfuros de hierro, galena y algunos
minerales de cobre.
Sulfato de cinc: Se usa en conjunto con cianuro, o solo, para la depresin de esfalerita,
mientras se flota plomo y minerales de cobre.
Permanganatos: Se usa para la depresin selectiva de pirrotita y arsenopirita en la
presencia de pirita.
Ferrocianuro: Empleado en la depresin de sulfuros de cobre, en la separacin
cobre/molibdeno.
4.2 Descripcin Del Proceso
Flotacin Bulk
Cuando solo hay cabeza de Pb alta y no cobre la flotacin Bulk se realiza en un circuito
constituido por una etapa Rougher (Celda WS-300 bulk), Celda WS-240 bulk. En esta
epata llega la pulpa proveniente de la cabeza (molienda con una densidad 1350gr/cc) en
estas celda se logra separa los sulfuros valiosos de plomo adicionando xantato, a la vez
complejo (Cianuro y sulfato de zinc) que tiene efecto de deprimir a fierro, los sulfuros
colectado en las celdas de bulk son enviados directos a la etapa de limpiezas en Dos
celdas DENVER 18 Sub-A 3ra., si las espumas de Pb son limpios de la celda WS-240
bulk son enviado al concentrado, de igual manera de la Celda WS-300 bulk, en las
cuatro celdas GALIGHER bulk scanveger se logra recuperar los sulfuros valiosos, de
esta celda son enviados a las limpiezas de dos celdas 18 Sub-A 1ra. y 2da. Limpieza y
luego Dos celdas DENVER 18 Sub-A 3ra. Limpieza
Para finalmente obtener el concentrado de pb.
Cuando solo hay cabeza de Pb y cobre la flotacin Bulk se realiza en un circuito
constituido por una etapa Rougher(Celda WS-300 bulk), Celda WS-240 bulk. En esta
etapa llega la pulpa proveniente de la cabeza(molienda con una densidad 1350gr/cc) en
estas celda se logra separa los sulfuros valiosos de plomo y cu adicionando xantato , a
la vez complejo(Cianuro y sultato de zinc) que tiene efecto de deprimir a fierro y
deprimir al zinc , los sulfuros colectado en las celdas de bulk son enviados directos a la
etapa de limpiezas en Dos celdas DENVER 18 Sub-A 3ra(bulk) aqu se separa el cu y
pb las espumas de esta celda son enviada a la celda de limpiezas de cu a travs de la
bomba VERTICAL 2.1/2" X 36". En las celdas de limpiezas de 1 y 2 se agrega RPB Y
tambin en la bomba 2.1/2" X 36". La dosificacin de este reactivo se regula segn la
ley de cabeza de cu, la pulpa de cu ya separado es enviado al filtro de cu (Filtro Raldi 6'
x 4 Discos) donde se separa el slido de la humedad, la humedad debe ser menor de
10%. Las espumas de Pb son enviadas a la celda de las limpiezas de dos celdas 18 Sub-
A 1 y 2. Limpieza y luego Dos celdas DENVER 18 Sub-A 3ra. Limpieza para el
obtener el concentrado final.
Separacin de Cobre y Plomo
Flotacin De Zinc
La flotacin de Zinc se realiza en un circuito constituido por dos etapas de
acondicionamiento, una etapa de Rougher, una etapa de Scavenger y dos etapas de
limpieza. La cola o relave de la flotacin Bulk, es la cabeza para la concentracin de
Zinc. La etapa de acondicionamiento se realiza en una celda 10 x 10 luego este pasa a
un cajn desde donde es bombeada por la bomba wifley a la etapa Rougher.
La etapa Rougher se ejecuta en las celdas DR-500, las espumas que constituyen el
concentrado Rougher se envan al circuito limpieza, las espumas del lado izquierdo pasa
a una celda WS 210 y las espumas de la derecha pasan a una celda WS 240. Las
espumas de estas dos celdas de limpieza pasa a la celda WS 240, las espumas de las
cuales constituyen el concentrado final. La etapa Scavenger se ejecuta en celdas DR-
500,las espumas que es el concentrado del Scavenger se junta con los relaves de las
limpiezas y la pulpa del acondicionador que retornan como alimentacin a la etapa
Rougher y el relave constituye el relave final del proceso. Los concentrados de Zinc son
enviados por una tubera de 6 hacia un filtro rotatorio de vaco de 9x4, el concentrado
filtrado es enviado hacia la cancha de despacho en volquetes de 28-30 TM; el espesador
24x10 se utiliza para almacenar el rebose del filtro, mientras que las lamas se
sedimentan en tanques para su posterior ensacada.
4.3 Caractersticas y capacidades de los equipos
Tabla N 4.3.1 Caractersticas y capacidades de los equipos
AREA FLOTACION kw Hp MARCA TIPO In. In AREA FLOTACION kw Hp MARCA TIPO In. In
FILTRO Pb FLOTACION BULK Y CELDAS ZINC.
Blower roots 2 1/2" x
2"(Soplador)
2.24 3 DELCROSA M. 4.4 2
C. Galigher 48" x 48"
Rougher Bulk #1
13.43 18 DELCROSA M. 25 15
Filtro Eimco de 6" x 8
discos
2.24 3 ELECTRIC. M.R. 4.6 1
C. Galigher 48" x 48"
Rougher Bulk #2
13.43 18 DELCROSA M. 25 15
Agitador 3.00 4 SEW M.R. 7.9 3 Celdas DR 30 N.-1 30 40 WEG M. 51 23
B. de Vacio tipo Nash
1000
55.95 75 DELCROSA M. 88.3
Stand
By
Celdas DR 30 N.-2 30 40 WEG M. 51 24
B. Vertical Cocha Zn 2
1/2 x 48
11.19 15 DELCROSA M. 18.6 10
B. vertical 21/2x48
recup.Pb N.-1
11.00 15 SEW M. 19.7 15
Espesador Plomo 19' x
8'
3.73 5 DELCROSA M. 7 4
C.Sub A N18 dfe 18ft-1er
Cleaner Bulk
7.46 10 DELCROSA M. 13 8
B.Vertical Recup. Pb 2
1/2X48
11.19 15 DELCROSA M. 18.7 9
C.Sub A N18 dfe 18ft-2do
Cleaner Bulk
7.46 10 DELCROSA M. 13 8
B. Vertical Recup.
Cocha pb.
5.50 7.5 WEG M. 10
Stand
By
C. WS 240 bulk 29.84 40 STERLING M. 47 27
Muestrador de Cabeza
de Zn
0.37 4.5 SEW M.R. 1.13 1 Soplador Airtec 2000 CFM 44.76 60 WEG M. 71.5
Stand
By
B. de Vacio tipo Nash
2002 CU.
55.00 75 SIEMENS M. 100 77 Celda WS 300 Pb 37.30 50 DELCROSA M. 70 55
CIRCUITO COBRE
Cleaner Cu # 1 7.46 10 DELCROSA M. 13 6
C.WS.ACONDICIONADOR Rougher Cu # 2 7.46 10 DELCROSA M. 13 6
Celda WS 300 Zn.N 1 37.30 50 SIEMENS M. 62 42 Scavengher Cu # 3 7.46 10 WEG M. 13.2 7
Celda WS 300 Zn. N 2 37.30 50 DELCROSA M. 70 56 Scavengher Cu # 4 7.46 10 DELCROSA M. 13
Stand
By
Paleta de Espuma 0.55 0.74 SEW M.R. 1 0.5 Scavengher Cu # 5 9.20 12.5 WEG M. 16.7
Stand
By
Celda WS 180
Limpieza.
WEG M. 25
Stand
By
Scavengher Cu # 6 6.70 9 DELCROSA M. 12.5
Stand
By
Celda WS 240 Zn.
Nuevo
22.38 30 DELCROSA M. 37.5 26 Scavengher Cu # 7 7.50 10 DELCROSA M. 13
Stand
By
Celda WS 210 Zn. 14.92 20 SIEMENS M. 28.4 24
B. Vertical Cocha de Cu.1
1/2X36
5.5 7.5 WEG
Stand
By
Agitador de cal # 1 7.50 10 DELCROSA M. 13.2 7 B. Vertical Pb.1 1/2X36 6.70 9 10
Alimentador de cal M.
Stand
By
Muestreador de cabeza.Pb. 0.746 1 WEG M.R. 1.51 1
Bomba 21/2x48 de
recuperacin
18.50 25 WEG M. 32.2
Stand
By
Muestrador de relave. 0.746 1 WEG M.R. 1.51 1
Bomba 4k recup. De
Pb.
30.00 40 WEG M. 49.7 45 Agitador 4.00 5 SEW M.R. 6.8 3
Filtro Raldi 6' x 4 Discos 2.98 4 DELCROSA M. 5.7 1
CCM CELDAS DR 500
Banco de Condensador 10
kvar
Celda DR - 500
Scavengher Zn N 1
37.30 50 WEG M. 63 42
Banco de Condensador 20
kvar
Celda DR - 500
Scavengher Zn N 2
37.30 50 WEG M. 63 41
Banco de Condensador 25
kvar
Celda DR - 500
Rougher Zn N 3
37.30 50 WEG M. 63 42 FILTRO DE Zn
Celda DR - 500
Rougher Zn N 4
37.30 50 WEG M. 63 42 Bomba de Vacio 55.95 75 SIEMENS M. 94 64
Celda DR - 500
R0ugher Zn N 5
37.30 50 WEG M. 63 42 Filtro 9' x 4 discos 2.98 4 WEG M.R. 6.83 2
B. Pulpa SRL 5" x 4"
N 1
29.84 40 WEG M. 30
Stand
By
Agitador 2.24 3 SEW M.R. 4.5 3
B. Pulpa SRL 6" x 6"
N 2
30.00 40 WEG M. 50.5
Stand
By
Blower roots 2 1/2" x
2"(Soplador)
2.24 3 SIEMENS M. 4.8 3
B. 5K N.-3 90.00 125 WEG M. 143 45 Espesador 24' x 10' 2.24 3 SIEMENS M.R. 4.6 3
Soplador Airtec 2500
CFM
74.60 100 WEG M. 112 70
Bomba Vertical N 1 2
1/2X48
11.00 15 DELCROSA M. 18.6
Stand
By
Control de nivel TRANSF. 2
Bomba Vertical N 2 2
1/2X48
9.20 12.5 DELCROSA M. 16.7 11
BCO. Cond.FIJO 3 Pasos 40-
20-20 Kvar
Bomba Vertical N 3 2
1/2X48
9.70 13 DELCROSA M. 10 10
426,648 kWh FC 0.68
697
kW
1,092,701 kWh
1,827
kW
4.4 Dosificacin De Reactivos
Datos de planta: Tonelaje de mineral procesado en planta es 1000tn/da, datos de reactivos
utilizados en flotacin BULK (Por guardia), pH=7
Tabla N 4.4.1 Reactivos y cantidad
Reactivos
cantidad
(ml/min)
Naso
3
1160
NaCN 130
Zn
2
SO
4
220
Z-11 520
Ap-3418 38
A-208 30
D-250 90
DP-1003 15
Preparacin De Reactivos Utilizados En Planta-Zn (pH=11.4)
Tabla N 4.4.2 Preparacin de reactivos
Reactivos
Cantidad
(ml/min)
Cu
2
SO
4
870
Cal(disuelto) 1042
Z-11 330
Tabla N 4.4.3 Reactivos, puntos de adicin, dilucin.
Reactivos Punto de Adicin cc/min kg/da % Dilucin
Metabisulfito
de Na
Molino 7x8 300-600
50 5 Molino 8x6 200-600
Molino 6x6 100-600
Cianuro de Na
Molino 7x8 50-150
25 3
WS 300 60-150
Depresor
DP-1003
Molino 8x6 150 40 5
Molino 7x8 160
Xantato Z-11
WS 300 40-90
100 10 Rougher 20-60
Scavenger 20-60
Aerophine
WS 300 80-120
30 5
Rougher 20
Dowfroth D250
WS 300
15-60 40-60 Puro
Rougher
Aerofroth 70
WS 300 10
Puro
AC 10x10 20
Complejo
Sulfato de ZN
WS 300 180-600 50
RPB
Bicromato de Na 200-500 7.5
Fosfato
Mono sdico
100-300 2.5
Flotacin de Zn
Tabla N4.4.4 Flotacin de Zinc
Reactivos Punto de Adicin cc/min kg/da % Dilucin
Cal
Acondicionador 240 pH=9-10
500
Celdas de limpieza pH=10-13
Sulfato de cobre
Acondicionador WS 240 400-1000
86-130 10%
Scavenger 80-120
xantato Z-11
WS 300 80-300 13-15 10%
Scavenger 60-200 4.5
Dowfroth 250 Bomba espumas del Scavenger 20 28 puro
NaCN WS300 200-600 3%
Reactivos usados en la produccin de concentrados de (cu, zn, au, pb y ag.) en planta
concentradora catalina huanca
Colectores
Zantato (Z-11): Colector de sulfuros (Pb, Zn y Cu).
A-208: Colector secundario (Cu, Au.).
Aerophine: Colector de (Ag).
Depresores
Bisulfito de sodio: Depresor (Zinc).
Complejo (CN- y ZnS04): Depresor (Zinc y Fe).
Cianuro: Depresor (Fe).
Propiedad Del Cal
Depresor de Fe
Regulador de PH.
Activador De Zinc
Sulfato de cobre (CuSO4)
Propiedades Del RPB
RPB: Consta de tres componentes (dicromato de sodio, carbometil celulosa y fosfato mono
sdico). El primero es un depresor, el segundo leudante depresor y el tercero es un
depresor de Pb).
D-1003-Ayuda disolver iones insolubles.
4.5 Tiempo De Acondicionamiento y Flotacin
Tabla N4.5.1 Acondicionamiento y flotacin
ITEM
MAQUINARIA
DIMENS. CANT.
CELDA
ft3
PULPA
ft3/min
TIEMPO
min
% Recup.Pb en
cada etapa
FLOTACION BULK
1 CELDA MOROCOCHA WS-300 9.8' x 9' 1 670 45.27 12.58 45.27
2 CELDA MOROCOCHA WS-240 7.8' x 7' 1 334 56.89 4.99 33.74
3 CELDAS ROUGHER GALIGHER 48"x48"x28" 4 40 55.28 2.46 54.19
4 CELDAS SCAVENGER DENVER DR-100 5'x5'x4' 4 100 64 5.31 56.84
5 CELDAS DE 1RA. Y 2DA. LIMPIEZA DENVER 21 43"x43"x36" 3 40 12.1 8.43 73.58
6 CELDAS DE 3RA.. LIMPIEZA DENVER 18 SUB-A 3'x3,5'x5' 2 27 11.6 3.96 70.45
Todo el circuito 84.09
ITEM
MAQUINARIA
DIMENS. CANT.
CELDA
ft3
PULPA
ft3/min
TIEMPO
min
% Recup.Zn en
cada etapa
FLOTACION DE ZINC
1 ACONDICIONADORES DE PULPA 10 X 10 10' x10' 1 670 61.18 9.31
2 CELDA MOROCOCHA WS 300 9,8'x9' 1 670 61.18 9.31 34.77
3 CELDAS ROUGHER DR - 500 8,5'x8,5'x7' 3 500 79.47 16.04 74.04
5 CELDAS SCAVENGER DR - 500 8,5'x8,5'x7' 2 500 72.82 11.67 20.30
CELDAS MOROCOCHA WS 210 7' x7' 1 270 13.47 17.04 90.26
6 CELDAS MOROCOCHA WS 240 7,8' x7' 1 334 10.72 26.48 84.17
7 CELDA MOROCOCHA WS 180 10' x10' 1 170 3.52 41.05 94.11
8 Todo el circuito 92.2
4.6 Balance Metalrgico
Balance Metalrgico (balance de materia)
A =B + C. (1).
A*a=B*b + C*c (2).
A=flujo de alimentacin B=Relave general C=Concentrado.
Multiplicando la ecuacin (1) por c y sustrayndole de la (2) tenemos.
A*(a-c) = B*(b-c) (3).
Tabla N 4.6.1 Producto, peso y leyes de Pb y Zn
LEY
PRODUCTO PESO Pb Zn
Cabeza A m1 n1
conc.Pb B1 m2 n2
conc.zn B2 m3 n3
relave C m4 n4
Las recuperaciones serian de Pb, Zn.
() (
)
() (
)
Realizando el balance del diagrama obtenemos.
Haciendo las simplificaciones de las ecuaciones obtenemos:
(
[( ) ( )] [( ) ( )]
[( ) ( )] [( ) ( )]
)
(
[( ) ( )] [( ) ( )]
[( ) ( )] [( ) ( )]
)
(
[( ) ( )] [( ) ( )]
[( ) ( )] [( ) ( )]
)
Al sustituir B1 y B2 obtenemos:
(
[( ) ( )] [( ) ( )]
[( ) ( )] [( ) ( )]
)
Estas son las ecuaciones de las recuperaciones de Pb y Zn.
Calculo del porcentaje de recuperacin De Zinc
Concentrado (RO) Zn
()
()
a= cabeza b=concentrado de zinc c=relave de zinc
Tabla N 4.6.2 Concentrados de Cu, Pb, Zinc y relave.
leyes
PRODUCTOS TMS RC OzAg % Cu % Pb % Zn
Cabeza 132.476 1.84 0.65 1.74 6.17
Conc. Cu 1.454 91.10 65.89 28.00 7.12 4.56
Conc. Pb 2.805 47.23 24.25 1.55 67.98 6.61
Conc. Zn 14.846 8.92 2.98 0.55 0.84 50.00
Relave 113.370 0.32 0.29 0.15 0.44
Clculos de tonelajes
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
Relave=113.370 TMS
Calculo Del Porcentaje De Recuperacin De Zinc
Concentrado (RO) Zn
( )
( )
a= cabeza b=concentrado de zinc c=relave de zinc
( )
( )
Calculo Del Porcentaje De Recuperacin De Plomo
( )
( )
Calculo Del Porcentaje De Recuperacin De cobre
( )
( )
CAPITULO V: SECCION ESPESADO
5.1 Descripcin del proceso (Filtro de zinc)
El concentrado proveniente de planta concentradora es dirigido hacia el espesador,
Espesador 24' x 10'. Aqu se concentra y es bombeada por la Bomba Vertical N 1 2
1/2X48 al filtro de zincFiltro 9' x 4 discos donde separa el concentrado de la humedad, el
%humedad que debe filtrar debe ser menor que el 10%. El concentrado de plomo es
dirigido hacia un cajn donde una parte es dirigida al Espesador Plomo 19' x 8' esta pulpa
es enviada hacia holing tank atravez de una bomba B. de Vacio t. la pulpa concentrada en
el holing tank es enviada al filtro de prensa de pb. y la otra parte es dirigida directamente
hacia el filtro de discos Filtro Eimco de 6" x 8 discos donde se separa el concentrado de la
humedad debe ser menor que el 10%.
5.2 Caractersticas de maquinarias y equipos
Tabla N 5.2.1 Caracterstica del filtro de Zinc
FILTRO DE Zn
AREA FLOTACION kw Hp MARCA TIPO In. In kW
Bomba de Vacio 55.95 75 SIEMENS M. 94 64
Filtro 9' x 4 discos 2.98 4 WEG M.R. 6.83 2
Agitador 2.24 3 SEW M.R. 4.5 3
Blower roots 2 1/2"x2"(Soplador) 2.24 3 SIEMENS M. 4.8 3
Espesador 24' x 10' 2.24 3 SIEMENS M.R. 4.6 3
Bomba Vertical N1 2 1/2x48 11 15 DELCROSA M. 18.6 STAND BY
Bomba Vertical N2 2 1/2x48 9.2 12.5 DELCROSA M. 16.7 11
Bomba Vertical N3 2 1/2x48 9.7 13 DELCROSA M. 10 10
Blower roots 2 1/2"x2"(Soplador) 2.24 3 DELCROSA M. 4.4 2
Filtro Eimco de 6" x 8 discos 2.24 3 ELECTRIC. M.R. 4.6 1
Agitador 3 4 SEW M.R. 7.9 3
B. de Vacio tipo Nash 1000 55.95 75 DELCROSA M. 88.3 STAND BY
B. Vertical Cocha Zn 2 1/2 x 48 11.19 15 DELCROSA M. 18.6 10
Espesador Plomo 19' x 8' 3.73 5 DELCROSA M. 7 4
B.Vertical Recup. Pb 2 1/2X48 11.19 15 DELCROSA M. 18.7 9
B. Vertical Recup. Cocha pb. 5.5 7.5 WEG M. 10 STAND BY
Muestrador de Cabeza de Zn 0.37 4.5 SEW M.R. 1.13 1
B.de Vacio tipo Nash 2002 CU 55 75 SIEMENS M. 100 77
FILTRO DE Cu
AREA FLOTACION kw Hp MARCA TIPO In. In kW
Agitador 4 5 SEW M.R. 6.8 3
Filtro Raldi 6' x 4 Discos 2.98 4 DELCROSA M. 5.7 1
5.3 Velocidad de sedimentacin de concentrados
Figura N 5.3.1 Curva de Sedimentacin
5.4 Filtrado, humedad, peso y manipuleo de concentrados
Calculo para determinacin del tonelaje de descarga del filtro de prensa por cada
ciclo
Datos para la determinacin
Figura N 5.4.1 Volumen utilizado
Volumen til de carga en un cicln se calcula de la siguiente manera:
Nivel en un ciclo =0.11m
d =2.52m
FILTRO DE PRENSA DE PLOMO
Sabemos que la masa total se calcula de la siguiente manera:
Figura N 5.3 Filtro de prensa de plomo
)
Donde: Ws = es la masa total del filtro de prensa en un ciclo.
G.E= es gravedad especifica del mineral.=5.06
D: la dilucin.
=es el porcentajes de slidos.
=62%, densidad =1630g/cm3
Entonces la dilucin es:
Con los datos de dilucin y volumen calculamos la masa total (kg)
(
)
Ws practica =32*36.8=1177.6Kg
%humedad del plomo
Masa humedad = 250gr
Masa seca= 223gr
(
)
NOTA: Para manipular plomo se debe utilizar su EPP de proteccin personal,
respirador para polvo y gases, guantes de jebe, lentes, puesto que el plomo ingresa por
los poros de la piel, a travs de las vas respiratorias y la boca.
CAPITULO VI
SECCION RELAVE PLANTA FILTRADO DE RELAVE
6.1 Descripcin del proceso
El objetivo de la planta de filtrado es obtener agua limpia para recircularla a la planta
concentradora y humedad de 14 A 15%. El proceso inicia con la recepcin del relave de
planta que tiene una densidad de 1150 1250 este pasa a un nido de hidrociclones (4) D-15
y uno D-10 el objetivo es recuperar los gruesos para enviarlos a holding tank y a los filtros
de discos estos tienen una densidad de 1700, mientras que los finos pasan a ultrasep con
una densidad de 1100 en este punto de aade floculante AR-2705 para as obtener una
densidad de 1400, estos son mezclados con el underflow del los hidrociclones, la
alimentacin para holding tank es 1 del underflow y 2 de la descarga del ultrasep mientras
que para el filtro de discos es de 2 de underflow y 1 de ultrasep. El agua recuperada es
recirculada a dos pozas para consumo de planta en toda la operacin y la torta es
almacenada en canchas para su posterior transporte. Las densidades de alimentacin al
filtro de discos es de 1650 gr./lt y para los filtros de discos es de 1600 gr. /lt.
Tabla N6.1.1 Maquinarias
N Corriente N Corriente N Corriente
1 Relave Fresco 15 Rebose Ultrasep 02 29 Descarga Cajon Licores F2
2 Agua Fresca Lavado de Lonas 16 Alimento Holding Tank 30 Alimento Filtro Disco6
3 Alimento Ciclones 17 Alimento Filtro Discos 31 Alimento Filtro Disco5
4 Alimento Nido D10 18 Alimento Filtro Prensa 1 32 Agua Recuperada de Proceso
5 Bypass Ciclones 19 Alimento Filtro Prensa 2 33 Torta Filtro Disco 5
6 OverFlow Nido D10 20 Agua Lavado Lonas F1 34 Rebose Filtro Disco6
7 Underflow Nido D10 21 Agua Lavado Lonas F2 35 Rebose Filtro Disco5
8 OverFlow Nido D10 A 22 Licor de Filtracion F1 36
Agua Pie
Bar FD6
9 Overflow Nido D10 B 23 Lavado de Lonas F1 37
Agua Pie
Bar FD5
10 Alimento Ultrasep 01 24 Licor de Filtracion F2 38
Descarga
Sumidero
11 Alimento Ultrasep 02 25 Lavado de Lonas F2 39
Rebose
Espesador
12 Underflow Ultrasep 01 26 Torta Filtro Prensa 1 40
Underflow
Espesador
13 Underflow Ultrasep 02 27 Torta Filtro Prensa 2 41
Alimento
Bomba PP010
14 Rebose Ultrasep 01 28 Descarga Cajon Licores F1 42
Alimento
Bomba PP011
6.2 Caractersticas y capacidad de maquinarias y equipos
Tabla N6.2.1 Capacidad de maquinarias y equipos.
6.3- Capacidad de diseo de planta de filtros
Figura N 6.3.1 CAPACIDAD DE DISENO
Tonelaje 1000 tmpd igual a 42 tph. (Total de planta)
Tonelaje a relaves: 35 tph. a 20% de slidos
Tonelaje a ultrasep (finos): 12 tph. a 12% de slidos.
rate de filtrado para finos: 45 libras/ft2//hr//dia
Vacio requerido: 1233 cfm. por filtro a nivel del mar.
Capacidad de bomba de vaco: 3900 cfm. a nivel del mar c/u..
Soplado requerido: 154 cfm. con 2 a 3 psi. a nivel del mar.
Capacidad de soplador sutorbilt: 1800 cfm a nivel del mar.
Granulometra: 42% - 200 mallas
Humedad de queque de filtros: 18% de humedad.
6.4.- Capacidad actual tratando finos de cicln
Tonelaje: 1000 tmpd., o mas (total planta)
Tonelaje a relaves: 816 a 888 tpd. (34 a 37 tph.)
Tonelaje a filtros: 446 tpd. (89 tpd. a c/filtro)
rate de filtrado: 17 libras/ft2/hr/dia
Capacidad actual de filtros: 370 tpd (74 tpd. c/filtro)
Granulometra: 57% -200 mallas
Humedad de queque de filtros: 23% de humedad
6.5.- Capacidad actual tratando todo el flujo en el Ultrasep
Tonelaje 1000 tmpd. o ms (total planta)
Tonelaje a relaves: 816 a 888 tpd. (34 a 37tph.)
rate de filtrado: 30 libras/ft2/hr/dia
Mxima capacidad de cinco filtros: 648 tpd. (27 tph.)
Granulometra: 57% - 200 mallas
Humedad de queque de filtros: 21 a 22% con 1000 tmpd.
Humedad de queque de filtros: 17-18% con 700 tmpd.
Bajo esta condicin se tiene que recircular pulpa hacia el ultrasep.
6.6- Capacidad de diseo de filtros
Por diseo: 900 tmpd., con las condiciones indicadas de granulometra y el rate de
filtrado indicado. Actual operacin: 700 tmpd. Con las condiciones actuales de
operacin, ya sea con los finos del cicln o con todo el flujo considerando su rate de
filtrado en cada caso.
Equipos Instalados:
Filtros:
4 Filtros de 6 por 8 discos.
1 Filtro de 10.5 por 8 discos.
1 Filtro de 10.5 por 8 discos (en instalacin)
Bombas de Vaco:
3 Bombas Nash 904 - L2
1 Bomba Nash 904 L2 (en reparacin)
1 Bomba Nash serie 2000
Soplador: 1
Datos Tericos:
Filtros:
rea efectiva de consumo en cada filtro:
Filtro de 10.5 x 8 discos = 1,127 p
Filtro de 6x 8 discos = 398 p
Consumo de vaco por pie cuadrado = 2.17 CFM / p
Consumo de vaco por filtro:
Filtro de 10.5 x 8 discos = 2,445.59 CFM
Filtro de 6 x 8 discos = 863.66 CFM
Consumo de aire: 0.49 CFM / p a una presin de 2 a 3 psi para soplado.
Bombas de Vaco Nash 904 L2:
RPM = 400
CFM = 4000
Presin: 18 Hg. a 3500 m.s.n.m.
Pi Baromtrico:
8 metros de altura con una inclinacin mnima de 2.5% de gradiente en toda su
longitud.
(1) Filtro de 10.5 x 8 discos.
Presiones de las Bombas de Vaco Nash:
Tabla 6.6.1 Bombas de vacio
Bomba de Vaco Presin
904 - L2 No. 1 14.5 a 15 Hg.
904 - L2 No. 2 15 Hg
904 L2 No. 3 15 Hg.
904 L2 No. 4 15 Hg.
Serie 2000 12 Hg.
Temperatura del Lquido Compresante:
Ingreso: 22.2 C
Descarga: 30.3 C
Datos de la Bomba de Agua de Sello:
Marca: Hidrostal
Modelo: 40-160
Motor : 12.5 HP / 3520 RP
FILTRO PRENSA CIDELCO-MODELO: FPC-CLMX-60/2000/32/7098
Figura 6.6.1 Filtro de prensa Cidelco
Dimensiones del filtro
Largo : 13,806 mm.
Ancho : 3,220 mm.
Altura : 3,480 mm.
Peso aprox. : 48,000 Kg.
Datos de operacin y proceso
Tipo de producto : Relave de Flotacin en Pulpa
Slido seco a Producir : 600 TMSD
PH : 9 - 10
Temperatura de Trabajo : 5 C a 28 C
Densidad ideal de la Pulpa : 1.800 Kg/L a 1.900 Kg/L
% de slidos en el Pulpa : 69%
Humedad mxima en la torta : 11.2%
Nmero de cmaras : 60
Espesor Inicial de la torta : 40 mm.
Espesor de torta despus de aplicar
El Inflado de Membranas : 32 mm.
Periodo de Operacin diario : 24 H/da
Duracin de 1 Ciclo de Filtracin : 28.6 min/ciclo
Cantidad de ciclos / da : 50
Factor de Inflado de Membranas : 0.8
Presin de Trabajo : 8.0 bar
Presin de aire de Secado : 5.0 bar
Presin de Alimentacin : 5.5 bar
Produccin por Ciclo : 13,500 Kg aprox.
Produccin por Da : 670,339 Kg aprox.
Volumen de slidos por Ciclo : 6,159.60 Lt.
Gravedad especfica del Slido : 2.7
Superficie Filtrante : 387.6 m
2
Volumen Total Inicial del Filtro : 6160 Lt.
Figura N 6.6.2 Datos espesador, rebose, producto filtrado.
6.7 Balance de materias y flujos
Clculos realizados (ejemplo de la grafica)
Relave general: 165.65tn/da
G.E: gravedad especifica = 2.8
=1120
agua
=1000
Correlaciones empleadas
( )
(
( )
)
(
)
(
)
(
)
( )
CALCULOS
Relave general
( )
(
( )
)
(
)
( )
(
( )
( )
Alimento al espesador
Se considera el 89% del relave general
( )
(
( )
)
)
( )
(
A cancha relave
( )
(
( )
)
(
)
( )
(
CAPITULO VII: MEMORIA PLANTA
7.1. Diagrama de flujo de planta concentradora
7.2 Memoria descriptiva de la planta concentradora
Sistema de Alimentacin
La alimentacin del mineral hacia la planta de beneficio, se realiza mediante
volquetes que transportan el mineral desde la mina hacia las Tolvas de Gruesos. El
mineral de la tolva de gruesos se extrae mediante dos alimentadores reciprocantes
para iniciar el tratamiento como se describe en las siguientes etapas del proceso
Figura N 7.2.1 Tolva de gruesos (2 secciones)
Figura N 7.2.2 Tolva de gruesos (3 secciones)
FIGURA N 7.2.3 Vista Panormica De La Planta San Jernimo
Procedimiento de Beneficio.
Seccin de chancado
En la presente seccin se tiene dos Tolvas de gruesos con 240 TM de capacidad y
una Tolva de gruesos nueva con una capacidad de 300 TN, con chutes para instalar
dos alimentadores reciprocantes de 30 x 5 con motor de 15 HP c/u, los cuales
alimentaran a la faja # 2.
La faja # 2 alimenta a una zaranda vibratoria Simplicity 5 x 16 de dos pisos, de 30
HP. La zaranda vibratoria cuenta con dos pisos, el piso superior tendr una malla de
2.1/2 y el inferior de 1, el mineral menor de 1 ser enviado directamente a la
tolva de finos a travs de las fajas N 7 y 8. La tolva de finos tiene una capacidad de
600 TMH.
Figura N 7.2.4 Chancadora Comesa.
Figura N 7.2.5 Vista de la seccin de chancado.
El rechazo de la malla +2.1/2 (Mineral grueso) pasa directamente a la chancadora
primaria de quijadas 24 x 36, Iniciando la etapa de chancado, y el producto + 1
y - 2.1/2 se transporta a la chancadora cnica Symons 4 (secundaria) a travs de
la faja N 3. Posteriormente, el producto de la chancadora primaria (2) y secundaria
(3/4) retorna a la zaranda Simplicity en circuito cerrado con una carga circulante de
factor 2,75 a travs de las fajas Nmero 4A, 4B, 5 y 6
Seccin molienda clasificacin
El mineral almacenado en la tolva de finos ser alimentado a los molinos de Bolas a
travs de fajas transportadoras N 12, 13 y 14, Los molino de bolas primarios,
trabajan en circuito cerrado con una zaranda Hedrick y un molino de remolienda en
circuito cerrado con hidrociclones D-15, El proceso de molienda reduce el tamao
de mineral de 100% -1/2 a 53% malla -200 (74 micras) en el underflow de la
zaranda Hedrick y overflow del hidrocicln D-15 de remolienda. El Overflow de los
hidrociclones es enviado a la etapa de flotacin Bulk. Las partculas mayores a 74
micras son retornadas al proceso de molienda.
Figura N 7.2.6 Seccin remolienda
Figura N 7.2.7 molino Marcy
Seccin flotacin
Circuito Bulk
Es la flotacin inicial por espumas a un pH de 7.5, en el que se agotan los sulfuros de
Ag, Cu y Pb. Se cuenta dos celdas WS- 300 y 240 como primer rougher y cuatro
celdas galigher 48x 48 como segundo rougher y 4 celdas Denver DR-30 como
scavengher, la limpieza se efectua en 12 celdas denver N 18 que actan como
primera limpieza (8 Celdas) y segunda limpieza (4 celdas). Obtenindose un
producto final de grado 63,0% de Pb.
Circuito de Zinc.
El relave final de la flotacin bulk es la cabeza de flotacin zinc a la que
inicialmente se modificara el pH de 7.5 9.0., medio en el que flotan los sulfuros de
zinc.
Pasando por una etapa de acondicionamiento en los acondicionadores 8x 8, 10x
10 (N 1 y N 2), la pulpa pasara luego a tres celdas rougher DR-500 y finalmente a
dos celda SCAVENGHER DR-500 donde quedan agotados los valores, los
concentrados Rougher se alimenta a un molino de remolienda de preconcentrado de
zinc en circuito cerrado con hidrociclones de D-12 y el overflow se alimenta a dos
celdas de limpieza WS-240 y 210 que actan como primera limpieza y una segunda
limpieza en una celda WS-180 obtenindose un producto de grado 54,5% Zn.
Figura N 7.2.8 Seccin flotacin
Espesamiento y Filtrado de concentrados
Los concentrados que se obtiene de la etapa de flotacin estn constituidas por
espumas y mezclas de sulfuro valiosos con un elevado porcentaje de agua, por lo
tanto es necesario eliminar todo el agua posible para mejorar la manipulacin y
transporte del concentrado, para esto se emplearan sistemas de espesamiento y
filtracin, obtenindose productos finales con humedades de 9.5% en promedio.
La primera etapa es el espesado al elevar la densidad de 1350 g/l 1650 g/l (En
promedio), la segunda etapa de filtrado reduce el agua de la pulpa densificada a un
queque de 9.5% de humedad. El concentrado bulk incrementara su densidad en un
espesador metlico de 19x 8. La pulpa se filtra en un filtro cabeza simple de 6x 4
discos.
El concentrado de zinc incrementa su densidad en un espesador metlico de 24x 10.
La pulpa se filtra en un filtro cabeza simple de 9x 4 discos.
Figura N 7.2.9 Filtro de Zinc
Figura N 7.2.10 rea de filtrado
7.3 Conclusiones y recomendaciones
Hemos obtenido altos valores en las eficiencias de nuestros equipos, tanto en
chancado como en molienda, pero debemos tener en cuenta el tipo de mineral,
siempre cambia de dureza y humedad.
La zaranda Simplicity tiene un buen rango de eficiencia.
Las eficiencias de los molinos y el work ndex no son constantes, ya que el
mineral vara constantemente.
Las densidades de los molinos estn en estos valores:
a) Molino FUNCAL 6x6: 1620-1715 g/lt
b) Molino COMESA 8x7: 1750-1800 g/lt
c) Molino KURIMOTO 8x6: 1535- 1740 g/lt.
d) Molino MARCY 8x5.7: 1950-2020 g/lt
e) Molino DENVER 6x6: 1650-1860 g/lt
Se necesita tener mucho cuidado con estas densidades ya que constantemente
puede variar, debido a factores como el flujo de agua y de alimentacin.
Trabajando con inteligencia hemos podido obtener valores elevados de
recuperacin de Plomo (89%) y de Zinc (92%).
Se realizo un mantenimiento general en la planta el da 14/03/10; se cambio
forros de molino COMESA, polines en las fajas transportadoras, se hizo
cambio fajas, para lo cual nuestro proceso cambio, ahora hay que tener mayor
cuidado de nuestra molienda y flotacin.
Hay que tener un mayor control en el flujo de agua, muchas vlvulas estaban
descompuestas, as como tambin en el flujo de los reactivos, hay que cambiar
de vlvulas.
Se debe de tener un valor ptimo de densidades, para eso se trabajo en
laboratorio con el Ing. Guillermo Erazo, para lo cual se dio unos valores
ptimos en las densidades:
Tabla N 7.3.1 Valores ptimos de los molinos
KURIMOTO FUNCAL COMESA
P80 476.72 478.496 499.144
RADIO DE REDUCCION 32.23
25.90
24.58
Densidad pulpa 1656
1760
1731
% slidos 60.91
66.40
64.93
Dilucin 0.64
0.51
0.54
A Kv Fp Tc/h E
F8
0
P8
0 Wio
POTENCIA
INST.
TONE
LAJE
A
mp
.
Vo
lt.
Alim.
Mineral
Kw-h
/ Tc
Mi
c.
M
ic.
Kw-
/Tc HP KW
MAXI
MO
Molino
8' x 6'
17
5
0.4
59
0.9
50 13.22 9.986
153
66
47
7
26.4
64 175
130.
500 13.0683
Molino
6' x 6'
12
5
0.4
50
0.8
50 7.61
10.86
9
123
95
47
8
29.5
90 145
108.
128 9.94801
Molino
7' x 8'
25
8
0.4
37
0.9
00 24.50 7.165
122
68
49
9
20.0
53 248
184.
937 25.8107
Los molinos 6' x 6' Funcall y 7' x 8' Comesa pueden pasar ms tonelaje, 9.94
TM/hora y 26 TM/hora respectivamente.
You might also like
- 1.1 Memoria Descriptiva Planta San Pedro A 750TMSD - 2016Document13 pages1.1 Memoria Descriptiva Planta San Pedro A 750TMSD - 2016Prado NuncaNo ratings yet
- Planta Concentradora Tiquillaca Informe de Visita TecnicaDocument25 pagesPlanta Concentradora Tiquillaca Informe de Visita TecnicaTavoNo ratings yet
- Implementacion Planta Cianuracion ChalaDocument89 pagesImplementacion Planta Cianuracion ChalaHugoMarinoPocohuancaCayo100% (1)
- FlowSheet Morococha 2008Document12 pagesFlowSheet Morococha 2008Anonymous TsKN7XZBNo ratings yet
- Los QuenualesDocument72 pagesLos QuenualesMirna Mabel Mendoza SalazarNo ratings yet
- Flow Sheet Desorcion Abr-2016Document1 pageFlow Sheet Desorcion Abr-2016Marcelino Vargas QueaNo ratings yet
- Minera Caudalosa S.A. Exposicion-Ing. BarjaDocument41 pagesMinera Caudalosa S.A. Exposicion-Ing. Barjatomyli100% (2)
- Dimensionamiento de equipos de molienda en planta de cianuraciónDocument76 pagesDimensionamiento de equipos de molienda en planta de cianuraciónFrank Gerald Alejos LeonNo ratings yet
- Plan de Mantenimiento de La Chancadora Primaria de HuariDocument10 pagesPlan de Mantenimiento de La Chancadora Primaria de HuariMiguel Lopez BarretoNo ratings yet
- Diagrama Planta Mahr Tunel (Version 1)Document7 pagesDiagrama Planta Mahr Tunel (Version 1)RicardoCamanSilvaNo ratings yet
- Informe Pruebas MetalurgicosDocument28 pagesInforme Pruebas MetalurgicosElber Luquillas Puente100% (1)
- Cotización de celda de flotación de 6x7 piesDocument1 pageCotización de celda de flotación de 6x7 piesjavier mamaniNo ratings yet
- Memoria Descriptiva de La Planta de Misokain.Document11 pagesMemoria Descriptiva de La Planta de Misokain.XTREME_10No ratings yet
- Molinos HardingerDocument15 pagesMolinos HardingerRenato ZegarraNo ratings yet
- Diseno de Una Planta de Procesamiento de Minerales de PB PDFDocument48 pagesDiseno de Una Planta de Procesamiento de Minerales de PB PDFYuniorsil17No ratings yet
- Instalación de Una Planta de Cianuracion Por El Metodo Cip-Virgen Del Rosario PDFDocument150 pagesInstalación de Una Planta de Cianuracion Por El Metodo Cip-Virgen Del Rosario PDFjohnNo ratings yet
- Componentes Principales Celda Ok-50Document2 pagesComponentes Principales Celda Ok-50Royer SanchezNo ratings yet
- Estudio Técnico Económico para La Ampliacion de Planta ConcentradoraDocument93 pagesEstudio Técnico Económico para La Ampliacion de Planta ConcentradoraCarlos Guillermo Luna Toro50% (2)
- BlendingDocument77 pagesBlendingEmerson Choque VelardeNo ratings yet
- Operaciones Planta Concentradora AndaychaguaDocument7 pagesOperaciones Planta Concentradora Andaychaguapaul vsg saenz cordovaNo ratings yet
- Dominguez Alderete - Informe de Practicas PreprofesionalesDocument88 pagesDominguez Alderete - Informe de Practicas PreprofesionalesJhuan Rubn Chevson Gutierrez Herbas100% (1)
- Tonelaje para Molinos de BolasDocument10 pagesTonelaje para Molinos de BolasLuis Franco100% (1)
- Balance de Bolas Molino 4x5Document8 pagesBalance de Bolas Molino 4x5David NeyraNo ratings yet
- Concentración Gravimétrica en Mesa VibratoriaDocument7 pagesConcentración Gravimétrica en Mesa VibratoriaCHRISTIAN COLLAZOS PARDAVE0% (1)
- Capitulo Iv PDFDocument17 pagesCapitulo Iv PDFJose Luis Layme AlvareszNo ratings yet
- Planta concentradora AndaychaguaDocument2 pagesPlanta concentradora Andaychaguaraulito666No ratings yet
- Producción minera artesanalDocument68 pagesProducción minera artesanaldimisilvaNo ratings yet
- Balance Metalurgico de Circuito de Flotacion Bulk PB-PTDocument4 pagesBalance Metalurgico de Circuito de Flotacion Bulk PB-PTCristián Bada GoytendíaNo ratings yet
- Cálculo de la capacidad de trituradoras y chancadorasDocument6 pagesCálculo de la capacidad de trituradoras y chancadorashammjosenNo ratings yet
- Informe Tecnico - LincunaDocument38 pagesInforme Tecnico - LincunaPatricia Reyes100% (1)
- Determinación de la influencia del carbón en la flotabilidad de sulfurosDocument83 pagesDeterminación de la influencia del carbón en la flotabilidad de sulfurosra xadiNo ratings yet
- Flow Sheet ToquepalaDocument15 pagesFlow Sheet ToquepalaH Marquez R GracielaNo ratings yet
- Miner 1Document383 pagesMiner 1Anonymous 2wMlvYa2100% (1)
- AnálisisCobrePLSMetalurgiaAnconDocument9 pagesAnálisisCobrePLSMetalurgiaAnconJuan LeonardoNo ratings yet
- Informe de Practicas Pre - Profesional CIA Minera Huaron 2018 - Carlos G. Velasquez MendizabalDocument86 pagesInforme de Practicas Pre - Profesional CIA Minera Huaron 2018 - Carlos G. Velasquez MendizabalCarlos Gabriel Velasquez Mendizabal100% (1)
- Diseño y Calculo de Equipos de Planta MetalurgicaDocument18 pagesDiseño y Calculo de Equipos de Planta MetalurgicaSaussure Fer CcoriNo ratings yet
- Informe de Practicas Empresa Minera Don Rafo II Caraveli ArequipaDocument71 pagesInforme de Practicas Empresa Minera Don Rafo II Caraveli ArequipaSoto Benito LeoncioNo ratings yet
- Circuito de Flotacion para 100 TMSDDocument6 pagesCircuito de Flotacion para 100 TMSDMantenimiento MecánicoNo ratings yet
- Presentación Antapaccay Rev 02Document29 pagesPresentación Antapaccay Rev 02Anonymous YwLx8F100% (4)
- IT - 007 - LM Operación de Muestreo Del Circuito de ChancadoDocument4 pagesIT - 007 - LM Operación de Muestreo Del Circuito de ChancadoMarcelino Vargas Quea100% (2)
- Circuito de Molienda Toromocho ChinalcoDocument13 pagesCircuito de Molienda Toromocho ChinalcoCórdova Roosevelt100% (1)
- Capacidad de ChancadorasDocument26 pagesCapacidad de ChancadorasAngel de Jesus50% (2)
- Balance MetalurgicoDocument32 pagesBalance MetalurgicoChristopher hilario Poma LópezNo ratings yet
- Proyecto de Diseño de Planta Concentradora Pacococha Peña Velasquez MarlonDocument29 pagesProyecto de Diseño de Planta Concentradora Pacococha Peña Velasquez MarlonYhuli V. Verde VargasNo ratings yet
- Remolienda en FlotaciónDocument37 pagesRemolienda en Flotaciónnickel de la cruz fortuna100% (28)
- Filtrado de ConcentradosDocument25 pagesFiltrado de ConcentradosAndres HerediaNo ratings yet
- Rectificación de Potencia de Agitación Tanque 30x30 CNDocument6 pagesRectificación de Potencia de Agitación Tanque 30x30 CNAnonymous szhkKLNo ratings yet
- Circuito de flotación de plomo con remolienda de primario y dos limpiasDocument4 pagesCircuito de flotación de plomo con remolienda de primario y dos limpiasIrving Dirzo CarrilloNo ratings yet
- Tecsup Investigacion MetalurgicaDocument32 pagesTecsup Investigacion MetalurgicaMarco Antonio SalcedoNo ratings yet
- Informe - Desgaste de Bolas Del Molino de Lab-2018Document4 pagesInforme - Desgaste de Bolas Del Molino de Lab-2018ManuelGuevaraNo ratings yet
- Informe de Practicas - Atacocha - RomaniDocument40 pagesInforme de Practicas - Atacocha - RomaniAnonymous HEiLi0BNo ratings yet
- Metalurgia Extrativa Tecsup Operacion de Plantas MinerasDocument26 pagesMetalurgia Extrativa Tecsup Operacion de Plantas MinerasRichard FernándezNo ratings yet
- Ampliacion Laytaruma - Unsa - 2014Document89 pagesAmpliacion Laytaruma - Unsa - 2014Jesse Rodriguez MontNo ratings yet
- Compañia Minera Raura SaDocument56 pagesCompañia Minera Raura SawilmerNo ratings yet
- Planta de Beneficio de Minerales - CdePDocument17 pagesPlanta de Beneficio de Minerales - CdePRubén PalominoNo ratings yet
- Descripcion Planta Concentradora HUARONDocument17 pagesDescripcion Planta Concentradora HUARONAngel VelasquezNo ratings yet
- Descripcion Planta Concentradora HUARONDocument17 pagesDescripcion Planta Concentradora HUARONBrayan Bazan CuevaNo ratings yet
- Expo Planta San HilarionDocument16 pagesExpo Planta San HilarionMilagros Allcca Noa100% (1)
- Fabricación de granulados de corcho en plancha. MAMA0109From EverandFabricación de granulados de corcho en plancha. MAMA0109No ratings yet
- UF0285 - Tratamiento de residuos urbanos o municipales.From EverandUF0285 - Tratamiento de residuos urbanos o municipales.No ratings yet
- Conceptos Ingeniería de SoldadurasDocument13 pagesConceptos Ingeniería de SoldadurasJuanMa PuntayNo ratings yet
- Parte C API 1104 25p Ing-EspDocument7 pagesParte C API 1104 25p Ing-EspJuanMa PuntayNo ratings yet
- Examen Código API 1104 (Edición 20) - 17 preguntas multiple choiceDocument17 pagesExamen Código API 1104 (Edición 20) - 17 preguntas multiple choiceJaime Jose Batista100% (1)
- Proyectos Empresariales Con MS ProjectDocument266 pagesProyectos Empresariales Con MS ProjectLuis CPNo ratings yet
- Crianza de CodornicesDocument6 pagesCrianza de CodornicesAhamed Delmon Ramos VanegasNo ratings yet
- Proyectos Empresariales Con MS ProjectDocument266 pagesProyectos Empresariales Con MS ProjectLuis CPNo ratings yet
- Paseo PlayitaDocument2 pagesPaseo PlayitaJuanMa PuntayNo ratings yet
- Problemas Desarrollados de ManufacturaDocument30 pagesProblemas Desarrollados de ManufacturaJuanMa PuntayNo ratings yet
- Informe Royal Steel-Puntay RojasDocument52 pagesInforme Royal Steel-Puntay RojasJuanMa Puntay100% (1)
- Problemas de ManufacturaDocument12 pagesProblemas de ManufacturaJuanMa PuntayNo ratings yet
- CodeGym SillabusDocument8 pagesCodeGym Sillabusjuan_vivanco_3No ratings yet
- Matriz EPPDocument144 pagesMatriz EPPJose Manuel Cataño SanchezNo ratings yet
- Tema 5 Comercio ElectronicoDocument32 pagesTema 5 Comercio ElectronicoWilmercito NajarroNo ratings yet
- Laboratorio de FísicaDocument10 pagesLaboratorio de Físicasara lozanoNo ratings yet
- Proyecto de Simulacion - Mi Cine ComalcalcoDocument33 pagesProyecto de Simulacion - Mi Cine ComalcalcoWilbert Carreto100% (3)
- Proceso AdministrativoDocument2 pagesProceso AdministrativoMarioNo ratings yet
- RECTIFICADOR DE ONDA COMPLETA Y FILTRADODocument5 pagesRECTIFICADOR DE ONDA COMPLETA Y FILTRADOKatherine Cortez VillaNo ratings yet
- Scooptram eléctrico 2.2 yd3Document8 pagesScooptram eléctrico 2.2 yd3Pamela Quispe CordovaNo ratings yet
- Memoria Descriptiva de Un Proyecto de Sistemas de Distribución de Energía EléctricaDocument13 pagesMemoria Descriptiva de Un Proyecto de Sistemas de Distribución de Energía EléctricaOscar Moreno MinseroNo ratings yet
- Instalar red datos escuelaDocument7 pagesInstalar red datos escuelaGerardo Castillo GarciaNo ratings yet
- Simbología norma ISA S5.1-84 instrumentaciónDocument20 pagesSimbología norma ISA S5.1-84 instrumentaciónanju139221No ratings yet
- Xlpe 25 NTDocument1 pageXlpe 25 NTjose espinozaNo ratings yet
- Repertorio Español de Acordeon PDFDocument123 pagesRepertorio Español de Acordeon PDFEric FaleirosNo ratings yet
- 1º Unidad MY BEST FRIEND (7º Grade)Document3 pages1º Unidad MY BEST FRIEND (7º Grade)camila-gomez0% (1)
- 02 - Información Adicional Argosy Detroit S60Document5 pages02 - Información Adicional Argosy Detroit S60Lorenzo Esteban Vega DiazNo ratings yet
- Introducción Economía de La SaludDocument45 pagesIntroducción Economía de La SaludSarah HartNo ratings yet
- DMF OpenhawerDocument186 pagesDMF OpenhawerJuan Carlos PerezNo ratings yet
- UNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedDocument42 pagesUNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedNICOLE GISELA MORALES ZAMBRANA0% (1)
- Script TMP Los Servicios Ecosistmicos en El Corazn Agricola PDFDocument21 pagesScript TMP Los Servicios Ecosistmicos en El Corazn Agricola PDFedgoitesNo ratings yet
- Producción SustentableDocument22 pagesProducción SustentableAreliiziita Chico VillegasNo ratings yet
- 1566-2004 Condiciones Mínimas de Seguridad para Trabajos Ejecutados Por ContratoDocument13 pages1566-2004 Condiciones Mínimas de Seguridad para Trabajos Ejecutados Por ContratoNurys Gregoria Salazar Ramírez0% (1)
- Hoja de Datos Transformador Zig ZagDocument7 pagesHoja de Datos Transformador Zig ZagAnonymous cOYX3GRdRB100% (1)
- Pinball VirtualDocument102 pagesPinball Virtualjaviwiwi100% (2)
- Orientacion VocacionalDocument14 pagesOrientacion VocacionalAntu Grin Marmota MillaNo ratings yet
- Remate FiatDocument5 pagesRemate FiatDeisy SandovalNo ratings yet
- Acu Skate ParckDocument5 pagesAcu Skate ParckRAUL ALBERTO AGUIRRE PAUCARNo ratings yet
- Guia de Instalacion Tanque CisternaDocument7 pagesGuia de Instalacion Tanque CisternaMiguel Marino Orihuela De la CruzNo ratings yet
- Presupuesto SS - Hh. Nivel 28.5 Corregido 10 2024Document11 pagesPresupuesto SS - Hh. Nivel 28.5 Corregido 10 2024marilynherreraqNo ratings yet
- Glosario de Terminos Veterinarios y Tecnologicos.Document5 pagesGlosario de Terminos Veterinarios y Tecnologicos.Delia LinaresNo ratings yet