You might also like
- Planiranje I Terminiranje Kapciteta: 1. Planiranje Kapaciteta Daje Odgovor Na Koja PitanjaDocument5 pagesPlaniranje I Terminiranje Kapciteta: 1. Planiranje Kapaciteta Daje Odgovor Na Koja PitanjaDalibor TanasicNo ratings yet
- TMD Seminarski Belmin MujanovićDocument24 pagesTMD Seminarski Belmin MujanovićBELMIN MUJANOVIĆNo ratings yet
- Seminarski Iz OdrzavanjaDocument7 pagesSeminarski Iz OdrzavanjaVesna TrivicNo ratings yet
- Otp 3-4Document19 pagesOtp 3-4hafizovic1No ratings yet
- Organizacija Proizvodnje - Seminarski RadDocument14 pagesOrganizacija Proizvodnje - Seminarski RadzlobmieNo ratings yet
- Seminarski Rad Pinz Vd37741Document11 pagesSeminarski Rad Pinz Vd37741Vida DujmovicNo ratings yet
- Proizvodnja 2Document24 pagesProizvodnja 2Sabiha Hajdarbegović-HafizovićNo ratings yet
- Studija RadaDocument10 pagesStudija RadaMilan ZivkovicNo ratings yet
- Seminarski Rad OdrzavanjeDocument13 pagesSeminarski Rad OdrzavanjeNedeljkoTomicNo ratings yet
- Organizacija I Upravljanje Proizvodnjom PDFDocument114 pagesOrganizacija I Upravljanje Proizvodnjom PDFrikiNo ratings yet
- Upravljanje Proizvodnim SistemimaDocument18 pagesUpravljanje Proizvodnim SistemimaJasmin KahrimanovicNo ratings yet
- Veza Procesa Održavanja Strojnog Parka I Kvalitete Proizvoda-Vincelj Jurica-PSDocument19 pagesVeza Procesa Održavanja Strojnog Parka I Kvalitete Proizvoda-Vincelj Jurica-PSJurica VinceljNo ratings yet
- Proizvodne Strategije I FilozofijeDocument8 pagesProizvodne Strategije I FilozofijeSara RadojičićNo ratings yet
- 02 Tomas Segulja Cisic Mogucnosti 29 41Document13 pages02 Tomas Segulja Cisic Mogucnosti 29 41wildbladeNo ratings yet
- Pitanja I Odgovori Za Kolokvij Iz Proizvodnih TehnologijaDocument13 pagesPitanja I Odgovori Za Kolokvij Iz Proizvodnih TehnologijaIvor HorvatićNo ratings yet
- 007 O16 001Document10 pages007 O16 001sumimimiNo ratings yet
- OdržavanjeDocument13 pagesOdržavanjeAnonymous d9D4osq9H100% (1)
- Ekonomika PoduzećaDocument10 pagesEkonomika PoduzećaMario Cobra Bućan0% (1)
- PROIZVODNJA SOFTVERA Standardizacija Novi PristupDocument13 pagesPROIZVODNJA SOFTVERA Standardizacija Novi PristupSlobodan Stanojević CobaNo ratings yet
- 03.2020.g. Diplomski Rad #Document50 pages03.2020.g. Diplomski Rad #Terzimehić AlenNo ratings yet
- Napredni Softver InzinjeringDocument33 pagesNapredni Softver InzinjeringAdo DoaNo ratings yet
- Tehnološki Postupci Seminarski RadDocument20 pagesTehnološki Postupci Seminarski RadNikola0% (1)
- Vodjenje Dosijea Zaposlenog PDFDocument49 pagesVodjenje Dosijea Zaposlenog PDFperoznoNo ratings yet
- Đenana Berbić - Završni Rad Projektovanje Tehnološkog Procesa Održavanja Mašina AlatkiDocument50 pagesĐenana Berbić - Završni Rad Projektovanje Tehnološkog Procesa Održavanja Mašina AlatkimaidNo ratings yet
- Održavanje Alatnih StrojevaDocument24 pagesOdržavanje Alatnih StrojevaVedran Babić0% (4)
- CAM Odgovori 2. KolokvijDocument10 pagesCAM Odgovori 2. KolokvijMarko BodicNo ratings yet
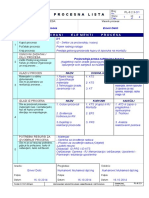
- PROCESNA LISTA - 14-ProizvodnjaDocument4 pagesPROCESNA LISTA - 14-Proizvodnjamasinac100% (1)
- TD 1Document209 pagesTD 1Sabahudin JasarevicNo ratings yet
- Parcijala 1 - Test 2Document5 pagesParcijala 1 - Test 2Salko RizvanovicNo ratings yet
- Nastava 9Document59 pagesNastava 9Mirsad KucNo ratings yet
- Proizvodnja Podržana računalom-CAMDocument23 pagesProizvodnja Podržana računalom-CAMAnnaNo ratings yet
- Seminarski RadDocument7 pagesSeminarski RadMuchi HadzicNo ratings yet
- Jap. Proiz Filoz + FPSDocument34 pagesJap. Proiz Filoz + FPSTursaNo ratings yet
- CIM SkriptaDocument41 pagesCIM SkriptaMirza MujkicNo ratings yet
- Subjektivne Metode Tehnicke Dijagnostike Asmir Dzidic.Document38 pagesSubjektivne Metode Tehnicke Dijagnostike Asmir Dzidic.Asmir DžidićNo ratings yet
- Upravljanje Projektima Razvoja SoftveraDocument9 pagesUpravljanje Projektima Razvoja SoftverafrubiNo ratings yet
- PiUP Skripta K1 1Document19 pagesPiUP Skripta K1 1Ivan MarintzlNo ratings yet
- пословна економија/2 р.ср.школеDocument8 pagesпословна економија/2 р.ср.школеОгњен ШиљеговићNo ratings yet
- Uvod Metodologija Razvoja Softvera Inkrementalni Model Zaključak LiteraturaDocument19 pagesUvod Metodologija Razvoja Softvera Inkrementalni Model Zaključak LiteraturaFatima Bacvic-EmusicNo ratings yet
- Sustavi Transporta Automatizirane ProizvodnjeDocument32 pagesSustavi Transporta Automatizirane ProizvodnjeRobert PavićNo ratings yet
- Planiranje OdržavanjaDocument19 pagesPlaniranje OdržavanjaAldin AvdićNo ratings yet
- Upravljanje Proizvodnjom IV Razred CNC-pitanja I OdgovoriDocument5 pagesUpravljanje Proizvodnjom IV Razred CNC-pitanja I OdgovoriSemsudin HabibovicNo ratings yet
- 05 SuštinaDocument98 pages05 Suštinamarinc987No ratings yet
- Tokovi Materijala U Proizvodnom Pogonu Organiziranom Prema ProizvoduDocument9 pagesTokovi Materijala U Proizvodnom Pogonu Organiziranom Prema ProizvoduMahir BajrektarevicNo ratings yet
- Projektovanje Informacionih SistDocument18 pagesProjektovanje Informacionih SistJPVS Sanski MostNo ratings yet
- Agilna ProizvodnjaDocument12 pagesAgilna ProizvodnjaVedran BabićNo ratings yet
- CIM SistemiDocument9 pagesCIM SistemiSelma MurticNo ratings yet
- Budo - Doc 0.odtDocument16 pagesBudo - Doc 0.odtRamiz SijamhodzicNo ratings yet
- Maturski 12Document16 pagesMaturski 12Emrah DurdžićNo ratings yet
- Pojam Ekonomske Tačnosti Obrade, Edin J.Document12 pagesPojam Ekonomske Tačnosti Obrade, Edin J.Edin JusufovicNo ratings yet
- Presentation 10 Odrzavanje Aplikativnog SoftveraDocument8 pagesPresentation 10 Odrzavanje Aplikativnog SoftveraDijana DevićNo ratings yet
- Projektovanje Tehnoloških Procesa Za FPSDocument68 pagesProjektovanje Tehnoloških Procesa Za FPSMelisa Hatkić-JašarevićNo ratings yet
- Predavanje8 Micic HotDocument132 pagesPredavanje8 Micic HotAnonymous JqN1XeLhNo ratings yet
- Jack WelchDocument25 pagesJack WelchAnonymous JqN1XeLhNo ratings yet
- Seminarski Rad 2 - Mihael GudlinDocument16 pagesSeminarski Rad 2 - Mihael GudlinAnonymous JqN1XeLhNo ratings yet
- Linearno Programiranje Grafička Metoda-VJEŽBEDocument18 pagesLinearno Programiranje Grafička Metoda-VJEŽBEAnonymous JqN1XeLhNo ratings yet
- Seminar Jack WelchDocument10 pagesSeminar Jack WelchAnonymous JqN1XeLhNo ratings yet
- Heurističke Metode - Mihael GudlinDocument24 pagesHeurističke Metode - Mihael GudlinAnonymous JqN1XeLhNo ratings yet
- Zavarivanje EF - ManualDocument8 pagesZavarivanje EF - ManualAnonymous JqN1XeLhNo ratings yet
- 2 I 4 Princip LPM+općenito o Projektu - Mihael GudlinDocument18 pages2 I 4 Princip LPM+općenito o Projektu - Mihael GudlinAnonymous JqN1XeLhNo ratings yet
- Num AnalDocument614 pagesNum AnalFuckerMan4eNo ratings yet