You might also like
- TT 0215KWDocument84 pagesTT 0215KWorlando75% (4)
- Cata Logo Eje Diferencial 2020 2Document116 pagesCata Logo Eje Diferencial 2020 2alexander pinto100% (1)
- Retard Ad orDocument7 pagesRetard Ad orEdwin Adiche FloresNo ratings yet
- Arbol de LevasDocument17 pagesArbol de LevasEsau Christhopher Paz TadeoNo ratings yet
- Revision Tecnica Del Motor - CulataDocument15 pagesRevision Tecnica Del Motor - CulatagcanttNo ratings yet
- Partes Del Motor Diesel y Sus FuncionesDocument12 pagesPartes Del Motor Diesel y Sus Funcioneslizazo3No ratings yet
- La Historia Del Cummins QSM11Document11 pagesLa Historia Del Cummins QSM11edgar luis100% (1)
- Especificaciones de Ejes y Frenos PDFDocument8 pagesEspecificaciones de Ejes y Frenos PDFJHON JAMES VILLEGAS SANCHEZ100% (1)
- Cojinetes de BancadaDocument8 pagesCojinetes de BancadaLorena Camacho Astros100% (1)
- Arbol de Levas y CigueñalDocument10 pagesArbol de Levas y CigueñalAlessandro DarioNo ratings yet
- 2desarme y Montaje de PistonesDocument8 pages2desarme y Montaje de PistonesMiguel Edrey100% (1)
- Esquema de Funciones de La Suspensión NeumáticaDocument2 pagesEsquema de Funciones de La Suspensión NeumáticaJohn AcunaNo ratings yet
- Tipos Generales de Fallas CajaDocument30 pagesTipos Generales de Fallas CajaEider Arturo Garcia Osorio100% (1)
- Sistema mecánico del motor dieselDocument82 pagesSistema mecánico del motor dieselCh4ng0100% (1)
- Mantenimiento de DiferencialDocument62 pagesMantenimiento de DiferencialLuis Dario FleiteNo ratings yet
- Manual Mecanica Automotriz Tips Cambio LlantasDocument4 pagesManual Mecanica Automotriz Tips Cambio LlantasJ Zito JefferxitoNo ratings yet
- Embrage CamionDocument16 pagesEmbrage CamionAlexis CentuNo ratings yet
- Semana 03 Daños Mas Comunes en El Mecanismo DiferencialDocument16 pagesSemana 03 Daños Mas Comunes en El Mecanismo DiferencialLuis Llanos Llanos SanchezNo ratings yet
- Motores diesel PACCAR, MACK y sus especificacionesDocument12 pagesMotores diesel PACCAR, MACK y sus especificacionesemanuelNo ratings yet
- 2017 Embragues Eaton - PosventaDocument52 pages2017 Embragues Eaton - PosventaMauricio CasasNo ratings yet
- Gabriel Amortiguador de Camiones PDFDocument11 pagesGabriel Amortiguador de Camiones PDFMATIASNo ratings yet
- Camisa Del CilindroDocument5 pagesCamisa Del CilindroHamilton MirandaNo ratings yet
- Daños de Válvulas y Sus Causas - 52160 PDFDocument1 pageDaños de Válvulas y Sus Causas - 52160 PDFJuan VasquezNo ratings yet
- Práctica 2 Instalación de Anillos Motor CumminsDocument6 pagesPráctica 2 Instalación de Anillos Motor CumminsGustavo ParreñoNo ratings yet
- trsl0215SP 0415webDocument2 pagestrsl0215SP 0415webedwin moralesNo ratings yet
- IS-0002 Regulación EmbragueDocument8 pagesIS-0002 Regulación EmbragueMiguel Angel Santos PintadoNo ratings yet
- Taller 4 - Cigueñal 2016Document10 pagesTaller 4 - Cigueñal 2016MichaelJhuniorReymundoGarciaNo ratings yet
- Motor Diesel PresntacionDocument14 pagesMotor Diesel Presntacionmobla007No ratings yet
- Sistema de alimentación diéselDocument14 pagesSistema de alimentación diéselJorge Luis Grillo MestasNo ratings yet
- Arbol de LevasDocument13 pagesArbol de LevasCesar Barajas100% (1)
- Sustitución Pistón y BielaDocument2 pagesSustitución Pistón y BielaVanessa Nicole Beecher GuillouxNo ratings yet
- Cigüeñales para vehículos comerciales e industrialesDocument4 pagesCigüeñales para vehículos comerciales e industrialesJOHAN HERRERA100% (1)
- Torque IxsDocument4 pagesTorque IxsManuel FernandezNo ratings yet
- Libro #1 - MotorDocument475 pagesLibro #1 - MotorDariusz Milanowicz100% (1)
- Seccion MT Nissan Lit Tecnica Caja de Cambios y DiferencialDocument116 pagesSeccion MT Nissan Lit Tecnica Caja de Cambios y DiferencialantoniomecptNo ratings yet
- Inspección y Reparación de Los Rodamientos Del Eje DiferencialDocument5 pagesInspección y Reparación de Los Rodamientos Del Eje Diferencialskeletor22100% (1)
- Calibracion Estatica de La BombaDocument5 pagesCalibracion Estatica de La BombaLuis Fernando ACNo ratings yet
- Calibración de VálvulasDocument6 pagesCalibración de VálvulasmartinaguilarespinoNo ratings yet
- Tablas de Seleccion de Cojinetes de Biela y Cigüeñal para Motores Opel Z17DTHDocument2 pagesTablas de Seleccion de Cojinetes de Biela y Cigüeñal para Motores Opel Z17DTHRectificadora JS , scclNo ratings yet
- Calculo Del Sistema de EmbragueDocument10 pagesCalculo Del Sistema de EmbragueAlexAnderAngeloNo ratings yet
- Engranaje Impulsor Del ÁRbol de Levas PDFDocument5 pagesEngranaje Impulsor Del ÁRbol de Levas PDFHamilton MirandaNo ratings yet
- Embragues HidraulicosDocument8 pagesEmbragues HidraulicosMiguel H Ch100% (1)
- Manual de Tallar CompletoDocument100 pagesManual de Tallar CompletoRuben DeirioNo ratings yet
- Descarbonizado Motores AjusteDocument15 pagesDescarbonizado Motores AjusteHéctor BoggioniNo ratings yet
- Caja de Cambio de CamionesDocument1 pageCaja de Cambio de CamionesHector Emiliano GarciaNo ratings yet
- Camiones ligeros Isuzu ELF100 con PBV de 3.9 toneladasDocument2 pagesCamiones ligeros Isuzu ELF100 con PBV de 3.9 toneladasMariano PonsNo ratings yet
- Correas y FiltrosDocument7 pagesCorreas y FiltrosAlejandra Gonzalez De RiveroNo ratings yet
- Daños de Pistones - y Sus CausasDocument1 pageDaños de Pistones - y Sus CausasAlfonso Javier Bustamante Salamanca50% (2)
- Diferencial de Reduccion Simple MeritorDocument64 pagesDiferencial de Reduccion Simple MeritorMiguel Angel Santos Pintado100% (1)
- Mantenimiento de La Culata y Sus ComponentesDocument6 pagesMantenimiento de La Culata y Sus ComponentesCristian DraxsNo ratings yet
- 010 Motores T10 FinDocument5 pages010 Motores T10 FinGomez Moron AlfonsochicoNo ratings yet
- Rectificado de Motores DieselDocument19 pagesRectificado de Motores DieselYuliethsita Pulido100% (4)
- Verificaciones de Los Componentes Del Motor.Document61 pagesVerificaciones de Los Componentes Del Motor.Andres Cortes100% (1)
- Verificación Del Árbol de LevasDocument32 pagesVerificación Del Árbol de LevasDante Eliezer Mora Farias73% (11)
- Limpieza y armado del cabezote del motorDocument31 pagesLimpieza y armado del cabezote del motorWilmer Contreras0% (1)
- Verificacion Culata Del MotorDocument24 pagesVerificacion Culata Del MotorSergio Perlaza100% (1)
- Practica 2Document19 pagesPractica 2javierNo ratings yet
- Pruebas a elementos del motor de combustión: válvulas, guías, cilindros, cigüeñalDocument4 pagesPruebas a elementos del motor de combustión: válvulas, guías, cilindros, cigüeñalRonny CárdenasNo ratings yet
- Verificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesDocument7 pagesVerificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesRoel Hector Cruz AnampaNo ratings yet
- Informe de Tutoria 01Document1 pageInforme de Tutoria 01Cesar Perez VenturaNo ratings yet
- Unidad Didactica #1Document10 pagesUnidad Didactica #1Cesar Perez VenturaNo ratings yet
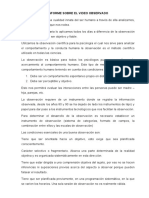
- Psicologia EntrevistaDocument1 pagePsicologia EntrevistaCesar Perez VenturaNo ratings yet
- Plan de Veeduria Escolar I.E Alfonso UgarteDocument3 pagesPlan de Veeduria Escolar I.E Alfonso UgarteCesar Perez Ventura100% (1)
- Examen Bimestral MateDocument1 pageExamen Bimestral MateCesar Perez VenturaNo ratings yet
- Unidad FCC PrimeroDocument4 pagesUnidad FCC PrimeroCesar Perez VenturaNo ratings yet
- Examen Bimestral de Matemática y ComunicaciónDocument4 pagesExamen Bimestral de Matemática y ComunicaciónCesar Perez VenturaNo ratings yet
- Examen Bimestral MateDocument1 pageExamen Bimestral MateCesar Perez VenturaNo ratings yet
- Proyecto Los Tebeos para Desarrollara La Capacidad de AnalisisDocument34 pagesProyecto Los Tebeos para Desarrollara La Capacidad de AnalisisCesar Perez VenturaNo ratings yet
- Plan Tutoria2017Document10 pagesPlan Tutoria2017Cesar Perez VenturaNo ratings yet
- Diseño de Sesión de Aprendizaje Tercero ContraoriaDocument3 pagesDiseño de Sesión de Aprendizaje Tercero ContraoriaCesar Perez VenturaNo ratings yet
- La Dignidad HumanaDocument7 pagesLa Dignidad HumanaCesar Perez Ventura100% (1)
- MODULO III InseguridadDocument5 pagesMODULO III InseguridadCesar Perez VenturaNo ratings yet
- DOCUMENTO PRELIMINAR DEL PLAN ANUAL DE TRABAJO SAN PEDRO IDocument15 pagesDOCUMENTO PRELIMINAR DEL PLAN ANUAL DE TRABAJO SAN PEDRO ICesar Perez VenturaNo ratings yet
- Aprendiendo A Convivir P. 21-44Document25 pagesAprendiendo A Convivir P. 21-44Cesar Perez VenturaNo ratings yet
- Plan de Riesg0Document5 pagesPlan de Riesg0Cesar Perez VenturaNo ratings yet
- ENFOQUESPEDAGOGICOSDocument18 pagesENFOQUESPEDAGOGICOSJacky DiosesNo ratings yet
- Procesos PedagógicosDocument20 pagesProcesos PedagógicosSandra Cobos DiestraNo ratings yet
- Trabajo en EquipoDocument1 pageTrabajo en EquipoCesar Perez VenturaNo ratings yet
- Definicion de Ingenieria IndustrialDocument12 pagesDefinicion de Ingenieria IndustrialCesar Perez VenturaNo ratings yet
- El Blog Como Recurso EducativoDocument10 pagesEl Blog Como Recurso EducativoPedro Villanueva PalmaNo ratings yet
- Reparacion de MotorDocument14 pagesReparacion de MotorCesar Perez VenturaNo ratings yet
- Presentacion Naturaleza de La PedagogiaDocument8 pagesPresentacion Naturaleza de La PedagogiaCesar Perez VenturaNo ratings yet
- Diapositivas Inteligencia EmocionalDocument19 pagesDiapositivas Inteligencia EmocionalCesar Perez VenturaNo ratings yet
- Normas de Admit. Transp. #002Document73 pagesNormas de Admit. Transp. #002Cesar Perez VenturaNo ratings yet
- Ciclos de Trabajo Del MotorDocument14 pagesCiclos de Trabajo Del MotorKING WOLFNo ratings yet
- SENSOR TDC - Guía 2020 - Funcionamiento y FallasDocument5 pagesSENSOR TDC - Guía 2020 - Funcionamiento y FallasRichard Eduardo VasquezNo ratings yet
- STREETROD Parts BookletDocument43 pagesSTREETROD Parts BookletKevin MontañoNo ratings yet
- YamahaDocument6 pagesYamahaHorlis JosueNo ratings yet
- Pistola de Sincronizacion de TiempoDocument16 pagesPistola de Sincronizacion de TiempoCristo Parraguirre HndzNo ratings yet
- Relación de Compresión (Motores)Document2 pagesRelación de Compresión (Motores)jose santanaNo ratings yet
- Listado de piezas de una máquina de vapor bicilíndricaDocument26 pagesListado de piezas de una máquina de vapor bicilíndricaJiman23100% (1)
- Guía completa de motores con especificaciones y diagramasDocument126 pagesGuía completa de motores con especificaciones y diagramasEmilioNo ratings yet
- QM125T 10DDocument53 pagesQM125T 10DWilfredo HernandezNo ratings yet
- Turbinas PeltonDocument18 pagesTurbinas PeltonYessica Gasca GascaNo ratings yet
- 46-Turbocompresor de Gases de Escape - Desmontar y Montar - Cuadro GeneralDocument6 pages46-Turbocompresor de Gases de Escape - Desmontar y Montar - Cuadro GeneralInerNo ratings yet
- Motores NeumáticosDocument8 pagesMotores NeumáticosAnonymous iZbMwsC9No ratings yet
- Turbocargador BásicoDocument1 pageTurbocargador BásicoJose BarrientosNo ratings yet
- HydrogenDocument5 pagesHydrogenRichard SanchezNo ratings yet
- Rectificado de motores y variables influyentesDocument8 pagesRectificado de motores y variables influyentesJuan Pablo OyarzunNo ratings yet
- AjusteDocument1 pageAjustebifok96010No ratings yet
- Experimento de Joule, Ciclos de Mótores y RefrigeradorasDocument26 pagesExperimento de Joule, Ciclos de Mótores y RefrigeradorasAlan CuadradoNo ratings yet
- MOTORES Combustion Interna PDFDocument19 pagesMOTORES Combustion Interna PDFJoseRikaczevskiNo ratings yet
- Motor Diesel para EmbarcacionesDocument32 pagesMotor Diesel para EmbarcacionesCarlos Lara B.50% (2)
- Guía Mecánica - Averías en Motor de ArranqueDocument7 pagesGuía Mecánica - Averías en Motor de ArranqueManuel EspejoNo ratings yet
- Calculos de MotoresDocument6 pagesCalculos de Motoresandres carlosNo ratings yet
- Cuerpo Obturador Descripcion y CalibracionDocument7 pagesCuerpo Obturador Descripcion y Calibracionsergiogalean12No ratings yet
- INYECTORDocument4 pagesINYECTORedisonNo ratings yet
- Identificación de sensores y actuadores Citroën C-4Document5 pagesIdentificación de sensores y actuadores Citroën C-4Ignacio BarrilNo ratings yet
- Inventario de componentes del tractor Foton 704Document4 pagesInventario de componentes del tractor Foton 704Carlos RamirezNo ratings yet
- 5C3 F8197 S0 (Yn50f)Document243 pages5C3 F8197 S0 (Yn50f)Eva Bart-Kay Sanchez LopezNo ratings yet
- MP Qute (Glass Windows) LHD & RHD Oct. 19Document99 pagesMP Qute (Glass Windows) LHD & RHD Oct. 19Erik R. AraúzNo ratings yet
- Trabajo #1 Elementos de UnionesDocument7 pagesTrabajo #1 Elementos de UnionesFredy Muñoz FloresNo ratings yet
- MotoresDocument5 pagesMotoresGeancarlos RengifoNo ratings yet
- El Motor y TransmisionDocument24 pagesEl Motor y TransmisionRaul SantiagoNo ratings yet