You might also like
- 5.1. Inversiones 5.2. Financiamiento: Alumnos: Molina Alvarado Víctor ENSASTEGUI Alvarado Víctor ManuelDocument23 pages5.1. Inversiones 5.2. Financiamiento: Alumnos: Molina Alvarado Víctor ENSASTEGUI Alvarado Víctor ManuelManuel EnsasteguiNo ratings yet
- Mapa MecanismosDocument1 pageMapa MecanismosManuel EnsasteguiNo ratings yet
- Sistemas de Ecuaciones Lineales AlgebraicasDocument1 pageSistemas de Ecuaciones Lineales AlgebraicasManuel EnsasteguiNo ratings yet
- Interpolación lineal y cuadráticaDocument1 pageInterpolación lineal y cuadráticaManuel Ensastegui100% (3)
- Mecánica de Fluidos 4° Parcial .Análisis Dimensional.Document1 pageMecánica de Fluidos 4° Parcial .Análisis Dimensional.Manuel EnsasteguiNo ratings yet
- Convertidores AnalogicosDocument5 pagesConvertidores AnalogicosManuel EnsasteguiNo ratings yet
- Trasformada de LapaceDocument6 pagesTrasformada de LapaceManuel EnsasteguiNo ratings yet
- Mecánica de FluidosDocument1 pageMecánica de FluidosManuel EnsasteguiNo ratings yet
- ErgonomíaDocument37 pagesErgonomíaManuel EnsasteguiNo ratings yet
- Trasformada de Laplace Mapa ED PDFDocument1 pageTrasformada de Laplace Mapa ED PDFManuel EnsasteguiNo ratings yet
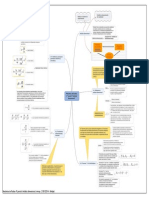
- Mapa Conceptual Conceptos BasicosDocument1 pageMapa Conceptual Conceptos BasicosManuel EnsasteguiNo ratings yet
- Análisis dimensional facilita interpretación resultadosDocument1 pageAnálisis dimensional facilita interpretación resultadosManuel EnsasteguiNo ratings yet
- IXDocument7 pagesIXManuel EnsasteguiNo ratings yet
- El VendedorDocument12 pagesEl VendedorManuel EnsasteguiNo ratings yet
- IXDocument7 pagesIXManuel EnsasteguiNo ratings yet
- Mecanizado materiales compuestosDocument5 pagesMecanizado materiales compuestosManuel EnsasteguiNo ratings yet
- Norma Iso 14000Document12 pagesNorma Iso 14000Manuel EnsasteguiNo ratings yet
- Metalurgia de PolvosDocument15 pagesMetalurgia de PolvosManuel EnsasteguiNo ratings yet
- CuadroDocument1 pageCuadroManuel EnsasteguiNo ratings yet
- Materiales Conductores y Aislantes Más ComunesDocument4 pagesMateriales Conductores y Aislantes Más ComunesManuel EnsasteguiNo ratings yet
- Estatica ProyectoDocument1 pageEstatica ProyectoManuel EnsasteguiNo ratings yet
- 1.6 Potencial ElectricoDocument31 pages1.6 Potencial ElectricoManuel EnsasteguiNo ratings yet
- Definicion de Varias VariablesDocument1 pageDefinicion de Varias VariablesManuel EnsasteguiNo ratings yet
- 1.4 Campo ElectricoDocument38 pages1.4 Campo ElectricoVictor Molina AlvaradoNo ratings yet
- Partes de La FlorDocument20 pagesPartes de La FlorManuel EnsasteguiNo ratings yet
- Materiales Compuestos: Definición, Estructura y AplicacionesDocument2 pagesMateriales Compuestos: Definición, Estructura y AplicacionesManuel EnsasteguiNo ratings yet
- Mecanizado materiales compuestosDocument5 pagesMecanizado materiales compuestosManuel EnsasteguiNo ratings yet
- Divujo de Ensamble Detallado-ModelDocument1 pageDivujo de Ensamble Detallado-ModelManuel EnsasteguiNo ratings yet
- Metalurgia de PolvosDocument15 pagesMetalurgia de PolvosManuel EnsasteguiNo ratings yet
- Instalación segura CASING HEAD SPOOLDocument9 pagesInstalación segura CASING HEAD SPOOLEl Mundo De YosedNo ratings yet
- Bases de La Hemodinamia PDFDocument25 pagesBases de La Hemodinamia PDFLina PeñarandaNo ratings yet
- Bombas de InfusionDocument15 pagesBombas de InfusionlucasNo ratings yet
- Construcción de OrbialesDocument5 pagesConstrucción de Orbialeshechicera2104No ratings yet
- Costo Obras Drenaje VialDocument9 pagesCosto Obras Drenaje VialGerman Urdaneta H100% (1)
- Silvana RomeroDocument14 pagesSilvana RomeroMercedes Milagros Ramirez ChavezNo ratings yet
- Capitulo 9 - Desarrollo de Nuevos ProductosDocument6 pagesCapitulo 9 - Desarrollo de Nuevos ProductosKatty Mendoza SotomayorNo ratings yet
- Aplicacion SEIS SIGMADocument21 pagesAplicacion SEIS SIGMAMarioIvánNo ratings yet
- Test de Star Excursion Balance Test (SebtDocument8 pagesTest de Star Excursion Balance Test (SebtDeyvi Jair Sánchez GualterosNo ratings yet
- Defecto Cristalino (Vacancia Intersticial)Document3 pagesDefecto Cristalino (Vacancia Intersticial)Enrique CastilloNo ratings yet
- PIF Estados Financieros Basicos y Consolidados Virtual 2023-IDocument14 pagesPIF Estados Financieros Basicos y Consolidados Virtual 2023-Imilena castilloNo ratings yet
- Unidad I (ACPD)Document6 pagesUnidad I (ACPD)Edith VargasNo ratings yet
- ¡Tema Mítico! Un Toque de Realidad Contra El Mito Del Occidente GayerDocument28 pages¡Tema Mítico! Un Toque de Realidad Contra El Mito Del Occidente GayerÁlvaro GarcíaNo ratings yet
- Agregar imagen y mejora continuaDocument75 pagesAgregar imagen y mejora continuaFrank Santamaria RamosNo ratings yet
- Acuerdo de ingresos compartidos HenryDocument14 pagesAcuerdo de ingresos compartidos HenryHernán PizarroNo ratings yet
- Anexo inglés 2018 PunoDocument12 pagesAnexo inglés 2018 PunoWilber BlyNo ratings yet
- Final 3 Control y Automatizacion - MalcaDocument13 pagesFinal 3 Control y Automatizacion - MalcaLuis Fernando Osorio SanchezNo ratings yet
- ProNest 8 Quick Start GuideDocument34 pagesProNest 8 Quick Start Guidejpobando100% (1)
- 05 - 2022 - CLAVES 1P - Analisis Matemático (72) - 3erturno - Tema2Document1 page05 - 2022 - CLAVES 1P - Analisis Matemático (72) - 3erturno - Tema2Candelaria PorottoNo ratings yet
- Matriz StakeholderDocument3 pagesMatriz StakeholderELVIA RAMOS RUIZNo ratings yet
- PSHP7506-08 Tdto 30 50Document4 pagesPSHP7506-08 Tdto 30 50jizuNo ratings yet
- Responsables Siga MefDocument1 pageResponsables Siga MefPERCY DAVID QUISPE HUACLESNo ratings yet
- La Escala Binet-Simon en Estados UnidosDocument1 pageLa Escala Binet-Simon en Estados UnidosHernandez Mendez Monica Lucia 202107160No ratings yet
- Cotizacion: Codigo Nombre Unidades Preciounit. TotalDocument1 pageCotizacion: Codigo Nombre Unidades Preciounit. TotalResidencial La HaciendaNo ratings yet
- PUCP - Aranza Cabrejos - Preguntas para Diagnóstico-2023Document7 pagesPUCP - Aranza Cabrejos - Preguntas para Diagnóstico-2023Josselyn MEDINA LUJANNo ratings yet
- Analisis Plan de Estudios 2022-1Document28 pagesAnalisis Plan de Estudios 2022-1marianaceledonio666No ratings yet
- Juego de RolesDocument4 pagesJuego de RolesErika Noemi Sánchez ChávezNo ratings yet
- Pets 009 - Desmontaje de GarzaDocument7 pagesPets 009 - Desmontaje de GarzaChristian EspinozaNo ratings yet
- Plantilla para Gestión de Pipeline de VentasDocument14 pagesPlantilla para Gestión de Pipeline de VentasDavid Alvarez ClopatofskyNo ratings yet
- Resumen Modelo Educativo IPG y Su OperacionalizaciónDocument11 pagesResumen Modelo Educativo IPG y Su OperacionalizaciónRene Orellana RamisNo ratings yet