You might also like
- Abb Vs Cost Sheet ExceptionDocument4 pagesAbb Vs Cost Sheet ExceptionVIBHAVNo ratings yet
- 15 YearsDocument14 pages15 YearsVIBHAVNo ratings yet
- Ogn Ops Perf 002Document12 pagesOgn Ops Perf 002VIBHAVNo ratings yet
- Maintain turbine plant feed systemsDocument21 pagesMaintain turbine plant feed systemsVIBHAV100% (1)
- Ogn Ops Mech 014Document5 pagesOgn Ops Mech 014VIBHAVNo ratings yet
- Ogn Ops Mech 026Document12 pagesOgn Ops Mech 026VIBHAVNo ratings yet
- Ogn Ops Mech 023Document6 pagesOgn Ops Mech 023VIBHAVNo ratings yet
- Od Ops Mech 004Document6 pagesOd Ops Mech 004VIBHAVNo ratings yet
- Ogn Ops Mech 017Document4 pagesOgn Ops Mech 017VIBHAVNo ratings yet
- Report - DF - DT Relay Setting With AnnexDocument37 pagesReport - DF - DT Relay Setting With AnnexVIBHAVNo ratings yet
- Od Ops Syst 001Document5 pagesOd Ops Syst 001VIBHAVNo ratings yet
- Sim MMSD 19.04.14Document24 pagesSim MMSD 19.04.14VIBHAVNo ratings yet
- Od Ops Mech 007Document14 pagesOd Ops Mech 007VIBHAVNo ratings yet
- Ogn Ops Mech 003Document40 pagesOgn Ops Mech 003VIBHAV100% (2)
- Zohflashrepc GT1BDocument3 pagesZohflashrepc GT1BVIBHAVNo ratings yet
- Od Ops Mech 007Document14 pagesOd Ops Mech 007VIBHAVNo ratings yet
- OH matrix analysis and scoringDocument3 pagesOH matrix analysis and scoringVIBHAVNo ratings yet
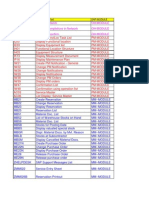
- List of TCodes in SAPDocument15 pagesList of TCodes in SAPVIBHAV67% (3)
- OH matrix analysis and scoringDocument3 pagesOH matrix analysis and scoringVIBHAVNo ratings yet
- Sap Kws GT 1b R&M Oh Report 10jul13Document3 pagesSap Kws GT 1b R&M Oh Report 10jul13VIBHAVNo ratings yet
- Outage Manager Training DgpsDocument1 pageOutage Manager Training DgpsVIBHAVNo ratings yet
- Overhauling Flash Report: Kawas Overhaul For Fy 2013-14Document2 pagesOverhauling Flash Report: Kawas Overhaul For Fy 2013-14VIBHAVNo ratings yet
- Starting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitDocument5 pagesStarting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitVIBHAVNo ratings yet
- Performance of Mill Xrp-803Document4 pagesPerformance of Mill Xrp-803VIBHAVNo ratings yet
- Final Turbine MeetDocument12 pagesFinal Turbine MeetVIBHAVNo ratings yet
- Detailed Report From FranceDocument17 pagesDetailed Report From FranceVIBHAVNo ratings yet
- A 144Document2 pagesA 144VIBHAVNo ratings yet
- A 149 High Ecc ChecklistDocument3 pagesA 149 High Ecc ChecklistVIBHAVNo ratings yet
- A 148Document2 pagesA 148VIBHAVNo ratings yet
- The Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellDocument11 pagesThe Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellVIBHAVNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Forensic Identification (TJ)Document38 pagesForensic Identification (TJ)RezaNo ratings yet
- Ch10 LectureDocument53 pagesCh10 LectureaikatNo ratings yet
- SC Drivers & MetricsDocument27 pagesSC Drivers & MetricsHaris KhanNo ratings yet
- Books of DreamsDocument359 pagesBooks of DreamsJennifer LarsonNo ratings yet
- New Microsoft Office Word DocumentDocument6 pagesNew Microsoft Office Word Documentkhengarsadiya99No ratings yet
- AutoCAD 2013 Fundamental ACU Exam SyllabusDocument1 pageAutoCAD 2013 Fundamental ACU Exam SyllabusSuprapto ToNo ratings yet
- AHS System Objectives and CharacteristicsDocument36 pagesAHS System Objectives and CharacteristicsAkash TaradaleNo ratings yet
- HB-1163-002-1095823-HB Genomic DNA 0615 WWDocument72 pagesHB-1163-002-1095823-HB Genomic DNA 0615 WWtùng lâm lêNo ratings yet
- IPasolink EX Full Outdoor 70 80GHzDocument2 pagesIPasolink EX Full Outdoor 70 80GHzIbrahim MaihoubNo ratings yet
- Solid Works Aerofoil GuideDocument3 pagesSolid Works Aerofoil GuideMuhammad JawadNo ratings yet
- Eves, Howard, (BF) Great Moments in Mathematics Before 1650Document283 pagesEves, Howard, (BF) Great Moments in Mathematics Before 1650Federico100% (1)
- Math 3Eng-T Engineering Data Analysis Problem Set #4 Due Date: Sep 24, 2020 (12 NN) Justin M. Marquez BET-Automotive General InstructionsDocument5 pagesMath 3Eng-T Engineering Data Analysis Problem Set #4 Due Date: Sep 24, 2020 (12 NN) Justin M. Marquez BET-Automotive General InstructionsDeniell Joyce MarquezNo ratings yet
- 0 - Chrysler A833Document5 pages0 - Chrysler A833João GabrielNo ratings yet
- Spring 2019 Journal WebDocument28 pagesSpring 2019 Journal WebCarlos Jose Prada RangelNo ratings yet
- Element Cube, Create A Superhero. Color The Periodic TableDocument6 pagesElement Cube, Create A Superhero. Color The Periodic Tableah5600100% (1)
- Distant Horizons (SSC11-IV-1)Document12 pagesDistant Horizons (SSC11-IV-1)Morgado_JsNo ratings yet
- StationsDocument172 pagesStationsJuan Pablo Reina MontañezNo ratings yet
- LWUA PrimerDocument5 pagesLWUA Primeralbinoski20053388No ratings yet
- Zero Full Line Catalog 112255 PDFDocument128 pagesZero Full Line Catalog 112255 PDFvikrampatel1986100% (1)
- Data Sheet Compact SwitchesDocument17 pagesData Sheet Compact SwitchesSufyan KazimNo ratings yet
- Aptitude Probability Concepts and FormulasDocument4 pagesAptitude Probability Concepts and FormulasSamuel DebebeNo ratings yet
- Darin Surka 2008Document89 pagesDarin Surka 2008elisaNo ratings yet
- LTOD-1Document2 pagesLTOD-1Abdul RafaeNo ratings yet
- MA 201 (Part II) Partial Differential Equations Solutions to Tutorial ProblemsDocument3 pagesMA 201 (Part II) Partial Differential Equations Solutions to Tutorial Problemstechnical PranoyNo ratings yet
- Writing Practice Super Kids 1Document98 pagesWriting Practice Super Kids 1Mai NguyễnNo ratings yet
- History 6Sem621History English HistoryandCulDocument207 pagesHistory 6Sem621History English HistoryandCul12nakulNo ratings yet
- Peripheral IV Cannulation SOPDocument4 pagesPeripheral IV Cannulation SOPKian PrakashNo ratings yet
- 23 ZTE RAN Sharing Solution 200908Document21 pages23 ZTE RAN Sharing Solution 200908Daniel SeungKyu KimNo ratings yet
- Analog Module Simatic S7-400Document12 pagesAnalog Module Simatic S7-400taufiq4923No ratings yet
- High School Physics Rutherford Atom Lesson 27Document4 pagesHigh School Physics Rutherford Atom Lesson 27John JohnsonNo ratings yet