Professional Documents
Culture Documents
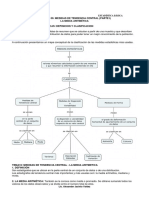
Presentación 1
Uploaded by
Carlos Alberto SilvestriOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Presentación 1
Uploaded by
Carlos Alberto SilvestriCopyright:
Available Formats
1
x
f(x)
UNIVERSIDAD DE CARABO. FACULTAD DE INGENIERIA.
ESCUELA DE INGENIERIA INDUSTRIAL.
2 ING. RAFAEL R. GRATEROL V.
3 ING. RAFAEL R. GRATEROL V.
PROCESO
INSUMOS
SALIDA ESPERADA
SALIDA REAL
SOLUCIN
PROBLEMA
UN PROBLEMA ES TODO RESULTADO DIFERENTE A LO ESPERADO.
TODO PROBLEMA ES PRODUCIDO POR ALGO QUE NO EST BIEN.
PARA RESOLVERLO HAY QUE DETECTAR LA CAUSA QUE LO PROVOCA, CORREGIRLA Y
EVITAR QUE SE VUELVA A PRESENTAR.
CONCEPTO DE PROBLEMA
FIGURA 1
4 ING. RAFAEL R. GRATEROL V.
CICLO DE SHEWHART / DEMING: P / H / V /A
PLANIFICAR
VERIFICAR
ACTUAR
HACER
DEFINIR EL PROBLEMA.
DESCRIBIR EL PROCESO ACTUAL.
ENCONTRAR Y ANALIZAR CAUSAS
POSIBLES.
DESARROLLAR LA SOLUCION.
IMPLANTAR LA SOLUCION. EVALUAR LA SOLUCION.
CONTROLAR.
FIGURA 2
5 ING. RAFAEL R. GRATEROL V.
PLANIFICAR (P)
DEFINIR EL PROBLEMA.
OBJETIVO HERRAMIENTAS ETAPA
ESTUDIAR LA SITUACION
Y ESTABLECER OBJETIVOS.
HISTOGRAMA DE FECUENCIAS.
DIAGRAMA DE PARETO.
DIAGRAMA DE TENDENCIA (CORRIDA).
DIAGRAMA DE DISPERSION.
HOJAS DE REGISTRO (VERIFICACION).
DESCRIBIR EL PROCESO
ACTUAL.
DEFINIR CLARAMENTE EL
PROCESO, SEALANDO
DNDE EST EL PROBLEMA.
DIAGRAMA DE PROCESO (O DE FLUJO).
ENCONTRAR LAS CAUSAS
POSIBLES Y ANALIZARLAS.
ENCONTRAR Y SELECCIONAR
LAS CAUSAS REALES
DEL PROBLEMA.
DIAGRAMA CAUSA / EFECTO.
ESTRATIFICACION.
HOJAS DE VERIFICACIN.
DIAGRAMA DE DISPERSIN.
TORMENTAS DE IDEAS.
HISTOGRAMA DE FRECUENCIAS.
PRESENTAR LA SOLUCIN.
PLANTEAR PLANES DE
ACCIN QUE LLEVEN A LA
SOLUCION DEL PROBLEMA.
DIAGRAMA DE PROCESO.
6
HACER (H)
LLEVAR A CABO LA SOLUCIN PROPUESTA.
VERIFICAR (V)
EVALUAR LA SOLUCIN.
OBJETIVO HERRAMIENTAS ETAPA
HACER UNA EVALUACIN DE
LOS EFECTOS DE LA
SOLUCIN IMPLANTADA.
CUANTIFICAR LOS AHORROS
OBTENIDOS.
HISTOGRAMA DE FRECUENCIAS.
DIAGRAMA DE PARETO.
DIAGRAMA DE TENDENCIA (CORRIDA).
ACTUAR (A)
CONTROLAR.
OBJETIVO HERRAMIENTAS ETAPA
DESARROLLAR PLANES
PARA CONTROLAR Y
RASTREAR.
GRAFICOS DE CONTROL.
7 ING. RAFAEL R. GRATEROL V.
RECOLECCIN DE DATOS
ESTABLECER CLARAMENTE
LOS OBJETIVOS
ANTES DE RECOGER LA INFORMACIN DE ESTABLECERSE CON
PRECISIN QU SE VA A HACER CON ELLA: ES PARA TOMAR
UNA DECISIN. POR EJEMPLO, CUANDO SE USA UN PLAN DE
INSPECCIN POR MUESTREO.
PROPSITO DE LA
INFORMACIN
POR EJEMPLO, SI SE QUIEREN COMPARAR LAS UNIDADES NO
CONFORMES PRODUCIDAS POR DOS PROCESOS, HABR QUE
TOMAR MUESTRAS POR SEPARADO: ESTRATIFICACIN.
EL ANLISIS DE LA RELACIN ENTRE DOS CARACTERSTICAS
DE CALIDAD REQUIERE QUE LOS DATOS ESTN APAREADOS.
CONFIABILIDAD DE LAS
MEDICIONES
DISEO DE FORMATOS
ANTES DE RECOGER LOS DATOS SE RECOMIENDA REALIZAR UN
ANLISIS DEL SISTEMA DE MEDICION PARA EVALUAR SUS
PROPIEDADES ESTADISTICAS: ESTABILIDAD, DESVIO,
LINEALIDAD, REPETIBILIDAD Y REPRODUCIBILIDAD.
ESTOS FORMATOS DEBEN SER TALES QUE CONTENGAN LA
MAYOR INFORMACIN POSIBLE QUE SE CONSIDERE TIL.
8
DIAGRAMA DE PARETO
20% DE LAS CAUSAS
(POCAS VITALES)
ORIGINAN EL 80%
DE LOS EFECTOS.
PARETO (1848 / 1923) OBSERV QUE EN SU POCA, EN ITALIA, 20% DE LA POBLACIN
(GRUPO MINORITARIO) POSEA EL 80% DE LA RIQUEZA, MIENTRAS QUE
EL 80% (GRUPO MAYORITARIO) POSEA EL 20%
JOSEPH JURAN ADAPT ESTE PRINCIPIO PARA EL ANLISIS DE PROBLEMAS
RELACIONADOS CON CALIDAD
OBJETIVO DE UN
DIAGRAMA DE PARETO
MOSTRAR LA INFORMACIN DE MODO QUE SE TENGA UNA RPIDA
VISUALIZACIN DE LOS FACTORES CON MAYOR PESO EN UN
PROBLEMA DETERMINADO PARA LUEGO REDUCIR SU INFLUENCIA.
9 ING. RAFAEL R. GRATEROL V.
ELABORACIN DE UN DIAGRAMA DE PARETO
PASO 1.-
DEFINIR CLARAMENTE QU PROBLEMA
SE VA A INVESTIGAR Y CMO
RECOGER LOS DATOS.
QU PROBLEMA QUEREMOS INVESTIGAR?:
UNIDADES DEFECTUOSAS, OCURRENCIA DE
ACCIDENTES, ETC.
DECIDIR QU DATOS SE NECESITAN Y CMO
CLASIFICARLOS: POR TIPO DEFECTO, POR
MQUINA, POR TURNO, ETC.
DECIDIR EL PERODO DE TIEMPO DE LA
RECOLECCIN DE LOS DATOS.
PASO 2.-
RECOPILAR LA INFORMACIN
LA INFORMACIN DEBE CONTENER EL
NOMBRE DEL DEPARTAMENTO, TURNO DE
TRABAJO, FECHAS, EL PRODUCTO, NOMBRE
DEL OPERARIO, FRECUENCIAS OBSERVADAS,
ETC.
10
PASO 3.-
ELABORAR UNA TABLA CON LA LISTA
ITEMS (P.E. TIPOS DE DEFECTOS) Y
LOS TOTALES INDIVIDUALES DE
MANERA QUE EL DE MAYOR
FRECUENCIA VAYA DE PRIMERO,
DESPUS EL QUE LE SIGA, Y AS
SUCESIVAMENTE.
EN ESTA TABLA SE DEBEN MOSTRAR LAS
FRECUENCIAS ACUMULADAS AS COMO
TAMBIN LOS PORCENTAJES INDIVIDUALES Y
ACUMULADOS.
SI ES NECESARIO DEFINIR UNA CATEGORA
COMO OTROS PARA INCLUIR ITEMS CON
POCA FRECUENCIA Y UBICARLA EN LA
LTIMA POSICIN.
PASO 4.-
CONSTRUIR UN HISTOGRAMA
(DIAGRAMA DE BARRAS)
LA PRIMERA BARRA DE LA IZQUIERDA DEBE
TENER LA MAYOR FRECUENCIA, LA
SIGUIENTE LA SEGUNDA MS GRANDE, Y AS
SUCESIVAMENTE.
SOBRE EL EJE Y DE LA DERECHA SE
MUESTRA EL PORCENTAJE DE CADA
DEFECTO Y EN EL LADO IZQUIERDO LA
FRECUENCIA DE CADA DEFECTO.
PASO 5.-
MARCAR Y CONECTAR LOS
PORCENTAJES ACUMULADOS EN EL
LMITE SUPERIOR DE CADA INTERVALO.
CON ESTOS PORCENTAJES PODEMOS DAR
RESPUESTA A PREGUNTAS COMO: QU TIPO
DE DEFECTOS CONSTITUYEN EL 78% DE
TODOS LOS DEFECTOS?.
11
INTERPRETACIN DE UN DIAGRAMA DE PARETO
1.- CON LA LNEA ACUMULATIVA DE PORCENTAJES SE PUEDE OBSERVAR CULES BARRAS
CONTRIBUYEN MS CON EL PROBLEMA.
2.- LA LNEA ACUMULATIVA DE PORCENTAJES DEBERA SER INCLINADA, IMPLICANDO QUE
LAS PRIMERAS REAS DE PROBLEMAS SUMAN UN ALTO PORCENTAJE DEL TOTAL DE ESTOS.
3.- SI LA LNEA ACUMULATIVA DE PORCENTAJES ES RECTA, ENTONCES LA CONTRIBUCIN
DE CADA BARRA ES APROXIMADAMENTE CONSTANTE, TENIENDO LAS BARRAS LA MISMA ALTURA. ESTO
IMPLICA POCA CONTRIBUCIN AL ANLISIS DE PROBLEMAS.
4.- SI LOS PROBLEMAS PRINCIPALES SE DESCOMPONEN EN MUCHAS AREAS DE PROBLEMAS
MENORES, ENTONCES CADA BARRA TENDR POCO APORTE, VOLVINDOSE EL DIAGRAMA ACHATADO.
ING. RAFAEL R. GRATEROL V.
12
EJEMPLO 1.-
SUPNGASE QUE PARA DETERMINADO TIPO DE PRODUCTO NO-CONFORME SE HA
RECOLECTADO DURANTE UNA SEMANA, LA INFORMACION DADA A CONTINUACIN, EN LA CUAL SE
MUESTRAN LOS DIFERENTES TIPOS DEFECTOS CON SUS RESPECTIVAS FRECUENCIAS. ELABORE UN
DIAGRAMA DE PARETO PARA LOS DEFECTOS. ANALICE Y COMENTE LO OBSERVADO.
LA SOLUCION MOSTRADA A CONTINUACION FUE OBTENIDA USANDO EL SOFTWARE MINITAB,
SEALNDOSE CADA TIPO DE DEFECTO CON SUS RESPECTIVAS FRECUENCIAS AS COMO SUS
PORCENTAJES INDIVIDUALES Y LOS PORCENTAJES ACUMULADOS.
SOLUCIN.-
TIPO DE DIA
DEFECTO LUNES MARTES MIERC. JUEVES VIERNES TOTALES
A 2 3 1 6
B 8 4 7 3 5 27
C 1 1
D 1 1 2
E 1 1
F 1 1 2
G 1 1 1 3
GRAN TOTAL 42
TABLA 1
13 ING. RAFAEL R. GRATEROL V.
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
TIPO DEFECTO.
Count
14,3 7,1 4,8 4,8 4,8
Cum % 64,3 78,6 85,7 90,5
27
95,2 100,0
6 3 2 2 2
Percent 64,3
Other F D G A B
40
30
20
10
0
100
80
60
40
20
0
DIAGRAMA DE PARETO
FIGURA 3
14
EJEMPLO 2.-
LA SIGUIENTE TABLA MUESTRA LA INFORMACION RELACIONADA CON CIERTO NMERO DE
PRODUCTOS NO-CONFORMES, EN LA CUAL SE INDICA LA FRECUENCIA OBSERVADA DE CADA TIPO DE
DEFECTO, CON SUS RESPECTIVOS COSTOS UNITARIOS DE REPARACIN. ELABORE Y ANALICE LOS
DIAGRAMAS DE PARETO SIN COSTOS Y CON COSTOS.
LAS SOLUCIONES MOSTRADAS A CONTINUACION FUERON OBTENIDAS USANDO EL SOFTWARE
MINITAB.
SOLUCIN.-
CTO. UNIT. COSTO
DEFECTO FRECCIA. REPARAC. TOTAL
C 7 2100 14700
B 27 280 7560
D 2 1200 2400
A 34 250 8500
E 2 600 1200
TOTALES 72 34360
TABLA 2
15 ING. RAFAEL R. GRATEROL V.
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
9,7 2,8 2,8
Cum % 47,2 84,7 94,4 97,2 100,0
34 27 7 2 2
Percent 47,2 37,5
Other D C B A
80
70
60
50
40
30
20
10
0
100
80
60
40
20
0
DIAGRAMA DE PARETO POR DEFECTOS
FIGURA 4
16 ING. RAFAEL R. GRATEROL V.
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
22,0 7,0 3,5
Cum % 42,8 67,5 89,5 96,5 100,0
14700 8500 7560 2400 1200
Percent 42,8 24,7
Other D B A C
35000
30000
25000
20000
15000
10000
5000
0
100
80
60
40
20
0
DIAGRAMA DE PARETO CON COSTOS
FIGURA 5
17
EJEMPLO 3.-
CIERTO PRODUCTO ES CLASIFICADO COMO NOCONFORME (DEFECTUOSO) CUANDO
PRESENTA AL MENOS UNA DE LAS SIGUIENTES NOCONFORMIDADES (DEFECTOS): SUPERFICIE RAYADA,
GRIETAS, ACABADO DEFECTUOSO, FORMA INAPROPIADA Y OTROS.
CON EL PROPSITO DE REALIZAR UN MEJOR ANLISIS DE LA SITUACIN, LOS DATOS
FUERON RECOLECTADOS POR MQUINAS (1 Y 2 ), POR OPERARIOS (A Y B), POR DA Y POR
TURNO (AM Y PM). LA SIGUIENTE TABLA (TABLA 3) MUESTRA LOS RESULTADOS DE LA INSPEC-CIN.
ELABORE Y ANALICE LOS SIGUIENTES DIAGRAMAS DE PARETO:
TOTAL DEFECTOS (GLOBAL)
POR OPERARIO.
POR MQUINA.
POR DA.
POR TURNO.
A CONTINUACION SE PRESENTAN ALGUNAS SOLUCIONES (GLOBAL, OPERARIOS Y MQUINAS),
LAS CUALES FUERON OBTENIDAS USANDO EL SOFTWARE MINITAB. ANALIZAR Y COMENTAR.
SOLUCIN.-
COMENTAR LA IMPORTANCIA DE LA ESTRATIFICACIN DE LOS DATOS
ING. RAFAEL R. GRATEROL V.
18
MAQUINA OPERARIO
LUNES MARTES MIERCOLES JUEVES VIERNES SABADO
AM PM AM PM AM PM AM PM AM PM AM PM
MAQ. 1
MAQ. 2
A
B
C
D
X
X
X X
X
X
X
X
X
X X
X X
X X
X
X
X
X X
X X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
LEYENDA: = SUPERFICIE RAYADA (124).
X = GRIETAS (42).
= ACABADO DEFECTUOSO (6).
= FORMA INAPROPIADA (19).
= OTROS (4).
TABLA 3
19
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
9,7 3,1 2,1
Cum % 63,6 85,1 94,9 97,9 100,0
124 42 19 6 4
Percent 63,6 21,5
Other ACABADO FORMA GRIETAS SUPERFICIE
200
150
100
50
0
100
80
60
40
20
0
DIAGRAMA DE PARETO (GLOBALES)
FIGURA 6
ING. RAFAEL R. GRATEROL V.
20
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
0,0
Cum % 56,5 89,1 100,0 100,0
26 15 5 0
Percent 56,5 32,6 10,9
Other FORMA GRIETAS SUPERFICIE
60
50
40
30
20
10
0
120
100
80
60
40
20
0
DIAGRAMA DE PARETO PARA EL OPERARIO "A"
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
0,0
Cum % 65,3 90,3 100,0 100,0
47 18 7 0
Percent 65,3 25,0 9,7
Other FORMA GRIETAS SUPERFICIE
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
DIAGRAMA DE PARETO PARA EL OPERARIO "B"
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
5,9 5,9 5,9
Cum % 73,5 82,4 88,2 94,1 100,0
25 3 2 2 2
Percent 73,5 8,8
OTROS FORMA ACABADO GRIETAS SUPERFICIE
60
50
40
30
20
10
0
160
140
120
100
80
60
40
20
0
DIAGRAMA DE PARETO PARA EL OPERARIO "C"
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
11,6 9,3 4,7
Cum % 60,5 74,4 86,0 95,3 100,0
26 6 5 4 2
Percent 60,5 14,0
Other ACABADO FORMA GRIETAS SUPERFICIE
60
50
40
30
20
10
0
120
100
80
60
40
20
0
DIAGRAMA DE PARETO PARA EL OPERARIO "D"
FIGURA 7 FIGURA 8
FIGURA 9
FIGURA 10
21 ING. RAFAEL R. GRATEROL V.
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
9,3 8,0 2,7
Cum % 68,0 80,0 89,3 97,3 100,0
51 9 7 6 2
Percent 68,0 12,0
Other ACABADO FORMA GRIETAS SUPERFICIE
120
100
80
60
40
20
0
160
140
120
100
80
60
40
20
0
DIAGRAMA DE PARETO MQUINA "2"
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
DEFECTO
Count
0,0
Cum % 61,9 89,8 100,0 100,0
73 33 12 0
Percent 61,9 28,0 10,2
Other FORMA GRIETAS SUPERFICIE
120
100
80
60
40
20
0
100
80
60
40
20
0
DIAGRAMA DE PARETO PARA LA MQUINA "1"
SE SUGIERE ELABORAR Y ANALIZAR DIAGRAMAS DE PARETO POR DA Y POR TURNO
FIGURA 11 FIGURA 12
22
EJEMPLO DIAGRAMA DE PARETO (TOMADO DEL TEXTO CONTROL ESTADISTICO
DE CALIDAD Y 6 DE HUMBERTO GUTIERREZ Y ROMAN DE LA VARA).-
EN UNA FBRICA DE BOTAS INDUSTRIALES SE HACE UNA INSPECCIN DEL PRODUCTO FINAL
MEDIANTE EL CUAL LAS BOTAS CON ALGUN TIPO DE DEFECTO SE CLASIFICAN DE SEGUNDA,
DESPUES DE QUITAR LAS ETIQUETAS PARA CUIDAR LA MARCA. MEDIANTE UN ANLISIS DE
LOS PROBLEMAS O DEFECTOS POR LOS CUALES LAS BOTAS SE CLASIFICAN DE SEGUNDA,
SE OBTUVIERON LOS SIGUIENTES RESULTADOS CORRESPONDIENTES A LAS 10 LTIMAS
SEMANAS.
RAZON DE DEFECTO TOTAL PORCENTAJ E
PIEL ARRUGADA 99 13,4
FALLAS DE COSTURAS 135 18,3
REVENTADO DE PIEL 369 50,0
MAL MONTAJE 135 18,3
TOTAL 738 100
ELABORE LOS DIAGRAMAS DE PARETO DE PRIMERO Y SEGUNDO NIVELES.
LOS DIAGRAMAS QUE SE MUESTRAN A CONTINUACION FUERON ELABORADOS HACIENDO USO
DEL MINITAB.
ING. RAFAEL R. GRATEROL V.
23
F
R
E
C
U
E
N
C
I
A
P
O
R
C
E
N
T
A
J
E
RAZON DE DEFECTO
Count
13,4
Cum % 50,0 68,3 86,6 100,0
369 135 135 99
Percent 50,0 18,3 18,3
P
I
E
L
A
R
R
U
G
A
D
A
M
A
L
M
O
N
T
A
J
E
F
A
L
L
A
S
D
E
C
O
S
T
U
R
A
S
R
E
V
E
N
T
A
D
O
D
E
P
I
E
L
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0
DIAG. DE PARETO PARA PROBLEMAS-PRIMER NIVEL
SE OBSERVA QUE EL MS IMPORTANTE ES EL DEFECTO REVENTADO DE PIEL, YA
QUE REPRESENTA EL 50% DEL TOTAL DE DEFECTOS. EN ESTE CASO SE RECOMIENDA
BUSCAR LAS CAUSAS DEL PROBLEMA PRINCIPAL ANTES DE SOLICITAR AL PROVEEDOR UNA
MEJOR CALIDAD O BUSCAR OTROS PROVEEDORES. AHORA SE PASA A UN SEGUNDO NIVEL:
PARETO PARA CAUSAS. SE PROCEDIO ENTONCES A ESTRATIFICAR EL DEFECTO REVENTADO
DE PIEL DE ACUERDO CON EL MODELO DE LA BOTA, OBTENINDOSE LOS RESULTADOS QUE
SE DAN A CONTINUACIN.
ING. RAFAEL R. GRATEROL V.
24
DEFECTO:
MODELO DE BOTA REVENTADO DE PIEL PORCENTAJE
512 225 61,0
501 64 17,3
507 80 21,7
TOTAL 369 100
P
I
E
L
R
E
V
E
N
T
A
D
A
P
O
R
C
E
N
T
A
J
E
MODELO DE BOTA
Count
61,0 82,7 100,0
225 80 64
Percent 61,0 21,7 17,3
Cum %
507 501 512
400
300
200
100
0
100
80
60
40
20
0
DIAGRAMA DE PARETO PARA CAUSAS-SEGUNDO NIVEL
ING. RAFAEL R. GRATEROL V.
25
CONCLUSIN: BUSCAR LA CAUSA DEL PROBLEMA EN EL PROCESO DE
FABRICACIN DEL MODELO 512, MS QUE PENSAR EN QUE LOS DEFECTOS DE REVENTADO
DE PIEL SE DEBAN EN SU MAYOR PARTE A LA CALIDAD DE LA PIEL. ESTE ANALISIS ES
VALIDO SI LAS CANTIDADES PRODUCIDAS DE CADA MODELO ES SIMILAR, YA QUE DE NO SER
AS SE ESPERA QUE EL MODELO QUE MS SE PRODUCE PRESENTE MS DEFECTOS. EN
CASO CONTRARIO, ENTONCES DE LA PRODUCCIN TOTAL DE CADA MODELO SE DEBER
CALCULAR EL PROCENTAJE DE ARTCULOS DEFECTUOSOS DEBIDO AL PROBLEMA PRINCIPAL,
Y CON BASE EN ESTE RESULTADO ELABORAR EL PARETO DE SEGUNDO NIVEL.
DESPUS DE UN PARETO EXITOSO DE SEGUNDO NIVEL COMO EL CASO
DISCUTIDO, SE RECOMIENDA UN PARETO DE TERCER NIVEL, PARA VER SI LOS DEFECTOS DE
REVENTADO DE PIEL EN EL MODELO 512 SE DAN MS EN ALGUNA MQUINA, TALLA, TURNO,
ETC.
ING. RAFAEL R. GRATEROL V.
26 ING. RAFAEL R. GRATEROL V.
LIMITACIONES DE UN DIAGRAMA DE PARETO
SI LOS DATOS SON OBTENIDOS EN UN
LARGO PERODO DE TIEMPO, ES
POSIBLE QUE EN LOS MISMOS SE
INCLUYAN CAMBIOS EN EL PROCESO
CORRINDOSE EL RIESGO DE ESTAR
USANDO DIFERENTES POBLACIONES.
LAS CATEGORAS DEBEN
SELECCIONARSE CUIDADOSAMENTE
PARA QUE EL DIAGRAMA PRODUZCA
RESULTADOS TILES.
SI LOS DATOS SON OBTENIDOS DE UN
PROCESO INESTABLE, EL ANLISIS DEL
DIAGRAMA PUEDE CONDUCIR A
CONCLUSIONES ERRNEAS.
DATOS OBTENIDOS EN UN CORTO
PERODO DE TIEMPO, EN PARTICULAR
DE UN PROCESO INESTABLE, PUEDEN
CONDUCIR A CONCLUSIONES
ERRNEAS.
27
DIAGRAMA CAUSA / EFECTO (ISHIKAWA: 1915 / 1989)
ES UNA HERRAMIENTA QUE SE UTILIZA PARA MOSTRAR LA RELACIN QUE EXISTE ENTRE
UNA CARACTERSTICA DE CALIDAD O DEFECTO (EFECTO) Y LOS FACTORES QUE GENERAN DICHA
CARACTERSTICA O DEFECTO (CAUSAS).
FIGURA 13
28 I NG. RAFAEL R. GRATEROL V.
ELABORACIN DE UN DIAGRAMA CAUSA / EFECTO
PASO 1.-
DEFINIR CON PRECISIN QU CARACTERSTICA DE CALIDAD O DEFECTO SE DESEA
MEJORAR, LO CUAL PUEDE OBTENERSE A PARTIR DE UN DIAGRAMA DE PARETO Y
ESCRIBIRLA EN UN RECUADRO EN EL EXTREMO DERECHO DE LA HOJA.
PASO 2.-
TRAZAR UNA FLECHA GRUESA DIRIGIDA HACIA EL RECUADRO.
PASO 3.-
ANOTAR LOS FACTORES PRINCIPALES (CAUSAS MAYORES) QUE PUEDAN ESTAR
CAUSANDO EL DEFECTO: MATERIA PRIMA, MAQUINARIA, MEDIO AMBIENTE, MTODO
DE TRABAJO, MANO DE OBRA Y MEDICIN: 6 Ms.
PASO 4.-
SOBRE CADA UNO DE LOS FACTORES PRINCIPALES ANOTAR LOS FACTORES
DETALLADOS (CAUSAS MENORES). DENTRO DE CADA UNO DE ESTOS ANOTAR LOS
FACTORES AN MS DETALLADOS (SUB-CAUSAS).
29 ING. RAFAEL R. GRATEROL V.
EJEMPLO 4.-
CON UN DIAGRAMA CAUSA / EFECTO SE ORGANIZAN LAS IDEAS
SURGIDAS EN UNA TORMENTA DE IDEAS Y AYUDA A
ORGANIZARLAS EN CATEGORAS BSICAS, MOSTRANDO LAS
RELACIONES ENTRE STAS.
EL EJEMPLO QUE SE PRESENTA A CONTINUACIN FUE TOMADO DEL
TEXTO CONTROL ESTADSTICO DE PROCESOS SIMPLIFICADO DE
ROBERT AMNSDEN, HOWARD BUTLER Y DAVIDA AMSDEN.
SE HA DETERMNADO QUE EL ESPESOR DEL RECUBRIMIENTO DE CIERTO TIPO DE PRO-
DUCTO ES UNA CARACTERISTICA DE CALIDAD DE MUCHO INTERS. SE HAPLANTEADO LA NECESIDAD
DE ANALIZAR LA VARIACIN (VARIABILIDAD) DE ESTE ESOESOR, LO CUAL SERA EL PROBLEMA
(EFECTO), Y APARECE MOSTRADO EN EL CUADRO EXTREMO DE LA DERECHA DE LA PRXIMA FIGURA.
A LA IZQUIERDA SE OBSERVAN LAS CAUSAS POSIBLES DEL EFECTO, OBTENIDAS A PARTIR DE UNA
TORMENTA DE IDEAS, DE LA CUAL SURGIERON 17 CAUSAS POSIBLES. TALES CAUSAS SE
ORGANIZARON BAJO DIVERSOS ENCABEZADOS: MATERIAL, MANO DE OBRA, MEDIO AMBIENTE, MQUINA
Y MTODO DE TRABAJO.
30
POR EJEMPLO: LA VELOCIDAD DE LA MQUINA PUEDE PROVOCAR VARIACIN EN EL
ESPESOR DEL RECUBRIMIENTO, PERO ESTA CAUSA PUEDE DEBERSE A FALTA DE CONTROL. EN
CONSECUENCIA, LA RELACIN ES COMO SIGUE:
FALTA DE CONTROL
VELOCIDAD MAQUINA VARIACION EN EL ESPESOR
FIGURA 14
31
ING. RAFAEL R. GRATEROL V.
SUGERENCIAS PARA LA ELABORACIN Y USO DE UN
DIAGRAMA CAUSA / EFECTO
IDENTIFICAR TODOS LOS FACTORES RELEVANTES MEDIANTE CONSULTA Y DISCUSIN
ENTRE VARIAS PERSONAS (TORMENTA DE IDEAS).
EXPRESAR LA CARACTERSTICA DE CALIDAD (EFECTO) TAN
PRECISAMENTE COMO SEA POSIBLE.
ELABORAR UN DIAGRAMA PARA CADA CARACTERSTICA O EFECTO
AL DETERMINAR LA CAUSA MS PROBABLE DE UN PROBLEMA, DEBE VERIFICARSE
EN EL REA DE TRABAJO.
NO TOMAR ACCIONES SOBRE VARIAS CAUSAS AL MISMO TIEMPO
32 ING. RAFAEL R. GRATEROL V.
COMBINACIN DE LOS DIAGRAMAS DE PARETO
Y CAUSA / EFECTO
LA UTILIDAD DE LA COMBINACION DE ESTOS DOS DIAGRAMAS PARA EL ANLISIS Y SOLUCIN DE
PROBLEMAS SER ILUSTRADA MEDIANTE EL SIGUIENTE EJEMPLO.
EL EJEMPLO QUE SE PRESENTA A CONTINUACIN FUE TOMADO DEL TEXTO
HERRAMIENTAS ESTADSTICAS BSICAS PARA EL MEJORAMIENTO DE LA
CALIDAD DE HITOSHI KUME.
EJEMPLO 5.-
DE CIERTO PROCESO DE MANUFACTURA SE REVISARON LOS ARTCULOS CLASIFICADOS
COMO NO-CONFORMES (DEFECTUOSOS) PRODUCIDOS DURANTE UN PERODO DE DOS MESES, A PARTIR
DE LOS CUALES SE OBTUVO LA INFORMACIN QUE PERMITI ELABORAR UN DIAGRAMA DE PARETO,
ENCONTRNDOSE QUE LOS DEFECTOS DE DIMENSIN ERAN LOS MS NUMEROSO (48% DEL TOTAL. EN
LA PGINA SIGUIENTE SE MUESTRA EL RESPECTIVO DE DIAGRAMA DE PARETO.
33
DIAGRAMA DE PARETO POR DEFECTOS
1.- SELECCIN
DEL PROBLEMA.-
FIGURA 15
34
2.- ANLISIS Y ACCIONES CORRECTIVAS.-
UN GRUPO DE PERSONAS INVOLUCRADAS EN EL PROBLEMA DISCUTIERON Y ANALIZARON
LAS DIFERENTES CAUSAS POSIBLES DE LA VARIACIN DIMENSIONAL Y CONSTRUYERON EL SIGUIENTE
DIAGRAMA CAUSA / EFECTO.
FIGURA 15
35
POSTERIORMENTE SE CONSTRUY EL SIGUIENTE PARETO DE CAUSAS, LO CUAL REQUIRI DE LA
INVESTIGACIN DE TODAS LAS UNIDADES CON VARIACIN DIMENSIONAL. SE LLEG A LA CONCLUSIN
DE QUE LA CAUSA DE MAYOR INFLUENCIA EN LA VARIACIN DIMENSIONAL ERA LA POSICIN DE
AJUSTE, POR LO QUE EL GRUPO DISE Y ESTANDARIZ UN MTODO DE AJUSTE APROPIADO.
FIGURA 16
36
3.- EFECTOS DE LAS MEJORAS.-
DESPUS DE HABER IMPLANTADO LAS MEJORAS SE OBTUVIERON NUEVOS DATOS QUE
PERMITIERON LA ELABORACIN DE UN DIAGRAMA DE PARETO, EL CUAL FUE COMPARADO CON EL
DIAGRAMA ANTERIOR. LOS RESULTADOS SE MUESTRAN EN LA SIGUIENTE FIGURA.
FIGURA 17
37
DIAGRAMAS DE DISPERSIN
OBJETIVO
EXAMINAR LA RELACIN QUE EXISTE ENTRE DATOS
RECOGIDOS PARA DOS VARIABLES (PARES DE
VALORES) MOSTRANDO SI EXISTE O NO UNA
RELACIN ENTRE ELLAS.
CMO SE PUEDEN ENMARCAR
ESTAS DOS VARIABLES?
1.- DOS CARACTERSTICAS DE CALIDAD RELACIONA-
DAS. POR EJEMPLO: DUREZA CON RESISTENCIA A LA
ROTURA DE CIERTO MATERIAL.
2.- UNA CARACTERSTICA DE CALIDAD Y UN FACTOR
QUE LA AFECTA. POR EJEMPLO: TEMPERATURA
(FACTOR).
3.- DOS FACTORES RELACIONADOS CON UNA SOLA
CARACTERSTICA DE CALIDAD. POR EJEMPLO: TEMPE-
RATURA Y TIEMPO DE HORNEADO SOBRE EL ESPE-
SOR DE UNA CAPA DE PINTURA.
PARA DETERMINAR SI HAY CORRELACIN ENTRE DOS
VARIABLES, ES DECIR, SI UNA CAMBIA AL CAMBIAR LA
OTRA. (VER FIG. 18, 19, 21 Y 22)
SI HAY UNA BUENA CORRELACIN ENTRE LAS
VARIABLES, PODEMOS PREDECIR UNA DE ELLAS A
PARTIR DE LA OTRA, PARTICULARMENTE SI UNA ES
MS FCIL DE MEDIR QUE LA OTRA. (VER FIG. 23)
CUNDO USAR UN DIAGRAMA
DE DISPERSIN?
38
X
Y
35 30 25 20 15 10 5
70
60
50
40
30
20
10
0
ALTA CORRELACIONPOSITIVA ENTRE "X" Y "Y"
Y = - 0,5404 + 1,978 X
X
Y
15,0 12,5 10,0 7,5 5,0
60
50
40
30
20
ALTA CORRELACIONNEGATIVA ENTRE "X" Y "Y"
Y = 79,76 - 4,051 X
X
Y
25 20 15 10 5 0
25
20
15
10
5
DIAGRAMA DE DISPERSION(RELACIONCURVILNEA)
Y1 = - 0,2052 + 3,401 X1
- 0,1128 X1**2
FIGURA 18
FIGURA 19
FIGURA 20
39 ING. RAFAEL R. GRATEROL V.
X
Y
VARIABLES X Y Y NO CORRELACIONADAS
X
Y
VARIABLES X Y Y CON BAJA
CORRELACION POSITIVA
FIGURA 21
FIGURA 22
40 ING. RAFAEL R. GRATEROL V.
DUREZA
RESISTENCIA
A LA ROTURA
FIGURA 23
ANALIZAR Y COMENTAR LA SIGUIENTE SITUACION
41 ING. RAFAEL R. GRATEROL V.
INTERPRETACION DE UN
DIAGRAMA DE DISPERSIN
EL EJE X REPRESENTA LA VARIABLE INDEPEN-
DIENTE Y EL EJE Y LA VARIABLE DEPENDIENTE.
SI LAS DOS VARIABLES GUARDAN ALGUNA RELACIN
SE OBSERVAR UN AGRUPAMIENTO EN ALGUNA
DIRECCIN, Y CUANTO MAYOR SEA EL
AGRUPAMIENTO, MS PROBABLEMENTE ESTRN
LINEALMENTE CORRELACIONADAS LAS DOS
VARIABLES.
DEBE EXAMINARSE SI HAY O NO PUNTOS MUY
APARTADOS EN EL DIAGRAMA (VALORES ATPICOS).
EL HECHO DE QUE LA CORRELACION NO SEA LINEAL
NO SIGNIFICA QUE LAS VARIABLES NO ESTN
CORRELACIONADAS. EN ESTE CASO LA CORRELACION
PODRA SER CURVILNEA. (VER FIG. 20)
42
EL ANLISIS ESTADSTICO DE LA RELACIN ENTRE DOS MS
VARIABLES SE LLEVA A CABO ATRAVS DE UNA
HERRAMIENTA ESTADSTICA LLAMADA
ANLISIS DE REGRESIN,
SIENDO EL DIAGRAMA DE DISPERSIN LO QUE PREVIAMENTE
DEBE SER ANALIZADO.
ESTE ANLISIS NO SER TRATADO
EN EL PRESENTE CURSO.
EJEMPLO 6.-
LOS DATOS QUE SE DAN A CONTINUACION (TABLA 5) REPRESENTAN LOS PORCENTAJES DE
LOTES RECHAZADOS SEMANALMENTE DE DOS PROVEEDORES (PROVEEDOR 1 Y PROVEEDOR 2), LOS
CUALES SUMINSTRAN UN MISMO PRODUCTO. LOS RECHAZOS DE LOS LOTES SON EN BASE A LA
APLICACIN DE UN ESQUEMA DE INSPECCIN POR MUESTREO.
1.- ANALIZAR Y COMENTAR EL COMPORTAMIENTO OBSERVADO EN LAS FIGURAS 23, 24, 25 Y
26.
2.- COMENTAR ACERCA DE LA ESTRATIFICACION DE LOS DATOS. CREE QUE ESTA INFOR-
MACIN ES SUFICIENTE SI SE QUIERE HACER ALGUNA ESTIMACIN ACERCA DEL PORCENTAJE DE
PRODUCTO NO-CONFORME DE CADA PROVEEDOR? COMENTAR AL RESPECTO.
43
ING. RAFAEL R. GRATEROL V.
SEMANA PROV. 1 PROV. 2 TOTAL
1 5,0 5,2 10,2
2 6,0 5,0 11,0
3 4,8 6,1 10,9
4 4,5 4,8 9,3
5 4,9 12,0 16,9
6 4,3 5,0 9,3
7 4,2 5,2 9,4
8 5,0 5,0 10,0
9 11,1 4,0 15,1
10 3,8 5,3 9,1
11 4,5 4,9 9,4
12 3,0 5,5 8,5
13 2,8 5,2 8,0
14 2,5 5,0 7,5
15 1,6 4,9 6,5
TABLA 5
44
% GLOBAL DE RECHAZOS
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
SEMANA
%
R
E
C
H
A
Z
O
S
COMPARACION PROVEEDORES
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
0 2 4 6 8 10 12 14
SEMANA
%
R
E
C
H
A
Z
O
S
PROVEEDOR 2
PROVEEDOR
1
FIGURA 23 FIGURA 24
COMPORTAMIENTO PROVEEDOR 1
0,0
2,0
4,0
6,0
8,0
10,0
12,0
0 2 4 6 8 10 12 14
SEMANA
%
R
E
C
H
A
Z
O
S
COMPORTAMIENTO PROVEEDOR 2
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
0 2 4 6 8 10 12 14
SEMANA
%
R
E
C
H
A
Z
O
S
FIGURA 26 FIGURA 25
45
EJEMPLO 7.-
ES DE INTERS REALIZAR UN ESTUDIO PARA DETERMINAR SI UNA NUEVA FORMULACIN DE
BATERAS DE CIERTO TIPO PARA CMARAS FOTOGRFICAS CUMPLE A SATISFACCIN CON LOS
REQUERIMIENTOS DE LOS CLIENTES. DE ACUERDO CON LOS ESTUDIOS DE MERCADO SE ESTABLECI
QUE UN TIEMPO DE ESPERA ENTRE DOS FLASHES MAYOR DE 5,25 SEGUNDOS PRODUCE CIERTO
DISGUSTO A LOS CLIENTES. SE RECOLECTARON MUESTRAS DE BATERAS (CON LA VIEJA Y NUEVA
FORMULACIONES) QUE HAN ESTADO EN USO DURANTE CIERTO TIEMPO (VER TABLA 6). LUEGO SE
MIDE EL VOLTAJE REMANENTE DE CADA BATERA INMEDIATAMENTE DESPUS DE UN FLASH, AS
COMO TAMBIN EL TIEMPO REQUERIDO PARA QUE LA BATERA SEA CAPAZ DE REALIZAR UN NUEVO
FLASH (TIEMPO DE RECUPERACIN). ELABORE Y ANALICE EL RESPECTIVO DIAGRAMA DE DISPERSIN,
INCLUYENDO UNA LNEA DE REFERENCIA EN EL TIEMPO CRTICO DE RECUPERACIN DE 5,25
SEGUNDOS.
ANALIZAR Y COMENTAR LAS SIGUIENTES FIGURAS, HACIENDO ENFASIS EN LA IMPORTANCIA
DE LA ESTRATIFICACIN. LOS RESULTADOS SE OBTUVIERON EL SOFTWARE MINITAB.
SOLUCIN.-
46
TPO.REQ.REC. VOLT. REMTE. FORMULACION TPO.REQ.REC. VOLT. REMTE. FORMULACION
4,49 1,342 VIEJA 6,59 1,210 VIEJA
4,89 1,449 VIEJA 6,07 1,261 VIEJA
4,69 1,103 VIEJA 6,36 1,310 VIEJA
5,14 1,307 VIEJA 6,4 1,075 VIEJA
4,80 1,303 VIEJA 6,42 1,087 VIEJA
4,12 1,246 NUEVA 4,94 1,096 NUEVA
3,70 1,350 NUEVA 5,11 1,456 NUEVA
4,00 1,368 NUEVA 5,17 1,101 NUEVA
3,80 1,222 NUEVA 5,07 1,032 NUEVA
3,99 1,321 NUEVA 5,31 1,176 NUEVA
5,68 1,182 VIEJA 6,88 1,095 VIEJA
5,88 1,141 VIEJA 6,69 1,124 VIEJA
5,73 1,406 VIEJA 7,01 1,075 VIEJA
5,83 1,085 VIEJA 7,08 0,967 VIEJA
5,95 1,068 VIEJA 7,16 1,121 VIEJA
4,81 1,243 NUEVA 5,34 1,143 NUEVA
4,56 1,252 NUEVA 5,46 1,105 NUEVA
4,78 1,314 NUEVA 5,61 1,124 NUEVA
4,97 1,174 NUEVA 5,36 1,141 NUEVA
4,85 0,990 NUEVA 5,30 1,098 NUEVA
TABLA 6
FUENTE: DATOS TOMADOS DE LA SECCIN DE AYUDA DEL SOFTWARE MINITAB.
47
VOLTAJE REMANENTE
T
P
O
.
R
E
Q
U
E
R
I
D
O
R
E
C
U
P
E
R
A
C
I
O
N
1,5 1,4 1,3 1,2 1,1 1,0 0,9
7,5
7,0
6,5
6,0
5,5
5,0
4,5
4,0
3,5
DIAGRAMA DISPERSIN PARA "VOLT. REMANENTE" vs. "TPO. RECUPERACION"
FIGURA 27
ING. RAFAEL R. GRATEROL V.
48
T
I
E
M
P
O
R
E
Q
U
E
R
I
D
O
R
E
C
U
P
E
R
A
C
I
O
N
1,5 1,4 1,3 1,2 1,1 1,0 0,9
7,5
7,0
6,5
6,0
5,5
5,0
4,5
4,0
3,5
Formulacin
NUEVA
VIEJA
DIAG. DISP. PARA "VOLT. REMTE." vs. "TPO. RECUP." CON ESTRATIFICACION
VOLTAJE REMANENTE
FIGURA 28
ING. RAFAEL R. GRATEROL V.
49
T
I
E
M
P
O
R
E
Q
U
E
R
I
D
O
R
E
C
U
P
E
R
A
C
I
O
N
1,5 1,4 1,3 1,2 1,1 1,0 0,9
7,5
7,0
6,5
6,0
5,5
5,0
4,5
4,0
3,5
5,25
1,38 1,04 1,38
Formulacin
NUEVA
VIEJA
DIAG. DISP. PARA "VOLT. REMTE." vs. "TPO. RECUP." CON ESTRATIFICACION
VOLTAJE REMANENTE
FIGURA 29
ING. RAFAEL R. GRATEROL V.
50
DIAGRAMAS DE TENDENCIA
DEFINICIN
ES UNA HERRAMIENTA QUE MUESTRA LA EVOLUCIN
DE CIERTA CARACTERSTICA DE CALIDAD GENERADA
POR DETERMINADO PROCESO, DURANTE UN PERODO
DETERMINADO DE TIEMPO.
OBJETIVO
HACERLE SEGUIMIENTO AL COMPORTAMIENTO DE LA
CARACTERSTICA DE CALIDAD BAJO CONSIDERACIN.
EJEMPLO 7.-
LOS DATOS QUE SE LE SUMINISTRAN EN LA PRXIMA TABLA (TABLA 7) CORRESPONDEN A LOS PRO-
MEDIOS DE MUESTRAS DE TAMAO 5 CADA UNA, ASOCIADAS CON DETERMINADA CARACTERSTI-CA DE
CALIDAD. DICHAS MUESTRAS FUERON TOMADAS DURANTE 10 HORAS CONSECUTIVAS. CONSTRUYA UN
DIAGRAMA DE TENDENCIA E INTERPRTELO.
HORA N 1 2 3 4 5 6 7 8 9 10
PROMEDIO 77,4 77,6 81,4 80,4 84,2 86,6 85,2 90,2 88,6 92,0
TABLA 7
51
SOLUCIN.-
DIAGRAMA DE TENDENCIA
76
78
80
82
84
86
88
90
92
94
0 1 2 3 4 5 6 7 8 9 10 11
HORA N
P
R
O
M
E
D
I
O
ANALIZAR Y COMENTAR LA SIGUIENTE FIGURA.
FIGURA 30
ING. RAFAEL R. GRATEROL V.
52 ING. RAFAEL R. GRATEROL V.
DISTRIBUCIN DE FRECUENCIAS
ES EL AGRUPAMIENTO DEL TOTAL DE DATOS EN INTERVALOS DE CLASES, MOSTRANDO CADA UNO
DE STOS SU RESPECTIVA FRECUENCIA ABSOLUTA.
OBJETIVO: TRATAR DE DESCUBRIR EL PATRN GENERAL DE COMPOR-TAMIENTO DE LOS DATOS.
HISTOGRAMA DE FRECUENCIAS
PROCEDIMIENTO PARA ELABORAR UNA
DISTRIBUCIN DE FRECUENCIAS
1.- DETERMINAR EL NMERO DE INTERVALOS DE CLASES (K): N K
10
log 3 . 3 1 + =
MNIMO VALOR MXIMO VALOR R =
K
R
i =
SIENDO N EL NMERO TOTAL DE OBSERVACIONES.
2.- CALCULAR EL RANGO R:
3.- CALCULAR LA AMPLITUD i:
4.- SE RECOMIENDA AJUSTAR (REDONDEO POR ARRIBA) EL VALOR DE i. ESTE VALOR AJUSTADO SE
DENOTAR POR iaj.
5.- CALCULAR UN AJUSTE MEDIANTE LA SIGUIENTE ECUACIN:
2
RANGO i K
AJUSTE
aj
=
53 I NG. RAFAEL R. GRATEROL V.
6.- CALCULAR LOS LMITES INFERIOR Y SUPERIOR DE CADA INTERVALO:
* PARA EL PRIMER INTERVALO DE CLASE:
aj
i LI LS
AJUSTE MNIMO VALOR LI
+ =
=
1 1
1
* PARA EL SEGUNDO INTERVALO DE CLASE:
aj
i LI LS
LS LI
+ =
=
2 2
1 2
Y AS SUCESIVAMENTE. LUEGO SE ENCUENTRA LA FRECUENCIA ABSOLUTA (N DE OBSERVACIONES)
DE CADA CLASE.
54
UNA VEZ QUE SE HA DETERMINADO LA DISTRIBUCIN DE FRECUENCIAS (INTERVALOS DE CLASES CON SUS
RESPECTIVAS FRECUENCIAS ABSOLUTAS) SE PROCEDE A CONSTRUIR EL HISTOGRAMA DE
FRECUENCIAS.
EN EL EJE DE LAS ABSCISAS SE REPRESENTAN VALORES DE LA CARACTERSTICA DE CALIDAD Y EN EL EJE
DE LAS ORDENADAS LAS RESPECTIVAS FRECUENCIAS ABSOLUTAS.
NORMAL
SESGADO A LA DERECHA
SESGADO A LA IZQUIERDA
HISTOGRAMA DE FRECUENCIAS ABSOLUTAS
55
RECOMENDACIN: CUANDO SE TENGA EL HISTOGRAMA SE RECOMIENDA TRAZAR LOS LMITES DE
LAS ESPECIFICACIONES A FIN DE:
1.- OBSERVAR SI HAY PRODUCTO FUERA DE ESPECIFICACIONES.
2.- AL COMPARAR DOS HISTOGRAMAS DE UN MISMO PROCESO SE PUEDE OBSERVAR SI ALGUNA
MEJORA INTRODUCIDA EN STE HA SIDO O NO REALMENTE EFECTIVA.
CON UN HISTOGRAMA DE FRECUENCIAS PODEMOS DAR RESPUESTAS PARCIALES A LAS
SIGUIENTES PREGUNTAS:
1.- CUL ES LA POSIBLE FORMA DE LA DISTRIBUCIN DE DONDE PROVIENEN LAS
OBSERVACIONES?.
2.- QU PUEDE DECIRSE CON RESPECTO A LAS ESPECIFICACIONES?.
3.- CMO SE OBSERVAN LA DISPERSIN Y EL CENTRADO?.
OBSERVEMOS LAS SIGUIENTES SITUACIONES.
EI ES
ESTE HISTOGRAMA SUGIERE QUE HAY PRODUCTO FUERA DE ESPECIFICACIONES.
56
CONSIDEREMOS UN PROCESO EN DONDE ES EVIDENTE LA PRESENCIA DE UN PROBLEMA QUE OCASIONA
PRODUCTO FUERA DE ESPECIFICACIONES.
PROBLEMA
EI ES
EN VISTA DE ESTO SE EFECTUARON MEJORAS Y SE RECOGI NUEVA INFORMACIN, OBSERVNDOSE
AHORA UN MEJOR CENTRADO Y UNA ME-NOR DISPERSIN.
MEJORA
57 ING. RAFAEL R. GRATEROL V.
ENTRE LAS LIMITACIONES DE UN HISTOGRAMA DE FRECUENCIAS SE PUEDEN MENCIONAR LAS
SIGUIENTES:
1.- EL HISTOGRAMA NO INVOLUCRA EL TIEMPO, ES DECIR, AL ORGANIZAR LOS DATOS EN
INTERVALOS DE CLASES NO PODEMOS PERCIBIR CMO EVOLUCIONARON LAS OBSERVACIONES A LO
LARGO DEL TIEMPO.
2.- NO PERMITE DISTINGUIR ENTRE LAS DOS FUENTES PRINCIPALES DE VARIACIN EN UN PROCESO:
CAUSAS ALEATORIAS (COMUNES) Y CAUSAS ASIGNABLES (ESPECIALES) DE VARIACIN.
3.- NO MUESTRA SI EL PROCESO PRESENTA O NO UN PATRN DE COM- PORTAMIENTO NATURAL.
ESTAS LIMITACIONES SERN ANALIZADAS CUANDO SE DISCUTAN LOS GRFICOS DE CONTROL.
58 ING. RAFAEL R. GRATEROL V.
EJEMPLO.- DE CIERTA CARACTERSTICA DE CALIDAD SE OBTUVIERON LOS SIGUIENTES 90 RESULTADOS.
CONSTRUYA EL CORRESPONDIENTE HISTOGRAMA DE FRECUENCIAS. ANALCELO.
MNIMO MXIMO
46 48 29 29 48 45 29 48
62 62 39 47 44 50 39 62
44 50 37 37 42 45 37 50
32 62 50 48 41 50 32 62
49 52 39 37 53 51 37 53
35 47 63 39 37 37 35 63
22 56 43 36 38 53 22 56
62 42 47 50 46 60 42 62
39 44 55 55 47 52 39 55
49 43 42 59 52 52 42 59
47 35 57 48 44 47 35 57
38 50 42 34 41 72 34 72
51 38 40 56 39 47 38 56
18 44 52 46 45 50 18 52
48 33 44 55 53 62 33 62
59 I NG. RAFAEL R. GRATEROL V.
MNIMO = 18 MXIMO = 72
R = 72 18 = 54
7 90 log 3 , 3 1
10
~ + = K
75 , 7 71 , 7
7
18 72
= =
=
ajustado
i i
125 , 0
2
54 75 , 7 7
=
= ajuste
60 ING. RAFAEL R. GRATEROL V.
INTERV.
L. / INF.
L. / SUP.
P. / MEDIO
FCCIA.
1
17,88
25,63
21,76
2
2
25,63
33,38
29,51
4
3
33,38
41,13
37,26
21
4
41,13
48,88
45,01
28
5
48,88
56,63
52,76
25
6
58,63
64,38
60,51
9
7
64,38
72,13
68,26
1
61 ING. RAFAEL R. GRATEROL V.
HISTOGRAMA DE FRECUENCIAS
0
5
10
15
20
25
30
P/MEDIO INTERVALOS
F
R
E
C
U
E
N
C
I
A
EI ES
62
COMENTAR LAS SIGUIENTES FIGURAS
DISTRIBUCION SIMETRICA DISTRIBUCION ASIMETRICA POSITIVA
DISTRIBUCION BIMODAL DISTRIBUCION MULTIMODAL
CORTE DE PELO
(TRUNCAMIENTO)
MORDIDA DE PERRO
63
64
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
65
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
EN EL CAMPO DE LA INGENIERA CON MUCHA FRECUENCIA ES DE INTERS CALCULAR ALGUNAS
MEDIDAS A PARTIR DE UN CONJUNTO DE OBSER-VACIONES.
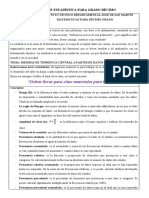
UNO DE LOS VALORES DESCRIPTIVOS MS IMPORTANTES ES EL PUNTO ALREDEDOR DEL CUAL EST
CENTRADA LA DISTRIBUCIN, CONOCIDO CON EL NOMBRE DE TENDENCIA CENTRAL.
UNA MEDIDA DE TENDENCIA CENTRAL ES UN VALOR NUMRICO QUE DESCRIBE LA POSICIN CENTRAL
DE LOS DATOS, EXISTIENDO 3 MEDIDAS DE USO COMN: MEDIA, MEDIANA Y MODA
INTRODUCCIN
MEDIA PROMEDIO
ES LA MEDIDA DE TENDENCIA CENTRAL MS COMN.
EL CLCULO DEPENDE DE CMO SE PRESENTEN LOS DATOS:
DATOS NO AGRUPADOS.
DATOS AGRUPADOS.
1.- DATOS NO AGRUPADOS.- SE USA CUANDO LOS DATOS SE PRESENTAN EN FORMA
INDIVIDUAL DE UNA MANERA NO ORGANIZADA.
n
X
X
n
i
i
=
=
1
66
SIENDO:
n) ..., 2, 1, (i ES INDIVIDUAL NES OBSERVACIO
NES. OBSERVACIO DE NMERO
DATOS. LOS DE MEDIA
= =
=
=
i
X
n
X
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
2.- DATOS AGRUPADOS.- CUANDO LOS DATOS SE PRESENTAN AGRUPADOS EN INTERVALOS DE
CLASES, EN FORMA INDIVIDUAL, CON SUS RESPECTIVAS FRECUENCIAS.
n
X f
X
K
j
j j
=
=
1
SIENDO:
. INTERVALOS DE NMERO
OBSERVADO.
VALOR UN INTERVALO SIMO - j DEL MEDIO PUNTO
f ...... f f NES OBSERVACIO DE NMERO
K .., 2, 1, j : OBSERVADO) VALOR N U
DE FRECUENCIA ( INTERVALO SIMO - j DEL FRECUENCIA
K 2 1
=
=
+ + + = =
=
=
K
X
n
f
j
j
67
EJERCICIO 1.- LOS DATOS SIGUIENTES ESTN REFERIDOS A LA VIDA (EN MILES DE Kms.) DE 320
CAUCHOS DE UN TIPO DADO. CALCULE LA VIDA PROMEDIO DE ESTE TIPO DE CAUCHO.
INTERVALO
(j)
LIMITE DE
C/INTERV.
PTO. MEDIO
(X
j
)
FRECCIA.
(f
j
)
1
23,6-26,6
25,1
4
2
26,6-29,6
28,1
36
3
29,6-32,6
31,1
51
4
32,6-35,6
34,1
63
5
35,6-38,6
37,1
58
6
38,6-41,6
40,1
52
7
41,6-44,6
43,1
34
8
44,6-47,6
46,1
16
9
47,6-50,6
49,1
6
---
---
TOTAL
320
R: 36200 Kms.
68
SE DEFINE COMO EL VALOR QUE DIVIDE UNA SERIE DE OBSERVACIONES ORDENADAS DE MENOR A
MAYOR DE MANERA QUE EL NMERO DE OBSERVACIONES POR ENCIMA DE STE SEA IGUAL
AL NMERO POR DEBAJO.
1.- DATOS NO AGRUPADOS.-
SI n ES IMPAR LA MEDIANA SER LA (n+1)/2-sima OBSERVACIN ORDENADA.
SI n ES PAR SER EL PROMEDIO DE LA n/2-sima Y (n/2+1)-sima
OBSERVACIONES ORDENADAS.
MEDIANA
2.- DATOS AGRUPADOS.-
CUANDO LAS OBSERVACIONES SE PRESENTAN AGRUPADAS EN INTERVALOS DE CLASES, LA
MEDIANA SE DETERMINA COMO SIGUE:
A
+ =
m
m
m
f
cf n
L Me
) 2 / (
SIENDO:
INTERVALO. CADA DE AMPLITUD
MEDIANA. LA CONTIENE QUE INTERVALO DEL FRCCIA.
. DE DEBAJO POR ESTN QUE
INTERVALOS LOS TODOS DE ACUMULADA FRCCIA.
NES. OBSERVACIO DE TOTAL NMERO
MEDIANA. LA
CONTIENE QUE INTERVALO DEL INFERIOR LIMITE
= A
=
=
=
=
m
m
m
m
f
L
cf
n
L
69
EJERCICIO N 2.- DETERMINE LA MEDIANA DEL SIGUIENTE CONJUNTO DE DATOS: 1; 3; 6; 4; 5; 10; 8.
R: Me = 5.
EJERCICIO N 3.- DETERMINE LA MEDIANA DEL SIGUIENTE CONJUNTO DE DATOS: 6; 5; 3; 8; 8; 4. R:
Me = 5,5.
EJERCICIO N 4.- DETERMINE LA MEDIANA DE LA INFORMACIN QUE SE SUMINISTRA EN EL
EJERCICIO N 1. R: Me = 35900 Kms.
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
COMENTARIOS SOBRE LA MEDIA Y LA MEDIANA
MEDIA.- ES LA MEDIDA DE TENDENCIA CENTRAL MS COMNMENTE USADA, PARTICULARMENTE SI
LA DISTRIBUCIN DE LOS DATOS ES SIMTRICA O LIGERAMENTE ASIMTRICA.
SIRVE DE COMN DENOMINADOR PARA COMPARAR DOS GRUPOS DE DATOS.
MEDIANA.- RECOMENDABLE CUANDO LA DISTRIBUCIN ES ASIMTRICA, PUES PARA ESTE CASO
EXISTEN VALORES EXTREMOS QUE AFECTAN ADVERSAMENTE LA MEDIA, MIENTRAS QUE LA
MEDIANA NO CAMBIA.
EJEMPLO.- EN LA SIGUIENTE SECUENCIA DE DATOS ORDENADOS: 12; 13; 14; 15; 16, LA MEDIANA Y
LA MEDIA COINCIDEN (14).
SIN EMBARGO, SI EL PRIMER VALOR FUESE 2, LA MEDIANA SIGUE SIENDO 14, PERO LA MEDIA
AHORA ES 12.
70
LA MODA ES EL VALOR QUE APARECE CON MAYOR FRECUENCIA EN UN CONJUNTO DE DATOS.
NO ES AFECTADA POR LOS VALORES EXTREMOS Y SLO SE USA CON FINES DESCRIPTIVOS.
PUEDE SER QUE UN CONJUNTO DE DATOS NO TENGA MODA, COMO POR EJEMPLO: 12; 16; 18; 20; 26; 32
(NINGN VALOR ES MS REPRESENTATIVO QUE OTRO).
NO DEBE CONFUNDIRSE NO EXISTE MODA CON LA MODA ES CERO; POR EJEMPLO, EN EL SIGUIENTE
CONJUNTO: -5; -3; -2; -2; 0; 0; 0; +1; +3, LA MODA ES CERO.
PUEDE OCURRIR QUE UN CONJUNTO DE DATOS TENGA MS DE UNA MODA: 21; 25; 27; 27; 31; 35; 35
HABRAN DOS MODAS (BIMODAL) QUE SON 27 Y 35 .
MODA
DATOS AGRUPADOS EN CLASES.-
A
|
|
.
|
\
|
+
+ =
2 1
1
d d
d
L M
o
M o
SIENDO:
.
.
.
.
.
.
2
1
INTERVALOS LOS DE AMPLITUD
SIGUE LE
INMDTMTE QUE LA Y MODAL CLASE LA ENTRE IDEM d
PRECEDE LE ENTE INMEDIATAM QUE LA Y MODAL CLASE
LA DE OBSERV DE N EL ENTRE DIFERENCIA d
MODAL CLASE LA DE INFERIOR LMITE L
o
M
= A
=
=
=
EJERCICIO N 5.- DETERMINE LA MODA CON LA INFORMACIN QUE SE LE SUMINISTRA EN EL
EJERCICIO N 1.
71
MODA
MEDIANA
MEDIA
x
f(x)
PARA UNA DISTRIBUCIN ASIMTRICA POSITIVA Y UNIMODAL, DE ESTAS 3 MEDIDAS LA MENOR ES LA
MODA Y LA MAYOR LA MEDIA, ENCONTRNDOSE LA MEDIANA ENTRE ELLAS DOS.
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
RELACIONES ENTRE LA MEDIA, LA MEDIANA Y LA MODA
72
MODA
MEDIANA
MEDIA
x
f(x)
PARA UNA DISTRIBUCIN ASIMTRICA NEGATIVA Y UNIMODAL, DE ESTAS 3 MEDIDAS LA MAYOR ES LA
MODA Y LA MENOR LA MEDIA, ENCON-TRNDOSE LA MEDIANA ENTRE ELLAS DOS.
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
73
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
74
OTRA HERRAMIENTA EST REPRESENTADA POR LAS MEDIDAS DE DISPERSIN, LAS CUALES DESCRIBEN
QU TAN DISPERSOS ESTN LOS DATOS RESPECTO A SU VALOR CENTRAL.
ENTRE ESTAS MEDIDAS CONSIDERAREMOS: RANGO, VARIANZA, DESVIACION ESTANDAR Y COE-
FICIENTE DE VARIACION.
ESTAS MEDIDAS SON MUY TILES EN EL CONTROL ESTADISTICO DE PROCESOS.
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
INTRODUCCIN
ES LA MS SIMPLE DE TODAS LAS MEDIDAS DE DISPERSIN, Y SE DEFINE COMO LA DIFERENCIA ENTRE
LA MAYOR Y LA MENOR DE LAS OBSERVACIONES.
ESTO ES:
m M
X X R =
SIENDO:
RANGO
.
.
.
MENOR N OBSERVACI X
MAYOR N OBSERVACI X
RANGO R
m
M
=
=
=
75
VENTAJA PRINCIPAL: ES MUY FCIL DE CALCULARLO.
DESVENTAJA: NO NOS INDICA NADA ACERCA DE LOS DATOS QUE CAEN ENTRE LAS
OBSERVACIONES MXIMA Y MNIMA.
EL RANGO AUMENTA ( NO CAMBIA) A MEDIDA QUE AUMENTA EL NMERO DE OBSERVACIONES.
SI NO SE TOMA EN CUENTA LA AFIRMACIN ANTERIOR Y SE COMPARAN RANGOS EVALUADOS CON
DIFERENTES NMEROS DE OBSERVACIONES, SE OBTENDRN CONCLUSIONES COMPLETAMENTE
ERRNEAS.
SON LAS MS TILES MEDIDAS DE DISPERSIN.
LA VARIANZA DE UNA MUESTRA ES LA MEDIA ARITMTICA DEL CUA-DRADO DE LAS DESVIACIONES
DE CADA OBSERVACIN INDIVIDUAL CON RESPECTO A LA MEDIA DE STAS.
VARIANZA Y DESVIACIN ESTNDAR
UNIVERSALMENTE SE DENOTA POR:
2
S
PUESTO QUE LAS UNIDADES DE LA VARIANZA SON EL CUADRADO DE LAS UNIDADES DE LA
VARIABLE, SE PREFIERE TRABAJAR CON LA RAZ CUADRADA POSITIVA DE LA VARIANZA, LO CUAL SE
CONOCE CON EL NOMBRE DE LA DESVIACIN ESTNDAR.
1.- DATOS NO AGRUPADOS.-
( )
) 1 ( 1
2
1 1
2
1
2
2
|
.
|
\
|
=
= = =
n n
X X n
n
X X
S
n
i
i
n
i
i
n
i
i
76
SIENDO:
NES. OBSERVACIO DE TOTAL NMERO
NES. OBSERVACIO LAS DE MEDIA
n ...., 2, 1, i PARA ES INDIVIDUAL NES OBSERVACIO
1
=
= =
= =
=
n
n
X
X
X
n
i
i
i
LA DESVIACIN ESTNDAR S SER:
2
S S + =
2.- DATOS AGRUPADOS.-
( )
) 1 ( 1
2
1 1
2
1
2
2
|
|
.
|
\
|
=
= = =
n n
X f X f n
n
X X f
S
k
j
j j
k
j
j j
k
j
j j
SIENDO:
NES. OBSERVACIO DE TOTAL NMERO
NES. OBSERVACIO LAS DE MEDIA
INTERVALO simo - j DEL ABSOLUTA FRECUENCIA
k) ..., 2, 1, (j INTERVALO simo - j DEL MEDIO PUNTO
1
=
= =
=
= =
=
n
n
X f
X
f
X
k
j
j j
j
j
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
77
EJERCICIO N 6.- LOS DATOS MOSTRADOS A CONTINUACIN SE REFIEREN A LA VELOCIDAD EN
Kms./hr. CON QUE SE DESPLAZAN LOS VEHCULOS EN CIERTO PUNTO DE UNA AUTOPISTA. CALCULE
LA VELOCIDAD PROMEDIO Y LA DESVIACIN ESTNDAR.
INTERV.
PTO. MEDIO
(X
j
)
FRCCIA.
(f
j
)
72,5-81,5
77
5
81,5-90,5
86
9
90,5-99,5
95
31
99,5-108,5
104
27
108,5-117,5
113
14
----------
TOTAL
96
R: Xbarra = 97,4; S = 9,9.
78
ALGUNOS COMENTARIOS SOBRE LAS MEDIDAS DE DISPERSIN
EN EL C.E.P. EL RANGO ES UNA MEDIDA DE DISPERSIN MUY USADA POR LO
FCIL Y SENCILLO.
ES RECOMENDABLE SLO PARA MUESTRAS PEQUEAS (n s 10). PARA MUESTRAS MAYORES
DISMINUYE SIGNIFICATIVAMENTE SU EFICIENCIA RESPECTO A LA DESVIACIN ESTNDAR.
LA DESVIACIN ESTNDAR SE USA CUANDO SE DESEA UNA MEDIDA DE DISPERSIN
MS PRECISA. EL NMERO DE OBSERVACIONES DEBE SER MAYOR IGUAL QUE 2 (n > 2).
COEFICIENTE DE VARIACIN
PERMITE COMPARAR LA DISPERSIN ENTRE DOS POBLACIONES DISTIN-TAS O LA VARIACIN ENTRE
DOS VARIABLES DIFERENTES DE UN MISMO PRODUCTO (UNA MISMA POBLACIN), PUDIENDO STAS
TENER UNIDADES DIFERENTES COMO POR EJEMPLO PESO DEL PRODUCTO (GRAMOS) Y
TEMPERATURA ( C) EN UN MOMENTO DETERMINADO.
EL COEFICIENTE DE VARIACIN, EXPRESADO EN PORCENTAJE, DE UN CONJUNTO DE
OBSERVACIONES SE OBTIENE A PARTIR DE LA SIGUIENTE EXPRESIN:
100 =
x
S
CV
SIENDO S LA DESVIACIN ESTNDAR DE LOS DATOS Y LA MEDIA. CUANTO MENOR SEA EL
CV MAS HOMOGNEOS SERAN LOS DATOS.
X
79
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
80
EN EL REA DE C.E.P. FRECUENTEMENTE SE HACE LA SUPOSICIN DE QUE LAS
CARACTERSTICAS DE CALIDAD DE NATURALEZA CONTINUA SIGUEN UNA DISTRIBUCIN NORMAL, LA
CUAL ES SIMTRICA Y NO MUY APUNTADA NI MUY ACHATADA.
EL CALIFICATIVO DE ASIMETRA PUEDE MEDIRSE ATRAVS DE UN NDICE LLAMADO COEFICIENTE DE
ASIMETRA ( DE SESGO).
EL CALIFICATIVO DE APUNTAMIENTO PUEDE MEDIRSE ATRAVS DE UN NDICE LLAMADO
COEFICIENTE DE APUNTAMIENTO ( DE CURTOSIS).
INTRODUCCIN
MEDIDAS DE ASIMETRA SESGO
EL SESGO SE DEFINE COMO E L GRADO DE ASIMETRA DE UNA DISTRI-BUCIN CON RESPECTO A
SU MEDIA Y SE DENOTA POR .
SE DICE QUE LA DISTRIBUCIN ES ASIMTRICA A LA DERECHA (ASIMETRA POSITIVA) CUANDO
TIENE UNA COLA MS LARGA A LA DERECHA DEL MXIMO CENTRAL QUE A LA IZQUIERDA.
3
o
x
f(x)
MODA
(+)
0
3
> o
81
SE DICE QUE LA DISTRIBUCIN ES ASIMTRICA A LA IZQUIERDA (ASIMETRA NEGATIVA) CUANDO
TIENE UNA COLA MS LARGA A LA IZQUIERDA DEL MXIMO CENTRAL QUE A LA DERECHA.
x
f(x)
MODA
()
0
3
< o
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
PARA DISTRIBUCIONES SIMTRICAS TAL COMO LA DISTRIBUCIN NORMAL SE TIENE QUE
. 0
3
= o
82
X
f(x)
VALORES DE MAYORES QUE +1 MENORES QUE 1 IMPLICAN DIS-TRIBUCIONES FUERTEMENTE
ASIMTRICAS.
3
o
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
COMO EL COEFICIENTE DE ASIMETRA ES UN PARMETRO POBLACIONAL DESCONOCIDO, PUEDE
SER ESTIMADO A PARTIR DE UN CONJUNTO DE OBSERVACIONES USANDO LAS SIGUIENTES
EXPRESIONES.
1.- DATOS NO AGRUPADOS.-
3
o
( )
=
N
i
i
S
X X
N
1
3
3
3
1
a
83
SIENDO
( )
NES. OBSERVACIO DE TOTAL NMERO
1
1
2
1
=
=
=
=
=
N
N
X X
S
N
X
X
N
i
i
N
i
i
2.- DATOS AGRUPADOS.-
( )
=
k
j
j j
S
X X f
N
1
3
3
3
1
a
SIENDO
( )
1
NES. OBSERVACIO DE TOTAL NMERO
INTERVALO. simo - j DEL FRECUENCIA
k). ..., 2, 1, (j INTERVALO simo - j DEL MEDIO PTO.
CLASE. DE INTERVALOS DE NMERO
1
2
1
=
=
=
=
= =
=
=
=
N
X X f
S
N
X f
X
N
f
X
k
k
j
j j
k
j
j j
j
j
84
LA CURTOSIS SE REFIERE AL GRADO DE APUNTAMIENTO DE UNA DISTRIBUCIN TOMANDO COMO
REFERENCIA LA DISTRIBUCIN NORMAL.
APUNTAMIENTO RELATIVAMENTE ALTO DISTRIBUCIN LEPTO-CRTICA.
APUNTAMIENTO RELATIVAMENTE BAJO DISTRIBUCIN PLATI-CRTICA.
LA DISTRIBUCIN NORMAL SE DICE QUE ES MESO-CRTICA.
ESTA MEDIDA SE DENOTA FRECUENTEMENTE COMO Y SU ESTIMACIN POR .
4
o
4
a
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
MEDIDA DE APUNTAMIENTO CURTOSIS
1.- DATOS NO AGRUPADOS.-
( )
=
N
i
i
S
X X
N
1
4
4
4
3
1
a
2.- DATOS AGRUPADOS.-
( )
3
1
a
1
4
4
4
=
=
k
j
j j
S
X X f
N
NOTA: EL SIGNIFICADO DE LOS TRMINOS DE LAS ECUACIONES ES EL MISMO QUE SE US PARA
LA ASIMETRA.
85
ASIMETRIA Y CURTOSIS CORREGIDAS (DATOS NO AGRUPADOS)
1.- ASIMETRIA.-
( )
=
N
1 i
3
3
i
3
S
X X
) 2 N )( 1 n (
N
a
2.- CURTOSIS.-
( ) ( )
) 3 N )( 2 N (
1 N
3
S
X X
) 3 N )( 2 N )( 1 N (
) 1 N ( N
a
2 N
1 i
4
4
i
4
+
=
=
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
86
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
87
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
EN EL REA DE C.E.P. ES MUY IMPORTANTE COMPROBAR ESTADSTICA-MENTE SI LA DISTRIBUCIN
NORMAL SE AJUSTA ADECUADAMENTE A UN CONJUNTO DE OBSERVACIONES ASOCIADAS CON
DETERMINADA CARACTERSTICA DE CALIDAD.
PARA REALIZAR TAL COMPROBACIN SE RECURRE A UNA PARTE DE LA ESTADSTICA DENOMINADA
PRUEBAS DE HIPTESIS DE BONDAD DE AJUSTE, ENTRE LAS CUALES PODEMOS MENCIONAR LAS
SIGUIENTES.
INTRODUCCIN
KOLMOGOROV-SMIRNOV
LILLIEFORS
WILK-SHAPIRO
DUNCAN
GEARY
BOWMAN-SHELTON
CHI-CUADRADO
ANDERSON-DARLING
ESPECIALMENTE DISEADAS
PARA NORMALIDAD
SON PRUEBAS MUY POTENTES
ALTA PROBABILIDAD DE RECHAZAR
LA HIPTESIS DE NORMALIDAD
CUANDO REALMENTE ES FALSA
88
Normal es X" " tica Caracters La :
o
H
Normal es NO X" " tica Caracters La :
1
H
SOLUCIN DEL PROBLEMA:
FORMULACIN DEL PROBLEMA:
1.- EVALUAR EL RESPECTIVO ESTADSTICO
MUESTRAL.
2.- COMPARAR EL ESTADSTICO MUESTRAL
CONTRA EL CORRESPONDIENTE VALOR
CRTICO Y TOMAR LA DECISIN.
HOY EN DA LOS SOFTWARES (MINITAB, SPC-PC IV,
STATGRAPHICS) TRABAJAN CON EL p-Value (Valor-p)
Y LO COMPARAN CON EL o SUPUESTO PARA
TOMAR LA DECISIN.
PRUEBA DE KOLMOGOROV-SMIRNOV
DATOS:
CONSISTEN EN UNA MUESTRA ALEATORIA DE n
OBSERVACIONES LAS CUALES DEBEN ORDENARSE DE MENOR
A MAYOR . LOS DATOS PROVIENEN DE UNA POBLACIN CON
FUNCIN DE DISTRIBUCIN F(x) DESCONOCIDA.
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
89
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
HIPTESIS:
Normal es X" " tica Caracters La :
o
H
Normal es NO X" " tica Caracters La :
1
H
PROCEDIMIENTO:
COMPARAR LA DISTRIBUCIN SUPUESTA F*(x)
(NORMAL) CON LA DISTRIBUCIN EMPRICA S(x)
(FRECUENCIA RELATIVA ACUMULADA). SI HAY UNA
DIFERENCIA SIGNIFICATIVA EN LA COMPARACIN,
SE RECHAZA LA HIPTESIS DE NORMALIDAD.
90
PREPARADO POR: I NG. RAFAEL R. GRATEROL V.
) (
) (
x S
x F
-
1
a
2
a
) ( F
i
x
-
) ( S
i
x
) ( S
1 i
x
i
x
1 i
x
) ( F x
-
X
91
ESTADSTICO DE PRUEBA:
1.- PARA CADA Xi SE DETERMINAN S(Xi) Y
F*(Xi).
2.- CALCULAR a1 Y a2 PARA CADA Xi:
) ( ) ( a
1 1 i i
X F X S
-
=
) ( ) ( a
2 i i
X F X S
-
=
3.- SI i = 1, S(Xo) = 0 (NO EXISTE)
4.- DETERMINAR EL VALOR DEL ESTADSTICO
COMO:
( ) " x " los todos ara .........p a ; a .
i 2 1
mx T =
REGLA DE DECISIN: C T > : si H Rechazar
o
C = VALOR CRTICO DETERMINADO DE TABLA
ANEXA EN FUNCIN DE n Y o
ESTA PRUEBA ES DE DOS COLAS Y SE RECOMIENDA PARA LOS CASOS
DE DISTRIBUCIONES CONTINUAS COMPLETAMENTE ESPECIFICADAS
(FORMA Y PARMETROS)
92
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
SOLUCIN.-
Xi Zi F(Xi) S(Xi) a1 a2
4,2 -1,32 0,0394 0,2 0,0934 0,1066
4,7 -0,76 0,2236 0,4 0,0236 0,1764
5,7 0,36 0,6406 0,6 0,2406 0,0406
6,0 0,69 0,7549 0,8 0,1594 0,0451
6,3 1,03 0,8485 1,0 0,0485 0,1515
Normalidad de hiptesis la rechaza se No 563 , 0 2406 , 0 = < = C T
EJEMPLO.-
SE QUIERE PROBAR QUE LAS SIGUIENTES OBSERVACIONES PROVIENEN DE UNA POBLACIN
NORMAL CON MEDIA 5,38 Y DESVIACIN ESTNDAR 0,8927, USANDO UN NIVEL DE SIGNIFICACIN
DEL 5%. DATOS: 6,3; 4,2; 4,7; 6,0; 5,7.
NOTA: EL PROCEDIMIENTO PARA LA PRUEBA DE LILLIEFORS ES EL MISMO. LO UNICO QUE CAMBIA
ES EL VALOR CRTICO, EL CUAL SE DETERMINA A PARTIR DE LA TABLA QUE SE ANEXA A
CONTINUACIN. SE USA PARA PROBAR NORMALIDAD CUANDO LOS PARMETROS NO ESTN
ESPECIFICADOS Y DEBEN SER ESTIMADOS A PARTIR DE LA MUESTRA.
93
94
95
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
ESTA PRUEBA SE BASA EN LA CERCANA A CERO DE LOS COEFICIENTES ESTIMADOS DE ASIMETRA (a
3
) Y
DE CURTOSIS (a
4
).
ESTADSTICO DE PRUEBA
( ) ( )
(
(
+ =
24
6
2
2
CURTOSIS E COEFICIENT ASIMETRA E COEFICIENT
N B
HIPTESIS
. :
. " :"
0 1
0
VERDAD ES NO H H
NORMAL N DISTRIBUCI UNA SIGUE X H
PRUEBA DE BOWMAN-SHELTON
REGLA DE DECISIN
SIENDO VC EL VALOR CRTICO OBTENIDO DE LA SIGUIENTE TABLA, EL CUAL DEPENDE DEL NMERO DE
OBSERVACIONES (N) Y DEL NIVEL DE SIGNIFICACIN o
RECHAZAR LA HIPTESIS NULA Ho SI B > VC
96
FUENTE: ESTADSTICA PARA LOS NEGOCIOS Y LA ECONOMA. POR: PAUL NEWBOLD.
EDITORIAL: PRENTICE HALL. CUARTA EDICIN. 1998.
N 10% 5% N 10% 5%
20 2,13 3,26 200 3,48 4,43
30 2,49 3,71 250 3,54 4,51
40 2,70 3,99 300 3,68 4,60
50 2,90 4,26 400 3,76 4,74
75 3,09 4,27 500 3,91 4,82
100 3,14 4,29 800 4,32 5,46
125 3,31 4,34 INFINITO 4,61 5,99
150 3,43 4,39
EJEMPLO.- UN TOTAL DE 250 MEDICIONES DE CIERTA CARACTERSTICA DE CALIDAD DI COMO
RESULTADOS DE LOS COEFICIENTES DE ASIMETRA Y CURTOSIS, RESPECTIVAMENTE, 0,04033 Y 0,15553.
CON UN NIVEL DE SIGNI-FICACIN DEL 5%, A QU CONCLUSIN LLEGARA UD. CON RESPECTO A LA
HIPTESIS DE NORMALIDAD DE ESTA CARACTERSTICA DE CALIDAD?.
SOLUCIN.-
( ) ( )
) ( 51 , 4
320 , 0
24
15553 , 0
6
04033 , 0
250
2 2
ANTERIOR TABLA VER VC
B
=
=
(
+ =
PUESTO QUE B < VC, SE CONCLUYE QUE NO HAY EVIDENCIAS EN LA MUESTRA PARA RECHAZAR LA
HIPTESIS DE NORMALIDAD.
97
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
98
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
IDENTIFICAMOS EL MEJOR MODELO
(PRUEBA DE HIPTESIS DE BONDAD
DE AJUSTE)
ESTIMAR LOS PARMETROS
(ESTIMACIN DE PARMETROS)
UTILIZANDO
UN PAPEL
PROBABILSTICO
INTRODUCCIN
NORMAL
WEIBULL
LOG-NORMAL
EXPONENCIAL
99
PROCEDIMIENTO GENERAL
ORDENAR LOS DATOS DE MENOR A MAYOR.
ESTIMAR LA FUNCIN DE DISTRIBUCIN ACUMULADA.
SELECCIONAR UN DETERMINADO TIPO DE PAPEL Y
GRAFICAR CADA X vs. F(X).
SI LOS PUNTOS TIENDEN A ESTAR EN UNA MISMA LNEA
RECTA SE INFIERE QUE EL MODELO CORRESPONDE A
ESE TIPO DE PAPEL.
SE TRAZA LA RECTA A OJO.
LUEGO SE ESTIMAN LOS PARMETROS DEL MODELO.
% 100
4 , 0
3 , 0
)% (
*
|
.
|
\
|
+
=
n
j
x F
j
j = posicin en el ordenamiento
ALTO GRADO DE SUBJETIVIDAD
DISTRIBUCIN NORMAL
ANTES DE ENTRAR EN MATERIA CONSIDEREMOS EL SIGUIENTE EJEMPLO
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
EJEMPLO.- UNA CARACTERSTICA DE INTERS DE CIERTO TIPO DE PIN ES SU DIMETRO EXTERNO X,
EL CUAL TIENE UN VALOR NOMINAL DE 12,50 mm Y UNA TOLERANCIA DE 0,05 mm. SE SABE QUE EL
PROCESO EST CENTRADO EN 12,50 mm () CON UNA DISPERSIN (o) DE 0,02 mm. CALCULE:
A) EL % DE PRODUCTO QUE ES SCRAP.
100
B) EL % DE PRODUCTO QUE PUEDE RETRABAJARSE.
C) EL % DE PRODUCTO NO-CONFORME.
D) EL % DE PRODUCTO CONFORME.
SOLUCIN.-
A) EXISTE SCRAP CUANDO X < EI = 12,45:
( )
( ) SCRAP Z P
Z P EI X P p SCRAP
I
% 62 , 0 0062 , 0 ) 50 , 2 ( 50 , 2
02 , 0
50 , 12 45 , 12
02 , 0 ; 50 , 12 :
= u = s =
|
.
|
\
|
s = = = s = o
B) EXISTE RETRABAJO CUANDO X > ES = 12,55:
( )
( ) . % 62 , 0 9938 , 0 1 ) 50 , 2 ( 1 50 , 2
02 , 0
50 , 12 55 , 12
02 , 0 ; 50 , 12 : .
RETRAB Z P
Z P ES X P p RETRAB
S
= u = > =
|
.
|
\
|
> = = = > = o
C) PRODUCTO NO-CONFORME: X < EI X > ES
% 24 , 1 0124 , 0 0062 , 0 0062 , 0 . . = + = + =
S I
p p CONF NO PRD
D) PRODUCTO CONFORME: EI s X s ES
% 76 , 98 9876 , 0 0124 , 0 1 ) ( 1 : . = = +
S I
p p CONFORME PRD
NOTA: LA SIGUIENTE FIGURA ILUSTRA LOS RESULTADOS OBTENIDOS.
101
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
ES=12,55 EI = 12,45
=12,50 X
SCRAP:
0,62%
RETRABAJO:
0,62%
SE OBSERVA EN LOS RESULTADOS ANTERIORES QUE EL % DE SCRAP Y EL % DE RETRABAJO SON
IGUALES.
SORPRENDE ESTE RESULTADO?
ANALICEMOS LA SIGUIENTE FIGURA.
102
ES=12,55 EI = 12,45
=12,50
X
( ) ( )
|
.
|
\
|
u =
|
.
|
\
|
s =
+ = > + + = s =
o o
o o
2
ES EI
2
2
ES - EI
Z 2P
; 2 / ) ES EI ( ES X P ; 2 / ) ES EI ( EI X P p
. min
EJERCICIO 2.- EL DIMETRO EXTERIOR DE CIERTO TIPO DE EJE ES UNA VARIABLE ALEATORIA X QUE
SIGUE UNA DISTRIBUCIN NORMAL, CONO-CINDOSE QUE LA DESVIACIN ESTNDAR DE LA MISMA (o)
ES 0,0304. LAS ESPECIFICACIONES DEL DIMETRO SON
1,50 0,05
A) CALCULE LA PROPORCIN MNIMA DE LA QUE ES CAPAZ ESTE PRO-CESO DE GENERAR
PRODUCTO FUERA DE ESPECIFICACIONES. R): 10%.
B) SE HA FIJADO COMO META REDUCIR LA FRACCIN DEFECTIVA MNIMA ACTUAL A LA MITAD.
DETERMINE CUL DEBE SER LA DESVIACIN ESTNDAR DEL DIMETRO GENERADO POR EL PROCESO
PARA LOGRAR ESE OBJETIVO. R): o- = 0,0255.
103
104
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
X (ESCALA ARITMTICA)
F(x)%
0,01%
99,99%
50,00%
84,13%
+ o
99,99%
0,01
%
100-F(x)%
ESCALA
PROBABILSTICA
o
105
PREPARADO POR: I NG. RAFAEL R. GRATEROL V.
DEBE RECORDARSE QUE PARA UNA DISTRIBUCIN NORMAL, CUALQUIERA QUE SEAN SUS PARMETROS
SIEMPRE SE CUMPLIR QUE:
(50,00%) 50 , 0 ) ( = s X P (84,13%) 8413 , 0 ) ( = + s o X P
EJERCICIO.- PLANTEAR EL MODELO GENERAL CON DOS ECUACIONES Y DOS INCGNITAS.
DE DETERMINADA CARACTERSTICA DE CALIDAD SE HAN REALIZADO 10 MEDICIONES SOBRE 10 UNIDADES
DE PRUEBA, HABINDOSE OBTENIDO LOS SIGUIENTES RESULTADOS, PREVIAMENTE ORDENADOS DE
MENOR A MAYOR: 0,825; 0,829; 0,830; 0,831; 0,833; 0,833; 0,835; 0,835; 0,838; 0,842. SE SABE QUE DI-CHA
CARACTERSTICA TIENE LAS SIGUIENTES ESPECIFICACIONES: EI = 0,830; ES = 0,840.
EJEMPLO
A) USE EL P.P.N. PARA PROBAR QUE LA DISTRIBUCIN SUBYACENTE ES NORMAL; ESTIME LOS
CORRESPONDIENTES PARMETROS (RECTA 1).
B) ESTIME EL % DE PRODUCTO NO-CONFORME.
C) ESTIME EL % MNIMO DE PRODUCTO NO-CONFORME (RECTA 3).
D) SE QUIERE QUE EL % POR DEBAJO DE LA EI SEA 0,01%, CUL DEBE SER EL CENTRADO SI NO
CAMBIA LA DESVIACIN ESTNDAR? (RECTA 2).
E) SI SE QUIERE QUE EL % MNIMO DE PARTES NO-CONFORMES SEA 0,02%, CUL DEBE SER LA
VARIABILIDAD DEL PROCESO? (RECTA 4).
106
SOLUCIN: UNA VEZ ORDENADOS LOS DATOS DE MENOR A MAYOR, SE ESTIMA LA F.D.A.
j 1 2 3 4 5 6 7 8 9 10
Xj 0,825 0,829 0,830 0,831 0,833 0,833 0,835 0,835 0,838 0,842
F(Xj)% 6,7 16,3 26,0 35,6 45,2 54,8 64,4 74,0 83,7 93,3
100
4 , 0
3 , 0
)% ( |
.
|
\
|
+
=
n
j
X F
j
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
107 X (ESCALA ARITMTICA)
F(x)%
0,01%
99,99%
99,99%
0,01
%
100-F(x)%
Recta N 1
EI ES
50%
0,833 0,838
84,13%
27%
8%
108 X (ESCALA ARITMTICA)
F(x)%
0,01%
99,99%
99,99%
0,01
%
100-F(x)%
Recta N 1
Recta N 3
Recta N 2
Recta N 4
EI ES M
50%
109
110
111
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
0015 , 0 )
8465 , 0 )
% 33 % % 5 , 16 % )
% 35 % %; 8 % %; 27 % )
005 , 0 ; 833 , 0 )
2
. min
1 1
=
=
= = =
= = =
= =
-
- -
o
o
e
d
p p p c
p p p b
a
S I
S I
RESPUESTAS
112
PROCEDIMIENTO GRFICO USANDO UN PAPEL ARITMTICO
ORDENAR LOS DATOS DE MENOR A MAYOR.
ESTIMAR LA F.D.A.
A PARTIR DE LA F.D.A. DETERMINAR LOS CORRESPONDIENTES VALORES DE Z USANDO LA
TABLA NORMAL CUALQUIER OTRA FORMA.
GRAFICAR EN UN PAPEL ARITMTICO CADA X CONTRA SU CORRES-PONDIENTE Z.
TRAZAR LA RECTA POR EL MTODO DE MNIMOS CUADRADOS Y DETERMINAR EL ESTIMADO DEL
COEFICIENTE DE CORRELACIN.
COMPARAR EL COEFICIENTE DE CORRELACIN CON EL VALOR CRTICO OBTENIDO DE LA TABLA QUE
SE ANEXA Y TOMAR LA DECISIN ESTADSTICA CORRESPONDIENTE.
RECTA POR MNIMOS CUADRADOS
ECUACIN DE LA RECTA:
bX a Z + =
SIENDO:
=
=
=
=
n
i
i
n
i
i i
X X
Z Z X X
PENDIENTE b
1
2
1
) (
) )( (
X b Z
Origen el en Ordenada a
=
=
= =
=
=
n
i
n
i
i i
n
i
i i
Z Z X X
Z Z X X
R
1 1
2 2
1
) ( ) (
) )( (
COEFICIENTE DE CORRELACIN:
113
PUESTO QUE, POR SIMETRA DE LA DISTRIBUCIN NORMAL:
0 Z 0
1
= =
=
n
i
i
Z
=
=
=
=
n
i
i
n
i
i i
X X
Z X
PENDIENTE b
1
2
1
) (
X b
Origen el en Ordenada a
=
=
ENTONCES LAS ECUACIONES ANTERIORES QUEDAN COMO:
= =
=
=
n
i
n
i
i i
n
i
i i
Z X X
Z X
R
1 1
2 2
1
( ) (
j F(Xj)% X Z
1 6,73 0,825 -1,50
2 16,35 0,829 -0,98
3 25,96 0,83 -0,64
4 35,58 0,831 -0,37
5 45,19 0,833 -0,12
6 54,81 0,833 0,12
7 64,42 0,835 0,37
8 74,04 0,835 0,64
9 83,65 0,838 0,98
10 93,27 0,842 1,50
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
114
Z= 188,5x - 157,04
R
2
= 0,9746
-3,00
-2,00
-1,00
0,00
1,00
2,00
3,00
0,82 0,825 0,83 0,835 0,84 0,845
"X"
"Z"
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
115
=0,05 =0,01
116
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
HACIENDO Z = 0 SE ENCUENTRA EL VALOR DE X CORRESPONDIENTE A :
DEBE RECORDARSE QUE EL INVERSO DE LA PENDIENTE NOS DA EL ESTI-MADO DE LA DESVIACIN
ESTNDAR o:
( ) 833 , 0 ,5 157,04/188 = =
( ) 0053 , 0 5 , 188 / 1 = = o
ESTIMACIN DE
ESTIMACIN DE o
LA DISPERSIN DE LOS PUNTOS EN LAS COLAS TIENDE A SER MS
GRANDE QUE LA OBSERVADA EN LOS PUNTOS CENTRALES, POR LO QUE
LA LINEALIDAD DE LOS PUNTOS CERCANOS A LAS COLAS MUY A MENUDO
PARECE SER MS POBRE QUE LA OBSERVADA EN EL CENTRO DE LA
DISTRIBUCIN
LOS PUNTOS GRAFICADOS SE HAN ORDENADO DE MENOR A MAYOR, POR
LO QUE NO SON ESTADSTICAMENTE INDEPENDIENTES. ESTO HACE QUE
NO TENGAN UN COMPOIRTAMIENTO ALEATORIO RESPECTO A LA LNEA Y
PUEDEN PRESENTAR CORRIDAS POR ENCIMA Y POR DEBAJO DE LA LNEA.
117
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
* EL MODELO ESCOGIDO PARECE ADECUADO
* EL MODELO ES CUESTIONABLE
* EL MODELO ESCOGIDO ES INADECUADO
* CUANDO EN EL GRFICO SE OBSERVA UN
ALEJAMIENTO SISTEMTICO DE UNA LNEA
RECTA, SE PODRA OBTENER ALGUNA
NFORMACIN CON RESPECTO A UN
MODELO MS APROPIADO.
CONCLUSIONES DEL GRFICO:
118
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
F(x)%
X
LOS PUNTOS INFERIORES SON MUY
PEQUEOS
LOS PUNTOS SUPERIORES SON MUY GRANDES
ESTA GRFICA SUGIERE UNA
DISTRIBUCIN LEPTOCRTICA
119
LOS PUNTOS SUPERIORES SON MUY
PEQUEOS
LOS PUNTOS INFERIORES SON MUY
GRANDES
ESTA GRFICA SUGIERE UNA
DISTRIBUCIN PLATICURTICA
F(x)%
X
120
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
F(x)%
X
LOS PUNTOS SUPERIORES SON MUY
GRANDES
LOS PUNTOS INFERIORES SON MUY
GRANDES
ESTA GRFICA SUGIERE UNA
DISTRIBUCIN ASIMTRICA
POSITIVA (LOG-NORMAL,
EXPONENCIAL, ETC.)
121
ALGUNAS ILUSTRACIONES USANDO EL MINITAB
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
122
X
R
O
B
A
B
I
L
I
D
A
D
(
%
)
0,845 0,840 0,835 0,830 0,825 0,820
99
95
90
80
70
60
50
40
30
20
10
5
1
EI=0,83
0
,
8
3
3
1
50
0
,
8
3
7
8
9
84,13
ES=0,84
Mean
0,911
0,8331
StDev 0,004795
N 10
AD 0,167
P-Value
PAPEL PROBABILISTICO NORMAL
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
123
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
0,845 0,840 0,835 0,830 0,825 0,820
99
95
90
80
70
60
50
40
30
20
10
5
1
EI=0,83 ES=0,84
0
,
8
3
25,896
0
,
8
4
92,494
Mean
0,911
0,8331
StDev 0,004795
N 10
AD 0,167
P-Value
PAPEL PROBABILISTICO NORMAL
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
124
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
0,845 0,840 0,835 0,830 0,825 0,820
99
95
90
80
70
60
50
40
30
20
10
5
1
0
,
8
2
5
2
1
5
0
,
8
3
9
2
4
90
Mean
0,911
0,8331
StDev 0,004795
N 10
AD 0,167
P-Value
PAPEL PROBBABILISTICO NORMAL
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
125
x
P
e
r
c
e
n
t
0,845 0,840 0,835 0,830 0,825
99
95
90
80
70
60
50
40
30
20
10
5
1
0
,
8
3
14,853
0
,
8
4
85,147
Mean
>0,250
0,835
StDev 0,004795
N 10
AD 1,000
P-Value
P.P.N.-FRACCION DEFECTIVA MINIMA ACTUAL
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
126
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
0,840 0,838 0,836 0,834 0,832 0,830
99,99
99
95
80
50
20
5
1
0,01 0,01
50
84,13
99,99
0
,
8
2
9
9
8
0
,
8
3
5
0
,
8
3
6
3
5
0
,
8
4
0
0
2
P.P.N.-FRACCION DEFECTIVA MINIMA 0,02%
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
127
X
V
A
L
O
R
E
S
D
E
"
Z
"
0,845 0,840 0,835 0,830 0,825 0,820
2
1
0
-1
-2
Mean
0,911
0,8331
StDev 0,004795
N 10
AD 0,167
P-Value
PRUEBA NORMALIDAD
PAPEL ARITMETICO
128
X
Z
0,8425 0,8400 0,8375 0,8350 0,8325 0,8300 0,8275 0,8250
2
1
0
-1
-2
EI=0,83 ES=0,84
PRUEBA NORMALIDAD-PAPEL ARITMETICO
Z = - 156,9 + 188,3 X
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
129
Regression Analysis: Z versus X
The regression equation is
Z = - 156,9 + 188,3 X
Predictor Coef SE Coef T P
Constant -156,873 9,077 -17,28 0,000
X 188,30 10,90 17,28 0,000
S = 0,156719 R-Sq = 97,4% R-Sq (adj) = 97,1%
Analysis of Variance
Source DF SS MS F P
Regression 1 7,3360 7,3360 298,69 0,000
Residual Error 8 0,1965 0,0246
Total 9 7,5325
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
130
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
130 120 110 100 90 80 70
99,9
99
95
90
80
70
60
50
40
30
20
10
5
1
0,1
Mean
>0,150
100,3
StDev 9,180
N 100
KS 0,058
P-Value
PRUEBA DE NORMALIDAD
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
131
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
20 18 16 14 12 10 8 6
99,9
99
95
90
80
70
60
50
40
30
20
10
5
1
0,1
Mean
0,030
12,87
StDev 1,801
N 100
KS 0,097
P-Value
DISTRIBUCION UNIFORME (PLATICRTICA) EN UN P.P.N.
(100 VALORES UNIFORMES EN EL INTERVALO 10-16)
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
132
X
P
R
O
B
A
B
I
L
I
D
A
D
(
%
)
3000 2000 1000 0 -1000
99,9
99
95
90
80
70
60
50
40
30
20
10
5
1
0,1
Mean
<0,010
517,5
StDev 484,1
N 100
KS 0,157
P-Value
DIST. EXPONENCIAL (ASIMETRICA POSITIVA) EN UN P.P.N.
(100 VALORES EXPONENCIALES CON MEDIA 500)
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
133
COMENTAR FIGURAS
Data
P
e
r
c
e
n
t
140 130 120 110 100 90 80 70
99
95
90
80
70
60
50
40
30
20
10
5
1
EI=80 ES=120
Mean
0.450
118.1 9.932 100 0.287 0.614
99.93 5.085 100 0.367
StDev
0.425
N AD P
98.42 9.304 100 0.356
Variable
PROC.1
PROC.2
PROC.3
Probability Plot of PROC.1, PROC.2, PROC.3
Normal
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
134
F
r
e
q
u
e
n
c
y
120 112 104 96 88 80
20
15
10
5
0
80 120
140 130 120 110 100 90 80
20
15
10
5
0
80 120
120.0 112.5 105.0 97.5 90.0 82.5
20
15
10
5
0
80 120
PROC.1 PROC.2
PROC.3
Histogram of PROC.1, PROC.2, PROC.3
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
135
D
a
t
a
PROC.3 PROC.2 PROC.1
140
130
120
110
100
90
80
120
80
Boxplot of PROC.1, PROC.2, PROC.3
PREPARADO POR: ING. RAFAEL R. GRATEROL V.
136 ING. RAFAEL R. GRATEROL V.
137
ING. RAFAEL R. GRATEROL V.
LA PALABRA CALIDAD SIGNIFICA LA CAPACIDAD QUE TIENE UN PRODUCTO O SERVICIO PARA SATISFACER
LAS EXIGENCIAS Y EXPECTATIVAS DEL CLIENTE.
TALES EXIGENCIAS PUEDEN SER EXTERNAS INTERNAS.
LAS EXIGENCIAS EXTERNAS SE REFIEREN A LO QUE ESPERAN DEL PRO-DUCTO SERVICIO LOS
CLIENTES EXTERNOS (USUARIOS FINALES).
LAS EXIGENCIAS INTERNAS SE REFIEREN A LOS REQUERIMIENTOS QUE LOS DEPARTAMENTOS DE LA
EMPRESA ESTABLECEN PARA S MISMO Y ENTRE ELLOS.
QU SIGNIFICA CALIDAD?
CALIDAD APTITUD PARA EL USO
LA PALABRA CALIDAD HA SIDO UTILIZADA PARA DESCRIBIR CUALQUIER COSA: DESDE LAS
HABITACIONES DE UN HOTEL 5 ESTRELLAS HASTA LOS CARROS USADOS.
CUANDO UNA PALABRA SE MENCIONA MUY A MENUDO, A VECES PIERDE SU SIGNIFICADO ORIGINAL.
CALIDAD ES MS QUE UNA PALABRA: ES UNA HERRAMIENTA PARA COMPETIR EN UN MUNDO
CAMBIANTE.
FUENTE: C.Q.E. PRIMER de BILL WORTMAN, 1997.
138
FUENTE: IMPLANTAR Y GESTIONAR LA CALIDAD TOTAL. POR: A . BERNILLON / O. CERUTTI.
139 ING. RAFAEL R. GRATEROL V.
EN PROMEDIO, POR CADA 10 RECLAMOS QUE SON RESUELTOS, 3 CLIENTES NUNCA MS ADQUIRIRN EL
MISMO PRODUCTO, SI TIENEN UNA ALTERNATIVA.
FUENTE: M. JAMES HARRINGTON, MIEMBRO DEL COMIT DE COSTOS DE LA ASQ.
PARMETROS QUE CARACTERIZAN LA CALIDAD
ESTOS PARMETROS SON CIERTOS INDICADORES DE DISTINTOS ASPECTOS RELATIVOS A LA CALIDAD,
SIENDO LOS MS IMPORTANTES Y REPRESEN-TATIVOS LOS SIGUIENTES:
CALIDAD DE DISEO.
CALIDAD DE CONCORDANCIA.
CALIDAD DE SERVICIO.
CONFIABILIDAD.
140
BOMBILLO MARCA
B
BOMBILLO MARCA A
COMPARACION DE LAS CURVAS DE CONFIABILIDAD DE DOS TIPOS DE BOMBILLOS
141 ING. RAFAEL R. GRATEROL V.
LA CALIDAD DE UN PRODUCTO PUEDE SER MEDIDA ATRAVS DE UN GRUPO DE PROPIEDADES
DENOMINADO CARACTERSTICAS DE CALIDAD, LAS CUALES DESCRIBEN LA APTITUD PARA EL USO
DE DICHO PRODUCTO.
ESTAS CARACTERSTICAS DE CALIDAD SE CLASIFICAN EN DOS TIPOS:
LAS QUE SON MEDIDAS SOBRE UNA ESCALA CONTINUA.
LAS QUE SE DISTINGUEN POR LA PRESENCIA O AUSENCIA DE CUALIDADES, LAS
CUALES PERMITEN EMITIR JUICIOS COMO ACEPTADO / NO ACEPTADO, PASA / NO PASA, SEGN QUE LOS
ARTCULOS SATISFAGAN O NO CIERTOS REQUERIMIENTOS.
CARACTERSTICAS DE CALIDAD
ATRIBUTO: UN ATRIBUTO ES UNA PROPIEDAD (EXTERNA) QUE PUEDE O NO POSEER UN PRODUCTO DE
ACUERDO A LOS REQUERIMIENTOS DE CALIDAD ESTABLECIDOS.
CARACTERSTICAS POR ATRIBUTOS
HAY DOS TIPOS DE ATRIBUTOS:
CUANDO NO ES POSIBLE REALIZAR MEDICIONES SOBRE UNA ESCALA CONTINUA. POR
EJEMPLO: IDENTIFICACIN DE UN COLOR, PARTES FALTANTES, ETC.
CUANDO LAS MEDICIONES PUEDEN REALIZARSE SOBRE UNA ESCALA CONTINUA, PERO NO
SE HACEN POR RAZONES DE TIEMPO O ECONMICAS. POR EJEMPLO: UN DIMETRO EXTERNO
PUEDE SER MEDIDO CON UN CALIBRADOR, PERO TAL VEZ SEA MS CONVENIENTE USAR UNA PLAN-
TILLA (CALIBRE) PASA / NO PASA (GO / NO GO).
142
ES EL ALEJAMIENTO DE UNA CARACTERSTICA DE CALIDAD DE CIERTO NIVEL DESEADO (ESPECIFICACIN).
PUESTO QUE UNA UNIDAD DE PRODUCTO PUEDE TENER MUCHAS CARACTERSTICAS, PUEDE
ENTONCES TENER MUCHAS NO-CONFORMIDADES.
SE REFIERE A UNA UNIDAD COMPLETA, Y SE DICE QUE STA ES NO-CONFORME CUANDO TIENE AL
MENOS UNA NO-CONFORMIDAD.
EL TRMINO DEFECTO EST RELACIONADO CON EL NIVEL DE SATISFAC-CIN QUE SE LOGRE CON
EL USO DE LA UNIDAD, Y ES APROPIADO CUANDO LA EVALUACIN ES EN TRMINOS DE USO. EN
ESTE CASO SE HABLAR DE UNIDADES DEFECTUOSAS.
NOCONFORMIDAD
NOCONFORME
DEFECTO Y DEFECTUOSA
CRITERIOS PARA LA NOCONFORMIDAD
EL MAYOR OBSTCULO QUE SE PRESENTA EN EL MANEJO DE DATOS CORRESPONDIENTES A
CARACTERSTICAS POR ATRIBUTOS CONSISTE EN LA OBTENCIN DE UNA INFORMACIN OBJETIVA.
MEDIR LA CONFORMIDAD ES CASI SIEMPRE EL RESULTADO DE LA EXPRE-SIN DE UN JUICIO, EL
CUAL NO SLO PUEDE VARIAR ENTRE UNA PERSONA Y OTRA, SINO QUE TAMBIN VARA CON EL
TIEMPO EN LO QUE RESPECTA A UNA MISMA PERSONA.
A FIN DE MINIMIZAR ESTAS VARIACIONES EN EL JUICIO, LAS CUALES AUMENTAN ARTIFICIALMENTE LA
DISPERSIN DE LA CARACTERSTICA OBSERVADA, SE RECOMIENDA DEFINIR CON PRECISIN,
CONJUNTAMENTE CON LOS CLIENTES, LOS CRITERIOS DE CONFORMIDAD .
143
144
145
EJERCICIO.- A CONTINUACIN SE DAN 5 PIEZAS PRODUCIDAS POR CIERTO PROCESO, SIENDO X, Y Y Z
3 CARACTERSTICAS DE CALIDAD DE ESE PRODUCTO. CADA CARACTERSTICA MARCADA CON UN
ASTERISCO (*) INDICA UNA NO CONFORMIDAD. DETERMINE: A) N DE PIEZAS NO-CONFORMES; B) N DE
NO-CONFORMIDADES; C) PROMEDIO DE NO-CONFORMIDADES POR PIEZA; D) % DE PRODUCTO NO-
CONFORME.
X
Z
Y*
X*
Z
Y
X
Z
Y
X*
Z*
Y
X
Z
Y
146
ING. RAFAEL R. GRATEROL V.
147
ESTOS TRMINOS SE USAN CON MUCHA FRECUENCIA EN FORMA INDIFE-RENTE. DE ACUERDO CON EL
GLOSARIO DE LA ASQ (AMERICAN SOCIETY FOR QUALITY) AMBOS TRMINOS SE DEFINEN EN NICO
APARTE COMO:
AQUELLOS LMIITES QUE DEFINEN LAS FRONTERAS DE CONFORMIDAD PARA UNA UNIDAD INDIVIDUAL
GENERADA POR UNA OPERACIN DE MANUFACTURA.
ING. RAFAEL R. GRATEROL V.
SIN EMBARGO, EL GLOSARIO SUGIERE QUE LAS TOLERANCIAS SE REFIERAN SOLAMENTE A
MEDICIONES FSICAS, MIENTRAS QUE LAS ESPE-CIFICACIONES SE REFIERAN A TODAS LAS
CARACTERSTICAS, INCLUYENDO LAS MEDICIONES FSICAS, ES DECIR, QUE LAS TOLERANCIAS
ESTN INCLUDAS EN LAS ESPECIFICACIONES.
EN EL PRESENTE CURSO CUANDO HABLEMOS DE ESPECIFICACIONES NOS ESTAREMOS REFIRIENDO
A MEDICIONES FSICAS DE UNA CARACTERS- TICA DE CALIDAD EN PARTICULAR.
LOS LMITES PUEDEN SER DE TIPO BILATERAL (UN LMITE SUPERIOR Y UNO INFERIOR) DE TIPO
UNILATERAL (UNO SUPERIOR UNO INFERIOR).
LMITE INFERIOR DE ESPECIFICACIN: ES UN LMITE QUE DEFINE LA FRONTERA INFERIOR DE
CONFORMIDAD PARA UNA UNIDAD INDIVIDUAL.
LMITE SUPERIOR DE ESPECIFICACIN: ES UN LMITE QUE DEFINE LA FRONTERA SUPERIOR DE
CONFORMIDAD PARA UNA UNIDAD INDIVIDUAL.
EJEMPLO 1.- LAS SIGUIENTES CARACTERSTICAS DE CALIDAD EXHIBEN UN SOLO LMITE DE
ESPECIFICACIN, EL INFERIOR:
148
A) LA RESISTENCIA MNIMA A LA ROTURA DE UN TIPO DE VIGA.
B) LA DURACIN MNIMA DE UN TIPO DE CAUCHO ES DE 50.000 Kms.
EJEMPLO 2.- LAS SIGUIENTES CARACTERSTICAS DE CALIDAD EXHIBEN UN SOLO LMITE DE
ESPECIFICACIN, EL SUPERIOR:
A) EL PESO DE CIERTO PAQUETE DE ALIMENTO NO DEBE EXCEDER 200 Gr..
B) LA TEMPERATURA MXIMA QUE SOPORTA CIERTA TUBERA DE PLSTICO ES DE
90C.
EN EL CURSO SE USAR EL TRMINO TOLERANCIA COMO LA CANTIDAD QUE HAY QUE AGREGAR Y /
QUITAR A UN VALOR NOMINAL.
ESTO ES:
TOLERANCIA NOMINAL VALOR LIE
TOLERANCIA NOMINAL VALOR LSE
=
+ =
TOLERANCIA NOMINAL VALOR
O TAMBIN:
TOLERANCIA EI - ES =
MUCHA BIBLIOGRAFA EXPRESA LAS ESPECIFICACIONES COMO:
DE MANERA QUE EL RECORRIDO DE LAS ESPECIFICACIONES SER:
ANCIA (1/2)TOLER NOMINAL VALOR
You might also like
- Carpeta de Recuperacion de Matematica 5to Secundaria IE 1003 Ccesa007Document67 pagesCarpeta de Recuperacion de Matematica 5to Secundaria IE 1003 Ccesa007Demetrio Ccesa RaymeNo ratings yet
- MEDIDAS DE TENDENCIA CENTRALDocument7 pagesMEDIDAS DE TENDENCIA CENTRALAnthony Zeta50% (4)
- Prueba de Medidas de Dispersion 1Document4 pagesPrueba de Medidas de Dispersion 1Gonzalo Matias Eberhard Lopez100% (4)
- Laboratorio-Taller de Métodos y Técnicas Cuantitativas para Ciencias Sociales.Document13 pagesLaboratorio-Taller de Métodos y Técnicas Cuantitativas para Ciencias Sociales.Neri David MartinezNo ratings yet
- EDA #1-Mate 4° AñoDocument8 pagesEDA #1-Mate 4° AñoGrecia Carolina Montenegro VallesNo ratings yet
- Matriz de Desempeños 1ero SecundariaDocument4 pagesMatriz de Desempeños 1ero SecundariaMANUEL ROMERO100% (1)
- Excelente DMAICDocument41 pagesExcelente DMAICJavier GonzalezNo ratings yet
- Sur Insurgent eDocument76 pagesSur Insurgent eCarlos Alberto SilvestriNo ratings yet
- Pago 5ta Cuota SeguroDocument1 pagePago 5ta Cuota SeguroCarlos Alberto SilvestriNo ratings yet
- Pago Luz JunioDocument1 pagePago Luz JunioCarlos Alberto SilvestriNo ratings yet
- Pago de Servicios - CANTV - MayoDocument1 pagePago de Servicios - CANTV - MayoCarlos Alberto SilvestriNo ratings yet
- Nuevo Documento de Microsoft WordDocument2 pagesNuevo Documento de Microsoft WordCarlos Alberto SilvestriNo ratings yet
- Sap 2000Document2 pagesSap 2000Carlos Alberto SilvestriNo ratings yet
- Programa de Cursos 2013Document1 pagePrograma de Cursos 2013Carlos Alberto SilvestriNo ratings yet
- Análisis Físico-Matemático de MoliendaDocument6 pagesAnálisis Físico-Matemático de MoliendaLula CaprielNo ratings yet
- Control de InventariosDocument38 pagesControl de InventariosSAUL ESTUARDO CARRILLO MEZANo ratings yet
- Modulo Tercera UnidadDocument6 pagesModulo Tercera UnidadAdolfo SantamaríaNo ratings yet
- CardenasMendez Christian M17S4PIDocument17 pagesCardenasMendez Christian M17S4PIMartha IvethNo ratings yet
- DCEIT EM PT Santiago ToledoDocument92 pagesDCEIT EM PT Santiago Toledoedu_antNo ratings yet
- Sesión 6 Estadística PDFDocument4 pagesSesión 6 Estadística PDFEric Martinez CastilloNo ratings yet
- Taller de Estadistica para Grado Decimo NDocument4 pagesTaller de Estadistica para Grado Decimo NMateo AceroNo ratings yet
- Primera Evaluación Taller IDocument14 pagesPrimera Evaluación Taller Iel BartoNo ratings yet
- Representación y análisis de datos estadísticosDocument15 pagesRepresentación y análisis de datos estadísticosmiguel angelNo ratings yet
- Auto Ev 2Document6 pagesAuto Ev 2fertagarNo ratings yet
- 8 MedidasEstadisticasDocument12 pages8 MedidasEstadisticasJuan Pablo Valencia LondoñoNo ratings yet
- Medidas de Dispersion - ClasesDocument11 pagesMedidas de Dispersion - ClasesYulisa RoaNo ratings yet
- Lec Medidas de Tendencia Central Ejercicios ResueltosDocument15 pagesLec Medidas de Tendencia Central Ejercicios Resueltosdanielvalle10No ratings yet
- Ricardo Jean Paco Perez: (Código 20203355)Document133 pagesRicardo Jean Paco Perez: (Código 20203355)Jordan Paco PerezNo ratings yet
- Matemáticas 1° de secundariaDocument6 pagesMatemáticas 1° de secundariaabuelo canosoNo ratings yet
- Probabilidad y EstadisticaDocument27 pagesProbabilidad y EstadisticaManuel Lopez PerezNo ratings yet
- MedtencentralDocument7 pagesMedtencentraleyravaughanNo ratings yet
- Cuadernillo Proyecto 11Document20 pagesCuadernillo Proyecto 11Miguel Ramón RazoNo ratings yet
- Medidas centrales y posiciónDocument24 pagesMedidas centrales y posiciónLucía CuadradoNo ratings yet
- Estadistica Tema 2Document6 pagesEstadistica Tema 2lina marcelaNo ratings yet
- Estadisitica - Trabajo en GrupoDocument3 pagesEstadisitica - Trabajo en Grupocamy teranNo ratings yet
- Examen Parcial I Probabilidad y EstadisticasDocument2 pagesExamen Parcial I Probabilidad y EstadisticasEdison AndresNo ratings yet
- Bloque IiDocument23 pagesBloque IiMinervaHernandezSalazarNo ratings yet
- 1ER Grado - Ficha1.2trim. - Medidas de Tendencia CentralDocument9 pages1ER Grado - Ficha1.2trim. - Medidas de Tendencia CentralJesús enrique Maldonado floresNo ratings yet