You might also like
- Computational Methods for Process SimulationFrom EverandComputational Methods for Process SimulationRating: 3 out of 5 stars3/5 (1)
- Exp FinalDocument4 pagesExp Finalhugo mendozaNo ratings yet
- Development of An Artificial Neural Network Model For Predicting Minimum Miscibility Pressure in CO2 FloodingDocument21 pagesDevelopment of An Artificial Neural Network Model For Predicting Minimum Miscibility Pressure in CO2 Floodingmsmsoft90No ratings yet
- SPE 136126 Realising Opportunities Using Integrated Production Modelling in Occidental of Sultanate of OmanDocument19 pagesSPE 136126 Realising Opportunities Using Integrated Production Modelling in Occidental of Sultanate of OmanMahfoud AMMOURNo ratings yet
- Application of Roms To Aeroengines Health Monitoring: April 2019Document20 pagesApplication of Roms To Aeroengines Health Monitoring: April 2019tadele10No ratings yet
- Engine CalibrationDocument8 pagesEngine CalibrationbiopoweredNo ratings yet
- Integrated Test Systems With Hot Gas Generator For The Development of Turbocharger ApplicationsDocument7 pagesIntegrated Test Systems With Hot Gas Generator For The Development of Turbocharger ApplicationsravigobiNo ratings yet
- JPST - Volume 2 - Issue 1 - Pages 16-26Document14 pagesJPST - Volume 2 - Issue 1 - Pages 16-26Sahand NekoeianNo ratings yet
- The New Prediction of The Minimum MiscibleDocument3 pagesThe New Prediction of The Minimum MisciblejalilarabdohesaranNo ratings yet
- Spe 146968 MSDocument12 pagesSpe 146968 MSJosé TimanáNo ratings yet
- CORDIS Project 283216 FRDocument4 pagesCORDIS Project 283216 FRBoris Van CyrulnikNo ratings yet
- Bioler House OptimizationDocument6 pagesBioler House OptimizationChetan JhaNo ratings yet
- Dissertation Tukkies!!!!!!!! PDFDocument114 pagesDissertation Tukkies!!!!!!!! PDFhachanNo ratings yet
- Model-Based Methods For The Calibration of Modern Internal Combustion EnginesDocument6 pagesModel-Based Methods For The Calibration of Modern Internal Combustion Enginesmatchoo2No ratings yet
- Computer Simulation of Compression Ignition Engine Through MATLABDocument17 pagesComputer Simulation of Compression Ignition Engine Through MATLABiaetsdiaetsdNo ratings yet
- Power Plant Simulator For OperatorsDocument2 pagesPower Plant Simulator For Operatorsalbert100% (1)
- Mcp401 Report 3 Team 2dDocument16 pagesMcp401 Report 3 Team 2dRakesh SharmaNo ratings yet
- A New, Fast Parallel Simulated Annealing Algorithm For Reservoir CharacterizationDocument11 pagesA New, Fast Parallel Simulated Annealing Algorithm For Reservoir CharacterizationMartik MartikianNo ratings yet
- Gas Reservoir Engineering Application ToolkitDocument20 pagesGas Reservoir Engineering Application Toolkitnishant41288100% (1)
- 3D Model of Fuel Tank For System Simulation (En)Document78 pages3D Model of Fuel Tank For System Simulation (En)BeaNo ratings yet
- Thesis Combustion CFDDocument8 pagesThesis Combustion CFDjenniferjonesbatonrouge100% (2)
- IMechE MFBDocument7 pagesIMechE MFBwilsonmecaNo ratings yet
- PanizzoloTerrin Federico Tesi PDFDocument112 pagesPanizzoloTerrin Federico Tesi PDFbalajiNo ratings yet
- SPE-160924-MS - To Develop The Optimum Field Development Plan For Condensate Well Using IPMDocument12 pagesSPE-160924-MS - To Develop The Optimum Field Development Plan For Condensate Well Using IPMHafiz AsyrafNo ratings yet
- 2-Stage Turbocharging PDFDocument16 pages2-Stage Turbocharging PDFnicolasNo ratings yet
- SPE-194250-MS Optimized Coiled TubingDocument16 pagesSPE-194250-MS Optimized Coiled TubingbarcristianNo ratings yet
- SPE-182704-MS - A Novel IPR Calculation Technique To Reduce Oscillations in Time-Lagged Network-Reservoir Coupled Modeling Using Analytical Scaling and Fast Marching Method PDFDocument12 pagesSPE-182704-MS - A Novel IPR Calculation Technique To Reduce Oscillations in Time-Lagged Network-Reservoir Coupled Modeling Using Analytical Scaling and Fast Marching Method PDFDenis GontarevNo ratings yet
- Kelman EPRI Paper 2005Document17 pagesKelman EPRI Paper 2005Karan TripathiNo ratings yet
- Williams - Oxygen ApplicationsDocument41 pagesWilliams - Oxygen ApplicationsCristian TorrezNo ratings yet
- Multi Reference Model Predictive EGR Valve Control F - 2012 - IFAC Proceedings VDocument8 pagesMulti Reference Model Predictive EGR Valve Control F - 2012 - IFAC Proceedings VmuradbashirNo ratings yet
- CO2 Model in AspenDocument34 pagesCO2 Model in AspenAzharuddin_kfupmNo ratings yet
- Lecture - Note - PETE 473 - Unconventional Reservoir Simulation With CMG - 16th Jan 2024 CADocument6 pagesLecture - Note - PETE 473 - Unconventional Reservoir Simulation With CMG - 16th Jan 2024 CAclemmy3658No ratings yet
- Lampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareDocument11 pagesLampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareKevinNo ratings yet
- Machine Learning in Oil & Gas Industry - A Novel Application of Clustering For Oilfield Advanced Process ControlDocument11 pagesMachine Learning in Oil & Gas Industry - A Novel Application of Clustering For Oilfield Advanced Process ControlHoa Dinh NguyenNo ratings yet
- Chemical Process DynamicsDocument19 pagesChemical Process DynamicsFarid Al-FansuriNo ratings yet
- SPE-196542-MS A New Method For Predicting CO Minimum Miscibility Pressure MMP Based On Deep LearningDocument12 pagesSPE-196542-MS A New Method For Predicting CO Minimum Miscibility Pressure MMP Based On Deep LearningDarryan DhanpatNo ratings yet
- Research ProposalDocument7 pagesResearch ProposalKrystal 查尔斯No ratings yet
- Prototype Thesis For Petroleum EngineeringDocument4 pagesPrototype Thesis For Petroleum EngineeringBuyPaperOnlineSingapore100% (1)
- Thermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoDocument8 pagesThermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoAndreescu Anna-Maria TheodoraNo ratings yet
- Modelling of Displacement Compressors Using MATLAB/Simulink SoftwareDocument10 pagesModelling of Displacement Compressors Using MATLAB/Simulink SoftwarerezaNo ratings yet
- MatlabDocument47 pagesMatlabalkadyasNo ratings yet
- Solving Optimal Power Flow With Voltage Constraints Using Matlab Optimization ToolboxDocument55 pagesSolving Optimal Power Flow With Voltage Constraints Using Matlab Optimization Toolboxhanytheking50% (2)
- Modelling of Displacement Compressors Using MATLABDocument10 pagesModelling of Displacement Compressors Using MATLABayub anggoroNo ratings yet
- Analysis of The Role of Altitude On Diesel Engine Performance and Emissions Using An Atmosphere SimulatorDocument13 pagesAnalysis of The Role of Altitude On Diesel Engine Performance and Emissions Using An Atmosphere SimulatorJohn CebNo ratings yet
- Miller CycleDocument107 pagesMiller CycleAnonymous XtvvG80zuNo ratings yet
- Numerics PDFDocument82 pagesNumerics PDFCamilo Matias Diaz AlarconNo ratings yet
- Topic 1Document10 pagesTopic 1Swfian ۦۦNo ratings yet
- SPE 130768 Multi-Field Asset Integrated Optimization BenchmarkDocument19 pagesSPE 130768 Multi-Field Asset Integrated Optimization BenchmarkIndo UtamaNo ratings yet
- Spe 192080 MsDocument14 pagesSpe 192080 Ms9412ttjNo ratings yet
- Assessment of The Parameter Estimation Capabilities of gPROMS and Aspen Custom Modeler, Using The Sec-Butyl-Alcohol Stripper Kinetics Case StudyDocument77 pagesAssessment of The Parameter Estimation Capabilities of gPROMS and Aspen Custom Modeler, Using The Sec-Butyl-Alcohol Stripper Kinetics Case StudyFabian EspinelNo ratings yet
- Real-Time Estimation of Pressure in Diesel Intake Manifolds: Mattias ErikssonDocument44 pagesReal-Time Estimation of Pressure in Diesel Intake Manifolds: Mattias Eriksson11751175No ratings yet
- Exhaust Gas Emission Control Today and TomorrowDocument36 pagesExhaust Gas Emission Control Today and TomorrowFuchsbau100% (1)
- SPE 125331 Waterflooding Optimization Using Gradient Based MethodsDocument14 pagesSPE 125331 Waterflooding Optimization Using Gradient Based MethodsSanjay singhNo ratings yet
- Praxair Final Report - Low NOx Fuel Flexible Gas TurbineDocument22 pagesPraxair Final Report - Low NOx Fuel Flexible Gas TurbineKarim MuhammedNo ratings yet
- Robust Characterization of Naturally Fractured Carbonate Reservoirs Through Sensitivity Analysis and Noise Propa...Document18 pagesRobust Characterization of Naturally Fractured Carbonate Reservoirs Through Sensitivity Analysis and Noise Propa...Louis DoroteoNo ratings yet
- Mathematical Optimization of Variable Valve Timing For Reducing Fuel Consumption of A Si EngineDocument9 pagesMathematical Optimization of Variable Valve Timing For Reducing Fuel Consumption of A Si EngineahmedNo ratings yet
- ODS Truck Applications Operational Modal AnalysisDocument12 pagesODS Truck Applications Operational Modal AnalysisYeshwanth KumarNo ratings yet
- RAM Analysis Applied To Centrifugal Gas Compressors "Case Study of An Oil and Gas Company"Document10 pagesRAM Analysis Applied To Centrifugal Gas Compressors "Case Study of An Oil and Gas Company"Muhammad RosihanNo ratings yet
- Report3 FinalDocument41 pagesReport3 Finalapi-106462132No ratings yet
- Final Presentation MunrsDocument23 pagesFinal Presentation Munrsapi-106462132No ratings yet
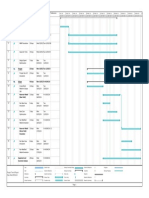
- Project Gantt Chart March 5Document1 pageProject Gantt Chart March 5api-106462132No ratings yet
- Presentation 2 FinalDocument18 pagesPresentation 2 Finalapi-106462132No ratings yet
- An Investigation On Gas Lift Performance Curve in An Oil-Producing WellDocument15 pagesAn Investigation On Gas Lift Performance Curve in An Oil-Producing WellPenélope MqzNo ratings yet
- Report1 Final With AppendicesDocument90 pagesReport1 Final With Appendicesapi-106462132No ratings yet
- Presentation 1 New 1Document14 pagesPresentation 1 New 1api-106462132No ratings yet
- Kuruka-Drawing PackageDocument39 pagesKuruka-Drawing Packageapi-106462132No ratings yet
- Final Presentation - UpdatedDocument37 pagesFinal Presentation - Updatedapi-106462132No ratings yet
- Smartbolts: Direct Tension Indicating FastenersDocument4 pagesSmartbolts: Direct Tension Indicating Fastenersapi-1064621320% (1)
- FinalreportDocument73 pagesFinalreportapi-106462132No ratings yet
- X ALL SUBJECTS EXCEPT COMP-compressed PDFDocument19 pagesX ALL SUBJECTS EXCEPT COMP-compressed PDFAditya MathurNo ratings yet
- Thapar University, Patiala Department of Chemical Engineering E To D (February 2018)Document2 pagesThapar University, Patiala Department of Chemical Engineering E To D (February 2018)Vinay DograNo ratings yet
- Acoustics BasicsDocument11 pagesAcoustics Basicsram rakNo ratings yet
- October 2016 (IAL) MS - Unit 2 Edexcel Physics A-LevelDocument15 pagesOctober 2016 (IAL) MS - Unit 2 Edexcel Physics A-Levelrashon farelNo ratings yet
- What Is A Performance CurveDocument8 pagesWhat Is A Performance CurveRanjit PaulNo ratings yet
- Blowing AgentDocument12 pagesBlowing AgentHimanshu PainulyNo ratings yet
- Has Got Yes, He Has.: My NotesDocument1 pageHas Got Yes, He Has.: My NotesrosaliaNo ratings yet
- Homework-5 2Document3 pagesHomework-5 2Dorothy CastilloNo ratings yet
- TD ManualDocument31 pagesTD Manualramlalmittal100% (1)
- Nanodrop PDFDocument2 pagesNanodrop PDFVinay TejaNo ratings yet
- Analysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaDocument23 pagesAnalysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaSwapna Priya VattemNo ratings yet
- APA Tech Bulletin On FormadehydeDocument4 pagesAPA Tech Bulletin On Formadehydeca_alzuNo ratings yet
- Promax - Property Packages Selection GuideDocument2 pagesPromax - Property Packages Selection GuidedumpmejunkmailsNo ratings yet
- Pressure Drop CalculationDocument13 pagesPressure Drop CalculationknsaravanaNo ratings yet
- Refractive Index Principle PDFDocument7 pagesRefractive Index Principle PDFsalmanNo ratings yet
- BASIC ChemistryDocument16 pagesBASIC ChemistryNurharis MunandarNo ratings yet
- Sizing of LPG Air Mix System (24mmbtu 60B-40P, 50psig)Document1 pageSizing of LPG Air Mix System (24mmbtu 60B-40P, 50psig)ekabudiartiNo ratings yet
- Kinetic Aspects in The OxidationDocument5 pagesKinetic Aspects in The OxidationKatiane MesquitaNo ratings yet
- Hydraulic Roller Press FramDocument8 pagesHydraulic Roller Press FramManish Verma100% (2)
- General Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsDocument12 pagesGeneral Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsHazel EncarnacionNo ratings yet
- Gen Chem 2 Q2 Module 15Document17 pagesGen Chem 2 Q2 Module 15Katrine Visitacion Dela CruzNo ratings yet
- Fat ManDocument18 pagesFat ManYasir Khan0% (1)
- Low Cycle Fatigue in AnsysDocument20 pagesLow Cycle Fatigue in AnsysSuvarnaNo ratings yet
- NEET Syllabus 2023Document7 pagesNEET Syllabus 2023Shaik AmjadNo ratings yet
- Physics11 WorkEnergy PDFDocument143 pagesPhysics11 WorkEnergy PDFKeith Ryan LapizarNo ratings yet
- Schneider - Chillers Range PDFDocument27 pagesSchneider - Chillers Range PDFerreagaaNo ratings yet
- Thermal Decay Tool Logging TrainingDocument4 pagesThermal Decay Tool Logging TrainingHamdan HamzahNo ratings yet
- Science Magazine April 07 2006 PDFDocument144 pagesScience Magazine April 07 2006 PDFAndrés FrankowNo ratings yet
- Team 2, Lab 1 - Determination of The Concentration of Ethanoic Acid in Commercial VinegarDocument24 pagesTeam 2, Lab 1 - Determination of The Concentration of Ethanoic Acid in Commercial VinegarAlondra Fernández AcadémicoNo ratings yet
- BNP 20103 Hydraulic JumpDocument4 pagesBNP 20103 Hydraulic JumpKomputershengalNo ratings yet