You might also like
- Evaluación T2 - 2022-0Document11 pagesEvaluación T2 - 2022-0Valeska AlvarezNo ratings yet
- t4 Ope2Document4 pagest4 Ope2juanNo ratings yet
- Examen Final INVOP2 2022 I ModuloII 03OCT2022Document4 pagesExamen Final INVOP2 2022 I ModuloII 03OCT2022gianfranco torres vasquezNo ratings yet
- Trabajo Final Invope 2Document35 pagesTrabajo Final Invope 2Gerson Vladimir Ortiz Ventura100% (1)
- GCalidad - Examen Parcial 2019-2Document5 pagesGCalidad - Examen Parcial 2019-2Nicole Garcia FreitasNo ratings yet
- Evaluación T2Document17 pagesEvaluación T2Yesenia BardalesNo ratings yet
- Entregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.Document32 pagesEntregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.jose alvaNo ratings yet
- Simulacion - Cesar LDocument12 pagesSimulacion - Cesar LCésar LarcoNo ratings yet
- Grupo 3Document9 pagesGrupo 3Carlos Ubillas AlcaldeNo ratings yet
- T2 - INVOPE - Arismendiz Villegas Reyna EstherDocument12 pagesT2 - INVOPE - Arismendiz Villegas Reyna EstherREYNA ESTHER ARISMENDIZ VILLEGAS100% (1)
- T2 INVOPE YengleHornaMildreAndreaDocument11 pagesT2 INVOPE YengleHornaMildreAndreakathryn torresNo ratings yet
- Applichem RodrigoDocument14 pagesApplichem RodrigoRodrigo Hernández TorresNo ratings yet
- T3 - CapstoneDocument30 pagesT3 - CapstonedarkluneNo ratings yet
- Tarea Académica 1 - Grupo 2 - Intento - 2022-08-30-22-57-08 - TA1 - Cross Docking - Grupo 02Document18 pagesTarea Académica 1 - Grupo 2 - Intento - 2022-08-30-22-57-08 - TA1 - Cross Docking - Grupo 02Brissa JaraNo ratings yet
- CASO IMPRENTA ARCO IRIS - FinalDocument13 pagesCASO IMPRENTA ARCO IRIS - FinalMAURICIO DEL PIERO GIL BLASNo ratings yet
- PARCIAL - Aaron Castillo SandovalDocument3 pagesPARCIAL - Aaron Castillo SandovalaaronjuniorcastillosandovalNo ratings yet
- NIVELACIONnDEnLAnCARGAnOnHEIJUNKA 206181c1a62cf58Document5 pagesNIVELACIONnDEnLAnCARGAnOnHEIJUNKA 206181c1a62cf58Yofre CortesNo ratings yet
- Evaluacion 4 Apellidos Paternos de R A VDocument7 pagesEvaluacion 4 Apellidos Paternos de R A VChristian QuezadaNo ratings yet
- Lab Decisiones Iop2Document11 pagesLab Decisiones Iop2RicardoCamanSilvaNo ratings yet
- Taller Semana #9 Aldehídos y CetonasDocument3 pagesTaller Semana #9 Aldehídos y CetonasMartin Flores Chaves100% (1)
- PC1 20192B PctoDocument2 pagesPC1 20192B PctoDiego VasquezNo ratings yet
- Producto PatronDocument3 pagesProducto PatronSebastian Villacorta GarridoNo ratings yet
- Examen Final Geesop 2019 00Document3 pagesExamen Final Geesop 2019 00Jose miranda valviaNo ratings yet
- T3 - Seguridad y Salud OcupacionalDocument5 pagesT3 - Seguridad y Salud OcupacionalDennis Velazque BravoNo ratings yet
- Actividad - Semana 11BDocument5 pagesActividad - Semana 11BKamijō TōmaNo ratings yet
- Unidad 4 - 01programación Entera GINDocument18 pagesUnidad 4 - 01programación Entera GINYanela Jhossany Guevara RojasNo ratings yet
- HSHSDDocument15 pagesHSHSDVictor HuchimNo ratings yet
- Trabajo Final IopDocument39 pagesTrabajo Final IopKaren Joselyn RMNo ratings yet
- CasosDocument76 pagesCasosLeonardo CabezudoNo ratings yet
- Examen Parcial-Invope 2Document23 pagesExamen Parcial-Invope 2Alegría Alessandra100% (1)
- Paper-Final Metodos 2Document49 pagesPaper-Final Metodos 2Evelyn Melina RegaladoNo ratings yet
- Adicional - Termo - Wa Mendoza Chavez OlenkaDocument4 pagesAdicional - Termo - Wa Mendoza Chavez OlenkaMoises MendozaNo ratings yet
- PC3 Io2Document10 pagesPC3 Io2Revilla BrayanNo ratings yet
- Evaluación Parcial - Miguel Serrano VillenaDocument6 pagesEvaluación Parcial - Miguel Serrano VillenaMIGUEL SERRANO VILLENANo ratings yet
- Trabajo Final Pco - Grupo 7 OkDocument122 pagesTrabajo Final Pco - Grupo 7 OkAYELIN CRUZNo ratings yet
- Invope T2Document12 pagesInvope T2juan quispeNo ratings yet
- Evaluación T2 - Proyectos de Inversión - 2664 - ROSALIA INZUA BERRIOSDocument6 pagesEvaluación T2 - Proyectos de Inversión - 2664 - ROSALIA INZUA BERRIOSchocotitoduroNo ratings yet
- IO2T2Document19 pagesIO2T2Camila ZegarraNo ratings yet
- Caso Perico - BSC LaboratorioDocument8 pagesCaso Perico - BSC LaboratorioJhonny Rosales RuízNo ratings yet
- Quispe Delgado Victor MECANICA EPDocument7 pagesQuispe Delgado Victor MECANICA EPJhon paolo Nuñez lopezNo ratings yet
- Taller 7 - CalidadDocument5 pagesTaller 7 - CalidadISCO100% (1)
- Upn Iind t1 Invope 2 20180 PreguntasDocument3 pagesUpn Iind t1 Invope 2 20180 PreguntasFiorella CastilloNo ratings yet
- Trabajo de Campo 03 InvopDocument8 pagesTrabajo de Campo 03 InvopisabelNo ratings yet
- TC1 InvopeDocument7 pagesTC1 Invopeanthony james balabarca alvarez100% (1)
- Actitud - Capacidad - Balance de LineaDocument50 pagesActitud - Capacidad - Balance de LineaAngel GVNo ratings yet
- FORO 2-IopDocument5 pagesFORO 2-IopErick CuyaNo ratings yet
- Caso Trans-European Plastics - ScribDocument9 pagesCaso Trans-European Plastics - ScribEder Zuñiga100% (1)
- Roymar Martinez ParcialDocument2 pagesRoymar Martinez ParcialAire Ligia Valdivieso0% (1)
- Examen 1er Bimestre de Ingeniería de Operaciones GR1 2020BDocument3 pagesExamen 1er Bimestre de Ingeniería de Operaciones GR1 2020BstevenNo ratings yet
- Caso Practico FerreyrosDocument17 pagesCaso Practico FerreyrosJosé Antonio Cardenas SincheNo ratings yet
- Ejercicio - PE - BinariaDocument7 pagesEjercicio - PE - Binariatk Ronaldo Núñez CNo ratings yet
- Ejercicios SimulaciónDocument4 pagesEjercicios SimulaciónJohn GutierrezNo ratings yet
- Evaluación T2 - Proyectos de Inversión - 2664Document8 pagesEvaluación T2 - Proyectos de Inversión - 2664Paulo Cano SampénNo ratings yet
- Programacion EnteraDocument10 pagesProgramacion EnterayonybrondyNo ratings yet
- In58 PC1 Ix71 2017-02Document2 pagesIn58 PC1 Ix71 2017-02Alee OsoresNo ratings yet
- Come 1506 221 2 T2Document3 pagesCome 1506 221 2 T2Akemi SalcedoNo ratings yet
- Simulación Metodo MontecarloDocument21 pagesSimulación Metodo MontecarloDavid BarrenecheaNo ratings yet
- Termodinamica t1 UpnDocument7 pagesTermodinamica t1 UpnMelyna Vega100% (1)
- Clase 5 Modelo de Tranportes Ok V1Document11 pagesClase 5 Modelo de Tranportes Ok V1yuri Berrocal YanceNo ratings yet
- Balance de Linea UPN 13.11.2023Document18 pagesBalance de Linea UPN 13.11.2023Ricardo Antonio Carrasco HuancasNo ratings yet
- Iluminación en EscaparatesDocument50 pagesIluminación en EscaparatesRicardo Fabio Medina Delgado100% (1)
- Riesgos Higienicos de La SoldaduraDocument37 pagesRiesgos Higienicos de La SoldaduraRicardo Fabio Medina DelgadoNo ratings yet
- Cho SicaDocument422 pagesCho SicaRicardo Fabio Medina DelgadoNo ratings yet
- RCMDocument23 pagesRCMRicardo Fabio Medina DelgadoNo ratings yet
- Soldadura RiesgosDocument13 pagesSoldadura Riesgosmontanez_mdNo ratings yet
- RCMDocument23 pagesRCMRicardo Fabio Medina DelgadoNo ratings yet
- Fol PDFDocument200 pagesFol PDFleonardoNo ratings yet
- Ensayo Sobre La JuventudDocument3 pagesEnsayo Sobre La JuventudNicolle Olivera AuccatincoNo ratings yet
- Analisis Felipe SilgadoDocument2 pagesAnalisis Felipe Silgadofelipe puelloNo ratings yet
- El TeatroDocument4 pagesEl TeatroZaleth Torres D.No ratings yet
- Listado de Cds ImprimirDocument42 pagesListado de Cds ImprimirErnesto CaldarelliNo ratings yet
- Revista Tricolor Mes de Marzo 2018Document36 pagesRevista Tricolor Mes de Marzo 2018Jose Gabriel0% (1)
- Las Cualidades Del SonidoDocument5 pagesLas Cualidades Del SonidostingsNo ratings yet
- Planilla General KMDocument1 pagePlanilla General KMExcusa DeportivaNo ratings yet
- Guia de Estudio UD 1 y2.AyGBM.14Set08Document3 pagesGuia de Estudio UD 1 y2.AyGBM.14Set08marioNo ratings yet
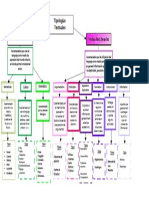
- Tipologia TextualDocument1 pageTipologia TextualSebastian Andres De OroNo ratings yet
- Funciones de La Música en El CineDocument3 pagesFunciones de La Música en El CineLaura ÁlvarezNo ratings yet
- Lágrimas - Cueca-1Document4 pagesLágrimas - Cueca-1edwin poma cruzNo ratings yet
- HIPISMODocument2 pagesHIPISMOjeronimo arroyaveNo ratings yet
- Mas Que Tu AmigoDocument2 pagesMas Que Tu AmigoFabian Llanos CastilloNo ratings yet
- Planificación Violín SansaDocument2 pagesPlanificación Violín SansaEmanuel RamosNo ratings yet
- Concepto de CoreografiaDocument1 pageConcepto de CoreografiaIvan Jones100% (1)
- LA PIEDRA DE LA FELICIDAD Carlos José ReyesDocument12 pagesLA PIEDRA DE LA FELICIDAD Carlos José ReyesDaniela Mcana100% (4)
- Análisis Musical de Harold en ItaliaDocument8 pagesAnálisis Musical de Harold en ItaliaEmiliano ArroyoNo ratings yet
- The Virgin Mary Had A Baby BoyDocument5 pagesThe Virgin Mary Had A Baby BoySusana AcevesNo ratings yet
- Mapa Conceptual Convertidores DC-ACDocument1 pageMapa Conceptual Convertidores DC-ACDeivy Vanegas100% (1)
- Lenguaje 3°medio PDFDocument320 pagesLenguaje 3°medio PDFginotrucheli100% (1)
- Equipo de Bitácora (M-L), Música Urbana, 2021Document221 pagesEquipo de Bitácora (M-L), Música Urbana, 2021EquipodeBitacoraScribdNo ratings yet
- 40 Claves para Lanzar Tu Carrera Musical PDFDocument54 pages40 Claves para Lanzar Tu Carrera Musical PDFIngdramirezgNo ratings yet
- 1991 12 Extra1Document236 pages1991 12 Extra1Roberto KlesNo ratings yet
- Acústica Del CantoDocument9 pagesAcústica Del CantoNuria BlázquezNo ratings yet
- 7.analisis en Estado Estable SenoidalDocument5 pages7.analisis en Estado Estable SenoidalMiguel Angel Yescas BarbosaNo ratings yet
- Museo de Arte de São PauloDocument15 pagesMuseo de Arte de São PauloMiyliy POkethNo ratings yet
- Buenas Tardes A Todos Los Presentes Compañeros MaestrosDocument3 pagesBuenas Tardes A Todos Los Presentes Compañeros MaestrosIng-Lic Edgar Campos DelgadoNo ratings yet
- Cuento CobraDocument10 pagesCuento Cobramaria reginaNo ratings yet
- Arqueo Ventas RX Villahermosa 2 Del 28 de Septiembre Al 27 de Octubre Del 2020Document54 pagesArqueo Ventas RX Villahermosa 2 Del 28 de Septiembre Al 27 de Octubre Del 2020zaabdiNo ratings yet