You might also like
- Welding of P91Document37 pagesWelding of P91Shyam Sundar GayenNo ratings yet
- PWHT of P91Document7 pagesPWHT of P91Howo4Die100% (4)
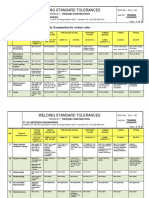
- Welding Acceptance Criteria On Pipe LineDocument2 pagesWelding Acceptance Criteria On Pipe LinewahyuNo ratings yet
- Metrode P92TP Welding ConsumablesDocument23 pagesMetrode P92TP Welding Consumablespipedown456No ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- A Comparison of ISO 15614 Part 1 and ASME IXDocument3 pagesA Comparison of ISO 15614 Part 1 and ASME IXsusanwebNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Multiple PQR QualificationDocument4 pagesMultiple PQR QualificationKarthikeyan ShanmugavelNo ratings yet
- Multi Process Welding Procedures QW200.4 (ASME IX)Document1 pageMulti Process Welding Procedures QW200.4 (ASME IX)HoangNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDocument9 pagesASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- Hastelloy C-276 WeldingDocument4 pagesHastelloy C-276 WeldingClaudia MmsNo ratings yet
- Table UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1Document4 pagesTable UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1MechanicalNo ratings yet
- FCAW Overlay WPSDocument2 pagesFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- WPSASMEDocument76 pagesWPSASMERama TamaNo ratings yet
- Piping Material Equivalent GradesDocument19 pagesPiping Material Equivalent GradesTejas DesaiNo ratings yet
- P91 Welding ProcedureDocument1 pageP91 Welding ProcedureJaymin100% (2)
- Shell Petroleum Development Company: (Implemented/Issued For Review/Complete)Document17 pagesShell Petroleum Development Company: (Implemented/Issued For Review/Complete)Siva RamNo ratings yet
- Brazing Procedure Specification (BPS) : JOINTS (QB-408)Document1 pageBrazing Procedure Specification (BPS) : JOINTS (QB-408)Bernard PenuliarNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Electrode Selection ChartDocument4 pagesElectrode Selection Chartsunitbhaumik100% (2)
- Ami-001 WPSDocument2 pagesAmi-001 WPSPramod Athiyarathu100% (1)
- WPS-Tube To Tube Sheet (SS-SS)Document2 pagesWPS-Tube To Tube Sheet (SS-SS)suria qaqcNo ratings yet
- Piping PWHT Quality Control and Inspection Report FormDocument1 pagePiping PWHT Quality Control and Inspection Report FormSamer Bayati100% (2)
- 131.4.1-1 Temperaturas de PreaquecimentoDocument1 page131.4.1-1 Temperaturas de PreaquecimentoRodrigo CarneiroNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- P91 Welding and PWHT ProcedureDocument4 pagesP91 Welding and PWHT ProcedureHatem Ragab100% (2)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welding Inspection: Weld ProceduresDocument22 pagesWelding Inspection: Weld Proceduresanon_90890103No ratings yet
- Welding Practice For Duplex-1 PDFDocument18 pagesWelding Practice For Duplex-1 PDFBipin Rohit100% (1)
- Metrode - P92 WPS PDFDocument3 pagesMetrode - P92 WPS PDFXing ChenNo ratings yet
- Welding Essential Variables - en ISO 15614Document2 pagesWelding Essential Variables - en ISO 15614NS QCNo ratings yet
- Super Duplex Stainless SteelDocument1 pageSuper Duplex Stainless SteelUma Shankar100% (1)
- Asme Sec Viii D1 Nma App RDocument2 pagesAsme Sec Viii D1 Nma App RADRIAN100% (2)
- Dissimilar Base Metal ThicknessDocument5 pagesDissimilar Base Metal ThicknessFERNANDO MIRANDA100% (2)
- ASME P Material NumbersDocument1 pageASME P Material Numbersmahi1437100% (1)
- P91 Repair With NiCrDocument76 pagesP91 Repair With NiCrElias KapaNo ratings yet
- Welding Electrode SelectionDocument1 pageWelding Electrode SelectionNadeemNo ratings yet
- 1015 To Hastelloy VickoDocument14 pages1015 To Hastelloy Vickovgestantyo100% (1)
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- en 15608 Euro Matls GroupingDocument12 pagesen 15608 Euro Matls GroupingCarlos Nombela Palacios100% (2)
- p91 Pwht. AwsDocument4 pagesp91 Pwht. AwssantyagoNo ratings yet
- MTC For SCN-574 PDFDocument154 pagesMTC For SCN-574 PDFthomasNo ratings yet
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Welding Consumables Control RegisterDocument5 pagesWelding Consumables Control RegisterAli Mhaskar100% (2)
- Fit Up Report Format-1Document1 pageFit Up Report Format-1BalkishanDyavanapellyNo ratings yet
- WPS Dissimilar UpdatedDocument3 pagesWPS Dissimilar UpdatedVimin Prakash100% (1)
- Aluminium WPSDocument2 pagesAluminium WPSAnonymous yCpjZF1rF100% (1)
- P 36 Material 15NiCuMoNb5-6-4Document13 pagesP 36 Material 15NiCuMoNb5-6-4Mudassar Iqbal100% (1)
- Gasno Zavarivanje UputstvoDocument15 pagesGasno Zavarivanje UputstvoRadivojevic SasaNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- 3 05 A Welding Specification of Carbon Steel Alloy SteelDocument40 pages3 05 A Welding Specification of Carbon Steel Alloy SteelvancongthanhNo ratings yet
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667No ratings yet
- 317LDocument4 pages317LSuriyachai NiamsornNo ratings yet
- Welding in Power SectorDocument50 pagesWelding in Power SectoraadmaadmNo ratings yet
- Structural Steel ErectionDocument17 pagesStructural Steel ErectionHemanth KumarNo ratings yet
- Work Item Description UOM Scope Achieved Progress Planned Start Actual Start Planned Finish Actual Finish RemarksDocument2 pagesWork Item Description UOM Scope Achieved Progress Planned Start Actual Start Planned Finish Actual Finish Remarksnishant361No ratings yet
- Elbow For Dedusting DuctDocument1 pageElbow For Dedusting Ductnishant361No ratings yet
- Hydrogen Cracks in Steels TWIDocument5 pagesHydrogen Cracks in Steels TWInishant361No ratings yet
- Flange TypesDocument1 pageFlange TypesHadi UtomoNo ratings yet
- Contractor Safety RequirementsDocument32 pagesContractor Safety Requirementsask1400No ratings yet
- Pressure Testing SafetyDocument4 pagesPressure Testing Safetyapi-26143956100% (2)
- Mess Bill For The Month of SEPTEMBER-2012: TotalDocument2 pagesMess Bill For The Month of SEPTEMBER-2012: Totalnishant361No ratings yet
- ID FanDocument4 pagesID Fannishant361No ratings yet
- Coal Mill Field Quality PlanDocument3 pagesCoal Mill Field Quality Plannishant361No ratings yet
- Dimension Tolerance (Coal Mill)Document4 pagesDimension Tolerance (Coal Mill)nishant361No ratings yet
- Tank JackingDocument1 pageTank Jackingnishant361No ratings yet
- Chapter 5CDocument6 pagesChapter 5Cnishant361No ratings yet
- Chapter 1Document6 pagesChapter 1D.RameshkumarNo ratings yet
- English - Compact Inspector's ManualDocument16 pagesEnglish - Compact Inspector's Manualnishant361No ratings yet
- Bhel Welding GuidelinesDocument64 pagesBhel Welding Guidelinesashutoshsachan100% (3)
- VTG Iom 2013 0815Document96 pagesVTG Iom 2013 0815nishant361No ratings yet
- CoatingDocument8 pagesCoatingAbhinav GoyalNo ratings yet
- Chapter 4 Radiography in Modern IndustryDocument11 pagesChapter 4 Radiography in Modern Industrynishant361No ratings yet
- 10 - RT SG IiDocument120 pages10 - RT SG Iinishant361No ratings yet
- En 12068Document48 pagesEn 12068pametnjakovicmladji100% (12)
- Chapter 11 Radiography in Modern IndustryDocument7 pagesChapter 11 Radiography in Modern Industrynishant361No ratings yet
- 1booked Tickets History PDFDocument1 page1booked Tickets History PDFnishant361No ratings yet
- IndiaMike PDFDocument7 pagesIndiaMike PDFnishant361No ratings yet
- Real Time Radiography Course BookletDocument48 pagesReal Time Radiography Course BookletAnonymous gFcnQ4goNo ratings yet
- Chapter 10 Radiography in Modern IndustryDocument17 pagesChapter 10 Radiography in Modern Industrynishant361No ratings yet
- Heat Treatment ManualDocument25 pagesHeat Treatment Manualraj101086100% (1)
- Heat Treatment ManualDocument25 pagesHeat Treatment Manualraj101086100% (1)
- Pure Protect BrochureDocument6 pagesPure Protect Brochuredhuaraaj212No ratings yet
- ATBCDocument2 pagesATBCmurteza semanNo ratings yet
- Grit Comparison 07-23-09Document3 pagesGrit Comparison 07-23-09lamebmxNo ratings yet
- Grid Slab or Waffle SlabDocument2 pagesGrid Slab or Waffle Slabjncame33% (3)
- BF Alkali ProblemDocument6 pagesBF Alkali ProblemSuresh BabuNo ratings yet
- Sikadur 31 CF NormalDocument6 pagesSikadur 31 CF NormalMochamad Ardie NoegrohoNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- Acoustic Energy Absorption Properties of Fibrous Materials A Review PDFDocument47 pagesAcoustic Energy Absorption Properties of Fibrous Materials A Review PDFFloreaNo ratings yet
- Assimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterDocument207 pagesAssimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterMonicaRossetimNo ratings yet
- Ball Milling Induced Borophene Flakes FabricationDocument8 pagesBall Milling Induced Borophene Flakes Fabricationshokhul lutfiNo ratings yet
- Rolling Contact Bearings (UNIT 4) PDFDocument17 pagesRolling Contact Bearings (UNIT 4) PDFJaiPrakashNo ratings yet
- Measuring Paint Film Thickness On Grit Blasted Steel ISO 2808 and Its EffectsDocument4 pagesMeasuring Paint Film Thickness On Grit Blasted Steel ISO 2808 and Its EffectsCarlos Nombela Palacios100% (1)
- Safety Data Sheet: Size UCF-5Document7 pagesSafety Data Sheet: Size UCF-5Muhammad Aasim HassanNo ratings yet
- Autotorq Hydraulic Chain Pipe Wrench Operation ManualDocument20 pagesAutotorq Hydraulic Chain Pipe Wrench Operation Manualjlhunter70No ratings yet
- Binary - Ionic - Compounds WsDocument2 pagesBinary - Ionic - Compounds WsJaclyn DuggerNo ratings yet
- Tema GeneralDocument43 pagesTema GeneralMagesh Venu100% (1)
- Lecture 8.4.2 Plate Girder Behaviour and Design IIDocument9 pagesLecture 8.4.2 Plate Girder Behaviour and Design IIing_fernandogalvez2015No ratings yet
- Tamil Nadu Pollution Control BoardDocument5 pagesTamil Nadu Pollution Control BoardEHS360 LABSNo ratings yet
- Separator Shut Down ProcedureDocument6 pagesSeparator Shut Down ProcedurethisisjineshNo ratings yet
- KabeerDocument8 pagesKabeerDr. Deepak ZataleNo ratings yet
- VolutaDocument2 pagesVolutadnoaisapsNo ratings yet
- ChromatographyDocument24 pagesChromatographysolehah misniNo ratings yet
- Marcegaglia Stainless-Steel en Ott12Document37 pagesMarcegaglia Stainless-Steel en Ott12lucidbaseNo ratings yet
- Summative DRRR q2Document2 pagesSummative DRRR q2roberto limNo ratings yet
- Surface Plasmon Resonance Spectroscopy - SPRDocument15 pagesSurface Plasmon Resonance Spectroscopy - SPRKayshu GroverNo ratings yet
- Technical Data Sheet: Item Description Unit Data To Be Filled in by The ContractorDocument9 pagesTechnical Data Sheet: Item Description Unit Data To Be Filled in by The ContractorFarhan SaitNo ratings yet
- Design Guide For Multi-Hole RO Plates With N 3 Holes: February 2016Document27 pagesDesign Guide For Multi-Hole RO Plates With N 3 Holes: February 2016Enrique RieraNo ratings yet
- Carbo Graphite Grade JP 1300: Properties ofDocument1 pageCarbo Graphite Grade JP 1300: Properties ofMykmen SánchezNo ratings yet
- Shear Dowel: Shear Force Transmission in Expansion JointsDocument7 pagesShear Dowel: Shear Force Transmission in Expansion Jointsmoug_thNo ratings yet
- Uniform Standard For Wood PalletsDocument49 pagesUniform Standard For Wood PalletspavamjkNo ratings yet
- 09 SAMSS 091 (Final Draft - 2018)Document27 pages09 SAMSS 091 (Final Draft - 2018)lhanx2100% (1)