You might also like
- Treasures PDFDocument26 pagesTreasures PDFElmanydia Smith100% (5)
- Checklist For Const Building Supervisors PDFDocument84 pagesChecklist For Const Building Supervisors PDFMiky Tema100% (4)
- Welding ManualDocument32 pagesWelding ManualHammondMachineNo ratings yet
- ButterflyDocument6 pagesButterflysachin2010No ratings yet
- Complete Guide ToDocument21 pagesComplete Guide ToDHOBO100% (1)
- Building 4.6/5.4L Ford Horsepower on the DynoFrom EverandBuilding 4.6/5.4L Ford Horsepower on the DynoRating: 5 out of 5 stars5/5 (1)
- Laterite StoneDocument38 pagesLaterite StoneRaghu Thyagaraj100% (3)
- PistolsHandbook12 10 15Document157 pagesPistolsHandbook12 10 15SanelaBožičkovićNo ratings yet
- Blueprint Reading NAVEDTRA 14040 1994Document200 pagesBlueprint Reading NAVEDTRA 14040 1994dawnk31297% (39)
- EIM CodeDocument1 pageEIM CodeRayan AlfredNo ratings yet
- CNC Machine ToolsDocument137 pagesCNC Machine ToolsDr_M_Soliman88% (8)
- Ansi Bolting Chart 1/2" To 4": Nominal Pipe SizeDocument8 pagesAnsi Bolting Chart 1/2" To 4": Nominal Pipe SizeUNESNo ratings yet
- Stud bolt length chartDocument1 pageStud bolt length chartRyan Goh Chuang HongNo ratings yet
- Flocon Flange Tables GuideDocument5 pagesFlocon Flange Tables GuideAngel AngeleyeNo ratings yet
- Duplex Stainless Steel SAF 2304, 2205, SAF 2507Document12 pagesDuplex Stainless Steel SAF 2304, 2205, SAF 2507Anonymous skBAwexNo ratings yet
- Bolt Stud Dimensions For FlangesDocument1 pageBolt Stud Dimensions For FlangesMULAYAM SINGH YADAVNo ratings yet
- Controlled Bolt Tightening ChecklistDocument10 pagesControlled Bolt Tightening Checklistanjangandak2932No ratings yet
- Table of Ampacities For Wire Sizes, Conversion of AWG To Metric Sizes and Number of Conductors in A ConduitDocument20 pagesTable of Ampacities For Wire Sizes, Conversion of AWG To Metric Sizes and Number of Conductors in A ConduitJay Sunga Villan0% (1)
- Cabezal WorkoverDocument1 pageCabezal WorkoverJonathan AguirreNo ratings yet
- GP Tool Joint Dimensional ValueDocument3 pagesGP Tool Joint Dimensional ValuecalamarejoNo ratings yet
- Plumbing Review: DAY 1: 29 May 2016 Danilo V. RavinaDocument93 pagesPlumbing Review: DAY 1: 29 May 2016 Danilo V. Ravinajurhym doteNo ratings yet
- Stud Bolt Length For Upload PDFDocument1 pageStud Bolt Length For Upload PDFDiego Martínez FernándezNo ratings yet
- GP Tool Joint Dimensional Value PDFDocument2 pagesGP Tool Joint Dimensional Value PDFamerNo ratings yet
- Code of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7From EverandCode of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7No ratings yet
- Mechanics of Composite Materials - 2017 PDFDocument2 pagesMechanics of Composite Materials - 2017 PDFJAGANNATH PRASADNo ratings yet
- Stud bolt length chartDocument1 pageStud bolt length chartTharindu JeewanaNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationsunitkghoshNo ratings yet
- Fast Reference: CompressorDocument8 pagesFast Reference: CompressorJUNFERNNo ratings yet
- NT, NSHD, NB & DV End-Suction Centrifugal Pumps To En733 (Din 24255)Document28 pagesNT, NSHD, NB & DV End-Suction Centrifugal Pumps To En733 (Din 24255)jorgeNo ratings yet
- Flange Dimension ChartDocument10 pagesFlange Dimension ChartSalvador TelloNo ratings yet
- 56 3260Document188 pages56 3260Abdul RachmanNo ratings yet
- 56 3260Document188 pages56 3260Abdul RachmanNo ratings yet
- Stud Bolt LengthDocument1 pageStud Bolt LengthSanthosh100% (1)
- Certification 3g Dan 4g Aws d1Document12 pagesCertification 3g Dan 4g Aws d1AvebFrederiksenNo ratings yet
- Rotary Seal Design GuideDocument434 pagesRotary Seal Design GuideBhargav Suvagiya100% (3)
- Bolt ChartDocument1 pageBolt ChartNaveen TripuraneniNo ratings yet
- ELEVATOR AND DRILL COLLAR BORE CHART DIMENSIONSDocument5 pagesELEVATOR AND DRILL COLLAR BORE CHART DIMENSIONSMauro Lozano100% (1)
- Group 6: 10K High Pressure Fittings Tubing Nipples AdaptorsDocument26 pagesGroup 6: 10K High Pressure Fittings Tubing Nipples AdaptorskarthikNo ratings yet
- UFC Agency-Specific DocsDocument10 pagesUFC Agency-Specific DocsrsadibNo ratings yet
- Series G4000-FDA Specification SheetDocument2 pagesSeries G4000-FDA Specification SheetWattsNo ratings yet
- 6 - Stud Bolt & Ring Joint MeasurementDocument2 pages6 - Stud Bolt & Ring Joint MeasurementErin JohnsonNo ratings yet
- Elevator Bore ChartsDocument5 pagesElevator Bore ChartsjolualNo ratings yet
- Series VL Air Cylinders For Valve Actuation: Catalog HY08-0947-1/NA April, 2004Document12 pagesSeries VL Air Cylinders For Valve Actuation: Catalog HY08-0947-1/NA April, 2004Anthony Saavedra AbarulloNo ratings yet
- Commercial ComponentsDocument0 pagesCommercial ComponentsChevronelleNo ratings yet
- RFQ 2Document21 pagesRFQ 2Jay VanpariaNo ratings yet
- Flange Bolt ChartsDocument1 pageFlange Bolt ChartsQUAMAR ALAM100% (1)
- Cooper Bearing - PartsDocument20 pagesCooper Bearing - PartsAndrei Krivda100% (1)
- Tyco Flange Tech DetailsDocument0 pagesTyco Flange Tech DetailsRajesh KanalaNo ratings yet
- Catalogo Anillos GrantDocument62 pagesCatalogo Anillos GrantOrlando SilvaNo ratings yet
- Flange Bolt Sizing ChartDocument2 pagesFlange Bolt Sizing ChartRICARDO RUEDANo ratings yet
- ANSI B16.1 Flanged CatalogDocument20 pagesANSI B16.1 Flanged Catalogjdsa123No ratings yet
- Regulador Pilotado Mod. GP2000Document2 pagesRegulador Pilotado Mod. GP2000vanguevNo ratings yet
- Catalogue 2014Document20 pagesCatalogue 2014Nasser Haroub100% (1)
- Type Inserts With Hole: WNMG 08 04 04-FHDocument4 pagesType Inserts With Hole: WNMG 08 04 04-FHTungstenCarbideNo ratings yet
- Stud Bolt Length For Upload PDFDocument1 pageStud Bolt Length For Upload PDFvishnu300022No ratings yet
- Stud bolt length chartDocument1 pageStud bolt length chartPat AuffretNo ratings yet
- Stud Bolt Length For UploadDocument1 pageStud Bolt Length For UploadDan PastorNo ratings yet
- Stainless Steel U-Bolts for PipesDocument1 pageStainless Steel U-Bolts for PipessrupeshlecNo ratings yet
- March Pump Manual 7 Plastic 0155 0046 1000 Rev32Document2 pagesMarch Pump Manual 7 Plastic 0155 0046 1000 Rev32Asima Jaya TamaNo ratings yet
- Recommended Bolt Lengths Data: Wafer LUG HDocument1 pageRecommended Bolt Lengths Data: Wafer LUG Hshashikanth79No ratings yet
- A Pi Ring Joint Flange DataDocument2 pagesA Pi Ring Joint Flange DataSusin LimNo ratings yet
- Ricambi CSA TankDocument20 pagesRicambi CSA TankАлексей ГалайдинNo ratings yet
- Kennedy ShaveDocument2 pagesKennedy ShavesitaNo ratings yet
- A FDJ 927534567Document14 pagesA FDJ 927534567icsNo ratings yet
- Bombas L0242Document2 pagesBombas L0242Neo ZaoNo ratings yet
- Capscrew Markings and Torqure ValuesDocument4 pagesCapscrew Markings and Torqure ValuesNaing Min HtunNo ratings yet
- High Quality Cast Iron Flanged WheelsDocument2 pagesHigh Quality Cast Iron Flanged WheelsvishvasNo ratings yet
- Catalogo de GusanosDocument33 pagesCatalogo de GusanosPedro JuradoNo ratings yet
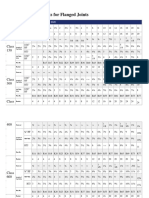
- Number & Size of Bolts For Flanged Joints: Class 150Document3 pagesNumber & Size of Bolts For Flanged Joints: Class 150Sidney RiveraNo ratings yet
- ANSI Flanges B16.5: Number and Size of Studs and Ring GasketsDocument1 pageANSI Flanges B16.5: Number and Size of Studs and Ring GasketsJon SmithNo ratings yet
- 06 635Document8 pages06 635Fernando SabinoNo ratings yet
- 10.flange Bolts, STD TeesDocument7 pages10.flange Bolts, STD TeesNIRMAL SINGHNo ratings yet
- P08-1021-I-MN-1044 Rev 1 Simark - Flanged Turbine ManualDocument12 pagesP08-1021-I-MN-1044 Rev 1 Simark - Flanged Turbine ManualrehanNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- January February March AprilDocument1 pageJanuary February March AprilMunirah AliNo ratings yet
- Adult Protective Services: Louisiana Department of Health and Hospitals Office of Aging and Adult ServicesDocument21 pagesAdult Protective Services: Louisiana Department of Health and Hospitals Office of Aging and Adult ServicesHammondMachineNo ratings yet
- USA AS300 Instruction-6.6 0 (CG)Document28 pagesUSA AS300 Instruction-6.6 0 (CG)HammondMachineNo ratings yet
- Steel Weight2Document1 pageSteel Weight2Ahmed Bilal SiddiquiNo ratings yet
- 2018 Farmers Almanac SpecialDocument8 pages2018 Farmers Almanac SpecialHammondMachineNo ratings yet
- Troy Bilt Mustang 50Document80 pagesTroy Bilt Mustang 50HammondMachineNo ratings yet
- Single Zone LCD Operation Manual 17590Document14 pagesSingle Zone LCD Operation Manual 17590HammondMachineNo ratings yet
- Sump SharkDocument12 pagesSump SharkHammondMachineNo ratings yet
- Smokin Cajun Grill ManualDocument14 pagesSmokin Cajun Grill ManualHammondMachineNo ratings yet
- Guide 7 Home CanDocument13 pagesGuide 7 Home CanHammondMachineNo ratings yet
- Social Faux Pas: Kids and Puppies and Dominance: by Jennifer SobieDocument20 pagesSocial Faux Pas: Kids and Puppies and Dominance: by Jennifer SobieHammondMachineNo ratings yet
- OTS Installation GuideDocument47 pagesOTS Installation GuideMARSILFERNo ratings yet
- Hustler Z Super Z Owner's ManualDocument45 pagesHustler Z Super Z Owner's ManualHammondMachine0% (1)
- Saw Cutting ChartDocument4 pagesSaw Cutting ChartHammondMachineNo ratings yet
- Color Code ChartDocument14 pagesColor Code ChartManoj Kumar100% (1)
- Pennsylvania Steel Color Codes Cold Finished Bars: Red/white Red/white Red/white Red/whiteDocument2 pagesPennsylvania Steel Color Codes Cold Finished Bars: Red/white Red/white Red/white Red/whiteHammondMachineNo ratings yet
- Gator Xuv SpecsDocument2 pagesGator Xuv SpecsHammondMachineNo ratings yet
- Flex A Seal Sms SB RB SsDocument8 pagesFlex A Seal Sms SB RB SsHammondMachineNo ratings yet
- Fleetwood2005 PR FDocument20 pagesFleetwood2005 PR FHammondMachine100% (2)
- Tavistock BrochureDocument140 pagesTavistock BrochureCreepersBKNo ratings yet
- Snag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionDocument10 pagesSnag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionriyasudheenmhNo ratings yet
- Standards For RehabilitationDocument55 pagesStandards For RehabilitationJuan Carlos Ryan ValdezNo ratings yet
- BBMP WT PH 2Document363 pagesBBMP WT PH 2Praveen PrakashNo ratings yet
- 1 Kanal Boundary Wall Est v2 (20150602)Document1 page1 Kanal Boundary Wall Est v2 (20150602)Farhat DurraniNo ratings yet
- PengaruhPenambahanSeratPolypropylenepadaKuat PDFDocument10 pagesPengaruhPenambahanSeratPolypropylenepadaKuat PDFNick YogaNo ratings yet
- Bending and Folding Machine DifferenceDocument1 pageBending and Folding Machine DifferenceabdiNo ratings yet
- Development of Cu-Cr Alloy For Wear Resistance ApplicationDocument27 pagesDevelopment of Cu-Cr Alloy For Wear Resistance Applicationraghavendrajoshi87No ratings yet
- Product and Engineering Manual: 4.7 Existing Building Tie-In DetailsDocument22 pagesProduct and Engineering Manual: 4.7 Existing Building Tie-In DetailsgvgbabuNo ratings yet
- IMOA Shop Sheet 104Document2 pagesIMOA Shop Sheet 104tomasinkaNo ratings yet
- Determining The Time of Setting of Portland CementDocument3 pagesDetermining The Time of Setting of Portland CementRizette PaloganNo ratings yet
- Bug Holes in PrecastDocument5 pagesBug Holes in PrecastMichel DaoustNo ratings yet
- FW and FSWDocument8 pagesFW and FSWKural AmudhanNo ratings yet
- Nafufill KM 250Document2 pagesNafufill KM 250Richard AmoahNo ratings yet
- EFFECTS OF COMMON ALLOYING ELEMENTS IN ALUMINIUM AND STEELDocument4 pagesEFFECTS OF COMMON ALLOYING ELEMENTS IN ALUMINIUM AND STEELamber2211No ratings yet
- Roof Terracing: Construction and Materials-Iii (Rar - 302)Document24 pagesRoof Terracing: Construction and Materials-Iii (Rar - 302)jashndeep100% (1)
- CBSE Class 3 EVS Practice WorksheetDocument2 pagesCBSE Class 3 EVS Practice WorksheetHEMANIDHI GUPTANo ratings yet
- Pickling Paste 101Document2 pagesPickling Paste 101George BogdanNo ratings yet
- Quantity Estimation of Building Basic Health UnitDocument30 pagesQuantity Estimation of Building Basic Health UnitWintun73No ratings yet
- PWD CSRDocument210 pagesPWD CSRRakesh Paraliya100% (2)
- ELASTIC GRINDING TOOLS FOR MATTING, DEBURRING, EFFECT GRINDING, FINE GRINDING AND POLISHINGDocument26 pagesELASTIC GRINDING TOOLS FOR MATTING, DEBURRING, EFFECT GRINDING, FINE GRINDING AND POLISHINGLakshmananan NagarajanNo ratings yet
- Mascrete LH - FinalDocument12 pagesMascrete LH - FinalOng Tai BoonNo ratings yet
- Engineering Utilities 2Document8 pagesEngineering Utilities 2Vanissa MontillaNo ratings yet