You might also like
- Programmation de Commande NumériqueDocument13 pagesProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- Programmation CNCDocument39 pagesProgrammation CNCwalidnasri0% (2)
- Programmation Parametree Et Structuree2Document9 pagesProgrammation Parametree Et Structuree2Brahim SalemNo ratings yet
- CN TournageDocument21 pagesCN TournageAbdellah El BarkanyNo ratings yet
- Cours2 GPA664 CodeGDocument53 pagesCours2 GPA664 CodeGbouzidislim100% (1)
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDONo ratings yet
- Compte Rendu FCNDocument11 pagesCompte Rendu FCNYassineNo ratings yet
- Detection des collisions dans les jeux video 2D: avec C#5, WPF et Visual Studio 2013From EverandDetection des collisions dans les jeux video 2D: avec C#5, WPF et Visual Studio 2013No ratings yet
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DFrom EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DNo ratings yet
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesFrom EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesNo ratings yet
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونNo ratings yet
- Chapitre 02 - Syst+ - Me FAODocument12 pagesChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiNo ratings yet
- 01 Programmmation CNCDocument113 pages01 Programmmation CNCAmeni KhaledNo ratings yet
- Conception, Fabrication, Assistées Par OrdinateurDocument14 pagesConception, Fabrication, Assistées Par OrdinateurMohamedAyoubNo ratings yet
- Chapitre 3 Programmation Iso PDFDocument17 pagesChapitre 3 Programmation Iso PDFMohamedAyoub0% (1)
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiNo ratings yet
- Cfao C PDFDocument4 pagesCfao C PDFLahcen BoudjemaaNo ratings yet
- Fabrication Assiste Par Ordinateur PDFDocument2 pagesFabrication Assiste Par Ordinateur PDFJosh100% (2)
- Programme Formation Mastercam Mai2016Document4 pagesProgramme Formation Mastercam Mai2016Mounir Frija0% (1)
- Chapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dDocument15 pagesChapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dKhalid TamiNo ratings yet
- Fabrication Assistée Par OrdinateurDocument40 pagesFabrication Assistée Par OrdinateurhelmimannaiNo ratings yet
- TP Comande NumériqueDocument15 pagesTP Comande NumériqueYoussef RafikiNo ratings yet
- TD2 Correction CFAO1Document7 pagesTD2 Correction CFAO1Sheikh Al-shoteriNo ratings yet
- TP TournageDocument3 pagesTP TournageHajar Oumnas100% (1)
- Chapitre 003 Programmation Des MocnDocument125 pagesChapitre 003 Programmation Des MocnsiniorNo ratings yet
- Machine-Outil Commande NumeriqueDocument4 pagesMachine-Outil Commande NumeriqueRayan BenachourNo ratings yet
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 pagesEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriNo ratings yet
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.From EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.No ratings yet
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaNo ratings yet
- Exercice Sur La Programmation Iso G90-CorrigeDocument1 pageExercice Sur La Programmation Iso G90-CorrigekhocineNo ratings yet
- Exposé GibbsCam TournageDocument49 pagesExposé GibbsCam Tournagefree bolNo ratings yet
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsFrom EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsNo ratings yet
- TP CN1Document17 pagesTP CN1Naoufel FARESNo ratings yet
- Cours CAO Chapitre12Document45 pagesCours CAO Chapitre12yasmine ben ahmedNo ratings yet
- DIDACTICIEL GibbsCAM TOURNAGEDocument23 pagesDIDACTICIEL GibbsCAM TOURNAGESamir2020No ratings yet
- Commande NumériqueDocument7 pagesCommande NumériqueMohamed KerrouNo ratings yet
- TD FaoDocument3 pagesTD FaoAmer ChaffaiNo ratings yet
- CC TR 2010 2011Document2 pagesCC TR 2010 2011Soulaiman AndahmouNo ratings yet
- 11 Langage ISO, ProgrammationDocument15 pages11 Langage ISO, ProgrammationKld MntNo ratings yet
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018No ratings yet
- Haas Notice 17Document31 pagesHaas Notice 17Usi redNo ratings yet
- Programmation Dun Centre Dusinage CNDocument73 pagesProgrammation Dun Centre Dusinage CNSamir2020No ratings yet
- Polycopie Cours FaoDocument63 pagesPolycopie Cours FaoDick Man0% (1)
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDocument12 pagesCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelNo ratings yet
- Examen Fao 20211Document5 pagesExamen Fao 20211Amer ChaffaiNo ratings yet
- CFAO Cours 1 Et 2Document40 pagesCFAO Cours 1 Et 2Mohammed Elhabib Zellal100% (2)
- Chapitre 4 FAO Fraisage EtudiantDocument56 pagesChapitre 4 FAO Fraisage Etudiantchaabene ayoubNo ratings yet
- Codes ISODocument3 pagesCodes ISOChokri AtefNo ratings yet
- Compte Rendu Du TP TCNDocument13 pagesCompte Rendu Du TP TCNJaoui RachidNo ratings yet
- Cours Production Chap 3 Programmation 2020Document20 pagesCours Production Chap 3 Programmation 2020hamza fargaliNo ratings yet
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- CNC HeidenhainDocument487 pagesCNC HeidenhainRachid RachidoNo ratings yet
- TP3 V2Tournage Avec Mastercam X5Document13 pagesTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Cours CNCDocument59 pagesCours CNCAyman Mark100% (1)
- Tournage Commande NumériqueDocument9 pagesTournage Commande NumériqueYassine ĐesTrôỷỹ100% (1)
- 2 Mesure Des Efforts de CoupeDocument16 pages2 Mesure Des Efforts de CoupeKali AbdennourNo ratings yet
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALINo ratings yet
- Fabrication Des Pieces Simple en TournageDocument73 pagesFabrication Des Pieces Simple en Tournagesarre mamoudouNo ratings yet
- Auto-Formation Mastercam Solids 2018Document118 pagesAuto-Formation Mastercam Solids 2018Anis Ziani100% (1)
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiNo ratings yet
- The Cuban Missile CrisisDocument8 pagesThe Cuban Missile Crisismilan.bodis523No ratings yet
- Cahier D Exercices Ile Aux Mots 8hDocument88 pagesCahier D Exercices Ile Aux Mots 8hCizNo ratings yet
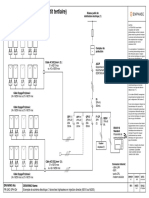
- 3 Branches Triphasées en Injection Directe M215 Ou M250Document1 page3 Branches Triphasées en Injection Directe M215 Ou M250MbgardNo ratings yet
- ALIZE LCPC MU v1.5 FR PDFDocument116 pagesALIZE LCPC MU v1.5 FR PDFSoumana Abdou100% (1)
- TP2Document4 pagesTP2Youssef Don RajawiNo ratings yet
- Arval - Cofrastra 40Document16 pagesArval - Cofrastra 40helder.fradeNo ratings yet
- Format Eur FrancaiseDocument1 pageFormat Eur FrancaiseAdnan NandaNo ratings yet
- Depliant ELM MasterDocument3 pagesDepliant ELM MasterYazid AbouchihabeddineNo ratings yet
- Mesure de Compression Moteur Vers FinaleDocument46 pagesMesure de Compression Moteur Vers FinaleRaouf HarzallahNo ratings yet
- AnnexeDocument168 pagesAnnexeMoez AliNo ratings yet
- RSE & EthiqueDocument6 pagesRSE & Ethiquealemor2369No ratings yet
- Analyse D'une Situation de Communication en TaDocument2 pagesAnalyse D'une Situation de Communication en Taroger martin bassong batiigNo ratings yet
- 3 Partie Caractéristiques Des LubrifiantDocument32 pages3 Partie Caractéristiques Des Lubrifiantsamir belamriNo ratings yet
- Memoire Inj Messaoud BENZOUAIDocument168 pagesMemoire Inj Messaoud BENZOUAIManong ShegueyNo ratings yet
- Exposé MDE Et Énergie RenouvelablesDocument12 pagesExposé MDE Et Énergie Renouvelablesromain fokamNo ratings yet
- Af Sen GaeDocument42 pagesAf Sen GaeعبداللهبنزنوNo ratings yet
- Observons:: Nature Du Complément Circonstanciel de TempsDocument2 pagesObservons:: Nature Du Complément Circonstanciel de TempsMehdi YMNo ratings yet
- Exercice D'application Optique VDocument1 pageExercice D'application Optique VARDALAn MohamedNo ratings yet
- Racines Carrees BaseDocument8 pagesRacines Carrees Basejulien9562No ratings yet
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDocument28 pagesCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegNo ratings yet
- Controle Et Suivi Chantier RoutierhjhDocument14 pagesControle Et Suivi Chantier Routierhjhعثمان البريشيNo ratings yet
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDocument28 pagesCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàNo ratings yet
- Les Étapes de Formation Des Roches SédimentaireDocument2 pagesLes Étapes de Formation Des Roches Sédimentairehamada2002No ratings yet
- Jadwal Genap 2223-2Document2 pagesJadwal Genap 2223-2nowo benyNo ratings yet
- TFE Gustave KISHATU MWAMBA Version Finale-1Document112 pagesTFE Gustave KISHATU MWAMBA Version Finale-1gustave kishatu100% (2)
- Chapitre 1 LES OUTILS MATHEMATIQUESDocument9 pagesChapitre 1 LES OUTILS MATHEMATIQUESa.ddNo ratings yet
- Introduction À La RobotiqueDocument19 pagesIntroduction À La RobotiqueRazzougui SarahNo ratings yet
- Marry Your Daughter Sheet - 1Document2 pagesMarry Your Daughter Sheet - 1Nurendung ZuliantoNo ratings yet
- Tube VentouriDocument10 pagesTube VentouriMohammed BoulbairNo ratings yet