You might also like
- Analisis Proses Pembentukan LogamDocument62 pagesAnalisis Proses Pembentukan LogamRio_Freeze100% (1)
- Makalah Die CastingDocument9 pagesMakalah Die CastingTegar Kukuh Ahmad Julfikar100% (2)
- Galvanisasi Kel 5Document38 pagesGalvanisasi Kel 5nadya zulfaniNo ratings yet
- Bab Iv OawDocument22 pagesBab Iv Oawdaniel bearNo ratings yet
- Analisa Mikrostruktur Tembaga Dan Besi Alloy Dengan An Dan Tanpa AnDocument6 pagesAnalisa Mikrostruktur Tembaga Dan Besi Alloy Dengan An Dan Tanpa AnAnwaril MubasirohNo ratings yet
- JURNALDocument11 pagesJURNALWin BuanNo ratings yet
- Komposisi Besi CorDocument41 pagesKomposisi Besi CorAdi Wahyu Mancunian ArzantoNo ratings yet
- Makalah Pengujian KekerasanDocument25 pagesMakalah Pengujian KekerasanKhaerull MaysandiNo ratings yet
- Paper Tambahan Semi Solid CastingDocument3 pagesPaper Tambahan Semi Solid CastingDewi Lestari Natalia Marpaung100% (2)
- Pemurnian Baja Di Electric Arc FurnaceDocument6 pagesPemurnian Baja Di Electric Arc FurnaceMuhammad AbdurrahmanNo ratings yet
- Pelapisan LogamDocument28 pagesPelapisan LogamTika Siti Kartikatul Qomariyah100% (1)
- Modul SKP 1Document118 pagesModul SKP 1Dhafinrizkyr009No ratings yet
- Kesimpulan Materi Metal CastingDocument2 pagesKesimpulan Materi Metal CastingFulgentiussagalaNo ratings yet
- Metalurgi SerbukDocument12 pagesMetalurgi SerbukPulo SamosirNo ratings yet
- Laporan Praktikum Karakterisasi Material Galih Senopati 1706990376Document8 pagesLaporan Praktikum Karakterisasi Material Galih Senopati 1706990376Galih SenopatiNo ratings yet
- Makalah Metalurgi SerbukDocument15 pagesMakalah Metalurgi SerbukMontelaNo ratings yet
- Proses Pack Karburizing AISI 1018Document9 pagesProses Pack Karburizing AISI 1018Dwi Muhammad PamungkasNo ratings yet
- BAB II Makalah CoatingDocument13 pagesBAB II Makalah CoatingMirnawati DewiNo ratings yet
- Plaster Mold CastingDocument8 pagesPlaster Mold Castingchandra jemyNo ratings yet
- Analisa Kekersan Dan Struktur Mikro Baja Aisi 1020 Terhadap Perlakuan Carburizing Dengan Arang Batok Kelapa MuslihDocument10 pagesAnalisa Kekersan Dan Struktur Mikro Baja Aisi 1020 Terhadap Perlakuan Carburizing Dengan Arang Batok Kelapa MuslihSaut Halomoan Lubis STNo ratings yet
- Laporan Praktikum Metal HardeningDocument28 pagesLaporan Praktikum Metal HardeningWira100% (1)
- Laporan Awal MetalografiDocument26 pagesLaporan Awal Metalografirinandityo2508No ratings yet
- Makalah Bahan Logam 1Document18 pagesMakalah Bahan Logam 1Aurina WillyNo ratings yet
- (MA) - 28 - PS - Aditya Rahman - 3334190060Document43 pages(MA) - 28 - PS - Aditya Rahman - 3334190060ADITYA RAHMANNo ratings yet
- Diagram FasaDocument5 pagesDiagram FasaAditya Hasmi NurrezaNo ratings yet
- Laporan Kerja Praktek Revisi Hadi 3Document55 pagesLaporan Kerja Praktek Revisi Hadi 3rizaNo ratings yet
- Logam Ferro Dan Non FerroDocument28 pagesLogam Ferro Dan Non FerroVeZ xNo ratings yet
- Revisi PROSES TAHAPAN PlatingDocument2 pagesRevisi PROSES TAHAPAN PlatingMhd AliamanNo ratings yet
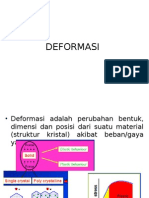
- Pertemuan III Deformasi PlastisDocument35 pagesPertemuan III Deformasi PlastisAdi Hans PoerbaNo ratings yet
- AerogellDocument19 pagesAerogellfistara lesti rahmafitriaNo ratings yet
- Penyambungan Plastik KompositDocument45 pagesPenyambungan Plastik KompositAmelia Virgiyani Sofyan100% (1)
- Makalah Sistem Manufaktur "DIE CASTING"Document11 pagesMakalah Sistem Manufaktur "DIE CASTING"Muhammad FadilNo ratings yet
- Laporan Praktikum MetalografiDocument37 pagesLaporan Praktikum MetalografiARIEFA SALSABILA SUWANDYNo ratings yet
- AnodizinggrayminiumDocument40 pagesAnodizinggrayminiumJonas Lodewyk HutapeaNo ratings yet
- Prinsip Dasar Sistem Proteksi KatodikDocument6 pagesPrinsip Dasar Sistem Proteksi KatodikRiyan AfrizalNo ratings yet
- Materi Diagram Fasa PB SNDocument7 pagesMateri Diagram Fasa PB SNAkang Derry WardhanaNo ratings yet
- Spesifikasi Geometris Azis-YusrilDocument12 pagesSpesifikasi Geometris Azis-YusrilAzis SanjayaNo ratings yet
- Makalah Powder Metalurgi SerbukDocument11 pagesMakalah Powder Metalurgi SerbukmaxsNo ratings yet
- Pengaruh Karbon EkivalenDocument6 pagesPengaruh Karbon EkivalenGhintink JenndtNo ratings yet
- Proses Pengerjaan Panas Logam Dan Pengerjaan Dingin LogamDocument12 pagesProses Pengerjaan Panas Logam Dan Pengerjaan Dingin Logamakbr7 barbar7No ratings yet
- Tugas II Thermoset Dan ThermoplastikDocument21 pagesTugas II Thermoset Dan ThermoplastikKamli NgalamNo ratings yet
- Besi TuangDocument7 pagesBesi TuangReza MahendraNo ratings yet
- Juan Patrick (1406606682) - Wear Resistant Casting Steel DefectDocument8 pagesJuan Patrick (1406606682) - Wear Resistant Casting Steel DefectJuan Patrick Napitupulu100% (1)
- v1213 Analisis Cacat Coran Logam Besi Pada Produk Screw Di Industri Pengecoran LogamDocument7 pagesv1213 Analisis Cacat Coran Logam Besi Pada Produk Screw Di Industri Pengecoran LogamNopan MuhammadNo ratings yet
- Material Teknik Crank CaseDocument19 pagesMaterial Teknik Crank CaseGatot Pamungkas50% (2)
- Sub Zero TreatmentDocument6 pagesSub Zero Treatmentliza mulyadianaNo ratings yet
- Sekilas Tentang KorosiDocument18 pagesSekilas Tentang KorosiWisnu WidiartoNo ratings yet
- Pertanyaan DiskusiDocument2 pagesPertanyaan DiskusiMutiawalia PutriNo ratings yet
- Laporan Uji TarikDocument12 pagesLaporan Uji TarikDhidik 近江 KiraNo ratings yet
- Makalah Solid State WeldingDocument24 pagesMakalah Solid State WeldingSeptian Setia GunansyahNo ratings yet
- Makalah Teknologi Bahan - Baja ST 42 - Kelompok 4 - Kelas BDocument6 pagesMakalah Teknologi Bahan - Baja ST 42 - Kelompok 4 - Kelas BFadilla AzhariNo ratings yet
- Pengaruh Temperatur Tuang Dan Ketebalan Cor Terhadap Fluiditas ADC 12Document5 pagesPengaruh Temperatur Tuang Dan Ketebalan Cor Terhadap Fluiditas ADC 12dedymasnurNo ratings yet
- High Pressure Die Casting Defects and Simulation ProcessDocument14 pagesHigh Pressure Die Casting Defects and Simulation ProcessRahajeng Putri Prameswari100% (1)
- Laporan Akhir Pengecoran - Yusuf Bayu Aji - 17Document8 pagesLaporan Akhir Pengecoran - Yusuf Bayu Aji - 17Yusuf Bayu AjiNo ratings yet
- Hands1pengecoran LogamDocument41 pagesHands1pengecoran LogamJohn RamboNo ratings yet
- Desain Die CastingDocument5 pagesDesain Die CastingdimassswijayaNo ratings yet
- Diana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDocument4 pagesDiana Fitria - Design Product & Casting Quality - Teknik Pengecoran LogamDiana FitriaNo ratings yet
- Direct Squezee CastingDocument7 pagesDirect Squezee CastingPamUngkas KristNo ratings yet
- Draft AsliDocument43 pagesDraft AsliCalvin Alfian SoemantriNo ratings yet
- Bab IDocument9 pagesBab Ipudyas9656No ratings yet