Professional Documents
Culture Documents
Cables de Acero... Insp - Cables - Acero
Uploaded by
deimer777Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cables de Acero... Insp - Cables - Acero
Uploaded by
deimer777Copyright:
Available Formats
La Inspección de Cables de Acero
Los cables de acero se fabrican de filamentos de alambre entrelazados y el número de
alambres comúnmente usado es de 4, 7, 12, 19 y 37. Normalmente los alambres son
entrelazados en filamentos en la dirección opuesta al giro del filamento en el cable. Como
regla básica a mayor número de alambres en el filamento, se tendrá mayor flexibilidad del
cable. Por el contrario, a menor número de alambres, se tendrán un cable mas rígido.
El cable de Acero y sus Elementos:
El Cable de Acero es una máquina simple, que está compuesto de un conjunto de elementos
que transmiten fuerzas, movimientos y energía entre dos puntos, de una manera
predeterminada para lograr un fin deseado.
La historia de los cables de acero, nos lleva al periodo de 1849 a 1889, que fue cuando la
mayoría de las formas básicas de cable de acero, que actualmente continúan en uso, se
desarrollaron. Previamente, en Alemania, se habían desarrollado cables que se utilizaron en
minería y que consistían en tres secciones de alambre del mismo tamaño, de hierro forjado,
que se entrelazaban entre ellos a mano, para hacer un filamento. Después, tres o cuatro
filamentos mas, se entrelazaban entre sí, para formar el cable de acero, muy rudimentario.
Estos cables hechos a mano, fueron conocidos como “Cables Albert”, debido al oficial
minero en las montañas de las minas de plata de Harz, que promocionaba su uso. Estos
cables no eran muy flexibles, pero resultaron superiores a las cadenas que tendían a
romperse sin advertencia. Desafortunadamente, el tedioso proceso de fabricarlas, impidió el
uso en otras áreas, ya que ninguna tenía un corazón que soportara los filamentos exteriores.
Se abandonó su uso en 1850.
Mientras tanto, en Londres, Andrew Smith, experimentaba varias formas de anclar los
barcos al muelle utilizando cables de acero. Así, al abrirse el negocio del ferrocarril
Blackwall, utilizó la técnica de las cuerdas de cáñamo en este negocio. Al mismo tiempo,
otro inglés, Robert Newall, notó la conveniencia de utilizar maquinaria en lugar del torcido
a mano, que fue probado con éxito en el negocio del ferrocarril, lo que los llevó a una
disputa de patentes en 1845, mismo que al final condujo a la fusión de ambas compañías,
como Smith and Newall y continúan hasta la fecha.
Smith, pronto dejó Inglaterra con la fiebre del oro en California. El estilo del cable de
Newall, que era fabricado de seis filamentos, cada uno con su respectiva fibra en el núcleo
y todos retorcidos helicoidalmente sobre un núcleo central, pronto dominó el mercado
Inglés. Sin embargo, la mayor contribución inglesa a la industria, fue la idea de hacer los
filamentos en una máquina conocida como trefiladora.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 1 de 39
La Inspección de Cables de Acero
Los ferrocarriles y los cables de alambre, caminaron a la par, ya que se conocieron los
experimentos de los ingleses y alemanes, que se difundieron rapidamente en los Estados
Unidos. Previamente al advenimiento de la locomotora a vapor, los primeros ferrocarriles
lograron subir grandes elevaciones mediante una combinación de grúas con cuerda de
cáñamo y descenso por gravedad, que operaban muy similarmente a los modernos sistemas
para el transporte de esquiadores.
En Pensilvania, un sistema de transportación a campo traviesa, conocido como Allegheny
Portage RR, aceptaron probar un cable de acero hecho a mano en 1842, como sustituto a los
cables de cáñamo, que tendían a pudrirse en poco menos de un año. La prueba fue
satisfactoria y la compañía cambió a cables de alambre. Esto atrajo la atención de la
compañía Morris Transportation System en New Jersey y a muchas mas compañías de
transporte de carbón, incluyendo a Delaware & Hudson Co. en New York y Lehigh Co. en
Pensilvania. Estos cables de acero, fueron nombrados por el topógrafo John Roebling. Que
aunque él retorcía los cables a mano, como Albert, adoptó la construcción del cable en seis
filamentos mas el núcleo, como Smith y Newall; sin embargo, estaba construída totalmente
de alambre, utilizando un núcleo o alma, que era idéntico a los seis filamentos exteriores,
cada uno compuesto de 19 alambres.
Roebling pronto descubrió que este proceso de retorcer 19 alambres juntos, hacía un
filamento que tendía a ser hexagonal en lugar de redondo. Por lo que lanzó una serie de
experimentos con cables hechos a máquina, buscando una forma de hacer filamentos
redondos. Mientras tanto, uno de sus clientes Lehigh Co., se movió rápidamente y
construyó su propia fábrica de cables de alambre en 1848. Esta fábrica, ahora propiedad de
Bridon International, la misma compañía que absorvió a la original Smith and Newall, en
Inglaterra, continúa operando en Wilkes- Barre, Pa. Por lo que Roebling dejó las
investigaciones y se concentró en la fabricación de cables, construyendo una fábrica mas
grande en Trenton, N.J., en 1849.
Al mismo tiempo que la fábrica inició operaciones, Roebling logró el primer avance en la
teoría de los cables de alambre, al dares cuenta que los defectos de los cables de seis
filamentos, podían corregirse al combinar alambres de diferente diámetro en los filamentos,
por lo que diseñó la construcción Warrington, en tres tamaños. Empezando con un
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 2 de 39
La Inspección de Cables de Acero
filamento de siete alambres de un mismo tamaño, al que le añadió una capa exterior de 12
alambres de dos tamaños alternados.
Después de numerosas pruebas, encontró que daban un ligero mejor servicio en algunas
aplicaciones. Aunque el objetivo original de la invención era crear una mejor redondez, los
nuevos filamentos arrojaban en efecto colateral de mayor significado. Porque había menos
espacio en los huecos dentro del mismo filamento, el mayor factor de llenado permitía a los
filamentos hacerlos como se les conoce, bajo el principio de poner igual, donde cada
alambre en la cubierta exterior es acuñado por dos alambres en una capa interior, creando
mejor soporte sin el efecto de cruzamientos interiores. Este principio de poner igual, no fue
obvio hasta la introducción de las modernas trefiladoras de alta velocidad alrededor de
1850.
Desafortunadamente, en un accidente con su propia maquinaria, el brazo y hombro de
Roebling fueron atrapados por un rodillo en 1849. Tuvieron que pasar muchos años hasta
que recuperó completa movilidad. Durante este periodo, diversificó su atención a la
construcción de puentes suspendidos mediante cables, por lo que es muy famoso
actualmente. Esta diversificación lo impidió de explotar totalmente los méritos de la
construcción de los tres tamaños. Cuando fue introducida nuevamente después bajo el
nombre Warrington, mucha gente pensó que la construcción de tres tamaños, era un invento
inglés. Roebling nunca patentó su logro, así que la historia de su invención perma nece a
oscuras.
Mientras tanto, durante la recuperación de Roebling, las técnicas de fabricación de cables
inglesas fueron introducidas a California. El inventor Andrew Smith, regresó a Inglaterra en
1853, pero su hijo, Andrew H. Smith, permaneció en California, buscando fortuna en los
campos mineros de oro. Después de escarbar por muchos años, se movió a San Francisco,
cambiando su nombre a A.S. Hallidie y lanzó un negocio de cables en 1857. Dedicándose
al concepto de mejorar los cables de alambre de tranvías, para las minas de oro y plata de
California y Nevada. Estos tranvías mineros fueron un éxito en 1860. El también construyó
numerosos puentes de suspensión mediante cables y desarrolló su propia versión de poner-
igual en los filamentos, que ahora se conoce como el Cable California, utilizando alambres
de forma triangular. Que de alguna manera, este método de Hallidie era superior al de
Roebling, con la excepción de que el alambre triangular es costoso y difícil de fabricar.
Todo esto por otra parte, Hallidie es mejor conocido por su adaptación de los cables para
los tranvías mineros a las calles de San Francisco en 1872 y el nacimiento del famoso
sistema de cables para carros de tranvía de la ciudad.
El original tranvía a cable en la calle Clay, fue un éxito instantáneo como un sistema de
transporte. A la vuelta de la noche, los competidores se lanzaron a los negocios en otras
calles cercanas con colinas. Los carros a cable difieren de los tranvías suspendidos debido a
que las cuerdas o cables son sujetos a condiciones mas severas de servicio. El constante
avance y paradas de los carros que tienen una mordaza deslizable, combinado con las
numerosas deflexiones de las poleas, requieren que el cable bajo tierra, se adecue al perfil
de la superficie de las calles, lo que provoca que los cables de alambre se destruyan en un
periodo corto. De esta forma, San Francisco, se convirtió rápidamente en el mercado de
cables mas grande.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 3 de 39
La Inspección de Cables de Acero
Uno de los mayors competidores de Hallidieen el transporte era Leland Stanford, él se
había involucrado en numerosas empresas exitosas incluyendo el ferrocarril
transcontinental. Stanford, intentaba hacer su tranvía de cable el mejor de la ciudad. Para
lograr esto, contrató a Thomas Seale como superintendente, quién se dedicaba al
movimiento de tierras. Nacido en Irlanda, Seale viajó a California con su hermano con la
fiebre del oro, donde obtuvieron suficientes ganancias conformando las calles cerca de la
costa de San Francisco. Los hermanos Seale, eran propietarios de un enorme rancho
adyacente al de Stanford en Palo Alto.
La construcción de los cables de Roebling, de tres tamaños, no eran muy adecuados para el
servicio del tranvía de cable, debido a que los pequeños alambres delgados alternos
exteriores, invariablemente se desgastaban primero, rompiéndose y enredándose en la
maquinaria y los tubos subterráneos.
Los inventores ingleses estaban experimentando con filamentos de forma elíptica y
triangular, para resolver este problema. Estos filamentos aplanados, resultaron mejores
cuando fueron probados, pero era muy costoso producirlos. Por último, la enorme demanda
de cable de alambre en San Francisco, estimuló una enorme competencia entre la compañía
de Roebling y de Hallidie, lo que favoreció una disminución en los precios.
La demanda del cable para tranvías se expandió sobre todo Estados Unidos, ya que otras
ciudades instalaron tranvías de cable en 1870 y 1880. Los tres fabricantes americanos que
existían, no pudieron hacer frente a la demanda, lo que trajo a muchas otras compañías a la
fabricación de cable. En San Francisco, el dilema del servicio corto en el cable fue atajado
por Thomas Seale, cuya solución pronto se convirtió en la respuesta aceptada para el
problema del severo desgaste exterior combinado con múltiples dobleces en reversa, sobre
poleas de diámetro pequeño.
La patente de Seale (#315,077 Abril 7, 1885) se basa en el reacomodo de tres tamaños de
alambre, en un patrón totalmente diferente, de tal forma que todos los alambres de gran
tamaño, están lado a lado en el exterior del filamento. El objetivo era lograr un incremento
en la resistencia a la abrasión sin la pérdida de flexibilidad. Mas importante, la patente
también describía, por primera vez, el concepto básico de los filamentos repartidos
uniformemente, que es inherente en el concepto de tres tamaños de Roebling, pero que no
había sido explicado previamente, como la solución para evitar el mellado interno al
cruzarce los cables. Desafortunadamente, las notas de Seale se perdieron y los detalles de
cómo desarrolló su famosa construcción permanecen desconocidos.
La mayoría de las compañías de cable de alambre, incluyéndo la de Roebling, adoptaron los
principios de Seale, aunque parecía evidente que los filamentos tipo Seale, eran mucho mas
resistentes a la abrasión, tenían la tendencia de ser ligeramente menos flexibles y por lo
mismo, con menor resistencia a la fatiga. Posteriores análisis del problema fueron
desarrollados por James B. Stone, quién era superintendente para Washburn & Moen en
Worcester, Mass., en 1880. (Washburn & Moen posteriormente fué conocida como
American Steel & Wire y después de 1900, se convirtió en una parte importante del
conglomerado conocido como United States Steel.)
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 4 de 39
La Inspección de Cables de Acero
Stone, había inventado ya máquinas trefiladoras de alta velocidad, para la fábrica de cables.
Y también había estudiado al detalle, muchos sistemas de cable para tranvías y concluyó
que cuatro diferentes tamaños de alambre, no tres, serían necesarios para crear el mejor
factor de llenado, para la concentricidad de filamentos. A menor tamaño de alambre,
conocido como alambre de relleno, se necesitaban insertar en el cable para efectos de
acolchonamiento.
Después de probar con este concepto, Stone notó que seis rellenos eran la clave para hacer
filamentos redondos, igua lmente puestos a alta velocidad, obtenidos de 19 alambres del
mismo tamaño. La patente de James Stone (#416,189 Diciembre 3, 1889) describe lo que
ahora se conoce como 6 por 25, en la construcción con alambres de relleno.
El significado del desarrollo americano, en la construcción de cables de alambre, no puede
ser minimizado. Hoy el cable de 6 por 25 de James Stone's, es el mas usado, en la
construcción de cables, en las aplicaciones de uso general.
La patente de Thomas Seale, de la forma del cable de alambre, es usada ampliamente,
particularmente en cualquier clase de aplicación donde se tenga una abrasión muy severa; y
la construcción Warrington de tres tamaños, de John Roebling, continúa siendo popular
para cables de diámetro pequeño, donde el princ ipio del alambre de relleno, no puede ser
aplicado.
Donde los carros tranvías municipales de A.S. Hallidie's, fueron suplantados por
ferrocarriles o tranvías electromotrices, que a su vez, fueron sustituídos por negociantes de
General Motors y Ford, por todas partes, excepto en su lugar original en San Francisco, los
conductores de automóviles atrapados en congestionamientos, quizás ocasionalmente se
pregunten sobre la sabiduría de sacar del negocio a los tranvías de cable. Pero las
innovaciones fundamentales en la construcción del cable de alambre, derivado de los
experimentos americanos en el transporte, han beneficiado a los usuarios del cable de
alambre por todas partes.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 5 de 39
La Inspección de Cables de Acero
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 6 de 39
La Inspección de Cables de Acero
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 7 de 39
La Inspección de Cables de Acero
Alambre:
Es el componente básico del cable de acero, el cual es fabricado en diversas calidades,
según el uso al que se destine el cable final. El Alambre de acero, es el componente básico
del cable de acero. Este alambre es fabricado con acero de alto carbono y tiene distintos
grados o calidades, que dependen de los requerimientos finales del cable.
Las calidades no sólo se refieren a la resistencia a la tracción, sino también a la resistencia a
las torsiones axiales, plegados (o dobleces) y si están o no recubiertos con zinc
(galvanizado). En el caso de los alambres galvanizados, existen normas para su
recubrimiento con zinc, tanto en el espesor de la capa como su concentricidad y adherencia.
Todas las características de los alambres de acero, están especificadas en la Norma ISO
2232, que rigen para los cables.
Grado o calidad de los alambres de acero son:
1240 N/mm2 (126Kg/mm2)
1570 N/mm2 (160Kg/mm2)
1770 N/mm2 (180Kg/mm2)
1960 N/mm2 (200Kg/mm2)
La flexibilidad de un cable de acero está en proporción inversa al diámetro de los alambres
externos del mismo, en cuanto que la resistencia a la abrasión es directamente proporcional
a este diámetro. En consecuencia, elegir una composición con alambres finos cuando
prevalezca el esfuerzo a la fatiga de doblamiento, y una composición de alambres externos
más gruesos cuando las condiciones de trabajo exijan gran resistencia a la abrasión.
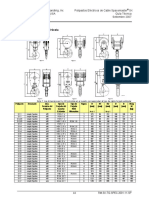
Por regla general, vale el siguiente cuadro:
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 8 de 39
La Inspección de Cables de Acero
Torón:
Está formado por un número de alambres de acuerdo a su construcción, que son enrollados
helicoidalmente alrededor de un centro, en una o varias capas. Los Torones de un cable de
acero, están formados por un determinado número de alambres enrollados helicoidalmente
alrededor de un alambre central y dispuestos en una o más capas. A cada número y
disposición de los alambres se les llama CONSTRUCCION y son fabricados generalmente
según el concepto moderno, en una sola operación con todos los alambres torcidos en el
mismo sentido, conjuntamente en una forma paralela. En esta manera se evitan cruces y
roces de los alambres en las capas interiores, que debilitan el cable y reducen su vida útil y
puede fallar sin previo aviso.
Los torones son compactados durante el proceso de torcido, obteniendo con ello una mayor
área metálica y por lo tanto una mayor resistencia a la rotura, para un mismo diámetro
nominal; una mayor superficie de contacto de los alambres exteriores con las poleas,
tambores, etc,. dando una mayor resistencia a la abrasión, por lo tanto, menor desgaste de
las poleas, tambores, etc. También ofrece una mayor resistencia al aplastamiento y
disminuyendo de vibraciones internas, su alma puede ser de acero, acero plastificada o
fibra.
Las principales construcciones de los torones, se pueden clasificar en tres series:
Serie 7: Incluyen construcciones que tiene n desde 3 a 14 alambres.
Serie 19: Incluyen construcciones que tienen desde 15 a 26 alambres.
Serie 37: Incluyen construcciones que tienen desde 27 a 49 alambres.
El torón según el requerimiento del cable final, puede ser torcido a la derecha o a la
izquierda.
Alma:
Es el eje central del cable donde se enrollan los torones. Esta alma puede ser de acero,
fibras naturales o de polipropileno. El Alma es el eje central o núcleo de un cable, alrededor
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 9 de 39
La Inspección de Cables de Acero
del cual van colocados los torones. Su función es servir como base del cable, conservando
su redondez, soportando la presión de los torones y manteniendo las distancias o espacios
correctos entre ellos.
Hay dos tipos principales de Almas: Fibra (Naturales y Sintéticas) y Acero (de Torón o
lndependiente)
a) Alma de Fibras Naturales:
Estas pueden ser "Sisal" o "Manila", que son fibras largas y duras. Existen también de
"Yute", "Cáñamo" o "Algodón", pero no se recomiendan por ser blandas y se descomponen
rápidamente, pero sí está permitido usar estas fibras como un relleno en ciertas aplicaciones
y construcciones.
En general las Almas de Fibras Naturales se usan en cables de ingeniería (Ascensores y
cables de izaje de minas), porque amortiguan las cargas y descargas por aceleraciones o
frenadas bruscas. Se recomienda no usar en ambientes húmedos y/o altas temperaturas
(sobre 80ºC).
b) Alma de Fibras Sintéticas
Se han probado varias fibras sintéticas, pero lo más satisfactorio hasta hoy día es el
"Polipropileno". Este material tiene características físicas muy similares a "Manila" o
"Sisal", y tiene una resistencia muy superior a la descomposición provocada por la
salinidad. Su única desventaja es ser un material muy abrasivo entre sí, por lo tanto, tiende
a perder su consistencia si está sujeto a muchos ciclos de operación sobre poleas con mucha
tensión. Por esta razón un alma de "Polipropileno" no es recomendable en cables para uso
en ascensores o piques de minas. Generalmente se usa en cables galvanizados para pesca y
faenas marítimas, dando en estas actividades excelentes resultados.
No debe emplearse en ambientes de altas temperaturas.
c) Alma de Acero de Torón
Un cable con un alma de Torón es un cable donde el alma está formada por un solo Torón,
cuya construcción generalmente es la misma que los torones exteriores del cable.
Principalmente, esta configuración corresponde a cables cuyo diámetro es inferior a 9.5 mm
(3/8").
d) Alma de Acero Independiente
Esta es en realidad otro cable de acero en el núcleo o centro del cable y generalmente su
construcción es de 7 torones con 7 alambres cada uno (7 x 7).
Un cable de acero con un Alma de Acero de Torón o Independiente, tiene una resistencia a
la tracción y al aplastamiento superior a un cable con alma de fibra, pero tiene una menor
elasticidad. Se recomienda el uso de cables con Alma de Acero, donde hay altas
temperaturas (superiores a 80º) como en hornos de fundición o donde existan altas
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 10 de 39
La Inspección de Cables de Acero
presiones sobre el cable, como por ejemplo en los equipos de perforación petrolera, palas o
dragas mecánicas.
e) Alma de Acero Plastificada
Ultimamente se ha desarrollado Alma de Acero Plastificada, cuya característica principal
radica en eliminar el roce entre los alambres del alma con los alambres del torón del cable
(su uso principal está en los cables compactados).
Cable:
Es el producto final que está formado por varios torones, que son enrollados
helicoidalmente alrededor de un alma.
Como se ha dicho, el cable es el producto final y se identifica por el número de torones y el
número de 2 alambres de cada torón, sus 2 tipos de almas y si son negros o galvanizados.
A) SERIES
Las principales series de cables son Serie 6x7 (con 3 a 14 alambres por torón) Aunque hay
varias alternativas en esta serie la mas común es donde cada uno de los seis torones que
forman el cable, está construido de una sola hilera de alambres colocado alrededor de un
alambre central. Debido a que el número de alambres (7) que forman el torón es reducido,
nos encontramos con una construcción de cable armado por alambres gruesos que son muy
resistentes a la abrasión, pero no recomendable para aplicaciones donde requiere
flexibibilidad. Diámetro mínimo de poleas y tambores. 42 veces el diámetro del cable.
SERIE 6X19 (Con 15 a 26 Alambres por Torón)
Existen varias combinaciones y construcciones de cables en este grupo, los torones se
construyen usando de 15 hasta 26 alambres, lo que facilita la selección del cable mas
adecuado para un trabajo determinado. Anteriormente, la construcción mas en uso en cables
mayores a 8 mm. de diámetro era la construcción 6x 19 Filler (12/6F/6/1), conocido
también como 6x25 por tener la ventaja de tener un nivel de resistencia a la abrasión y
aplastamiento aceptable, pero también suficiente flexibilidad para trabajar en poleas o
tambores que no tengan un diámetro muy reducido en relación al diámetro del cable.
La construcción 6 x 19 Filler está formada por seis torones de 25 alambres cada uno que
estan integrados por dos capas de alambres principales colocados alrededor de un alambre
central, con el doble de alambres en la capa exterior (12) a los que tienen la capa interior
(6). Entre estas dos capas se colocan 6 alambres mas delgados, como relleno (Filler) para
darle la posición adecuada a los alambres de la capa exterior.
Diámetro mínimo de poleas y tambores: 26 veces el diámetro del cable. Con el pasar del
tiempo ha surgido otra construcción que está remplazando el diseño anterior debido a que
se ha demostrado que este nuevo diseño ofrece un mayor rendimiento y utilidad para los
usuarios.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 11 de 39
La Inspección de Cables de Acero
La construcción 6 x 26 está formada por seis torones con 26 alambres cada uno,que están
integrados por tres capas de alambres colocados alrededor de un alambre central En la capa
exterior hay 10 alambres la capa intermedia hay 5 alambres de un diámetro y 5 alambres de
un diámetro interior puestos en una manera alternada y la capa interior también tiene 5
alambres puestos sobre un alambre central.
Aunque esta construcción tiene una flexibilidad un poco menor que la construcción antigua
(6 x 25), la construcción 6 x 26 tiene una sección de acero mas sólida y alambres exteriores
mas gruesos, por lo tanto, tiene una mayor resistencia a la compresión y a la abrasión.
Diámetro mínimo de poleas y tambores. 30 veces el diámetro del cable. En este grupo hay
una tercera construcción que tiene un alto volumen de consumo en trabajos bien definidos y
ésta se llama 6x19 Seale.
Esta construcción está formada por 6 torones de 19 alambres cada uno, que están integrados
por dos capas de alambres del mismo número (9), colocados alrededor de un alambre
central. En este caso, los alambres de la capa exterior son mas gruesos que los alambres de
la hilera interno, con el objeto de darle una mayor resistencia a la abrasión, pero su
flexibilidad es menor que los 6 x 26, aunque no son tan rígidos como la construcción 6 x 7.
Diámetro mínimo de poleas y tambores. 34 veces el diámetro del cable.
SERIE 6 x 37 (Con 27 a 49 Alambres por Torón)
Las construcciones de este equipo son más flexibles que las de los grupos 6 x 7 y 6 x 19,
debido a que tienen un mayor número de alambres por torón. Este tipo de cables se utiliza
cuando se requiere mucha flexibilidad. No se recomiendan cuando son sometidos a una
abrasión severa, porque el diámetro de sus alambres externos es pequeño. En este grupo la
construcción 6 x 37 es generalmente encontrada en cables con diámetros menores a 9 mm.
En diámetros superiores a 8 mm los cables son fabricados con el concepto moderno con
todos los alambres torcidos conjuntamente en una forma paralela en cada torón, evitando
roce interno y logrando una mayor útil. Como existen varias construcciones en este grupo,
se presentan las de mayor uso y sus rangos de diámetros para obtener el óptimo
rendimiento.
Diámetro mínimo de poleas y tambores. 23 veces el diámetro del cable.
SERIE 8 x 19 y 8X37
Además de los grupos antes señalados, es conveniente mencionar las series 8 x 19 y 8x37
que están fabricado con 8 torones alrededor de un alma. Al utilizar 8 torones en vez de 6,
hace que el cable sea mas flexible, pero debido a que este tipo de cable tiene un alma mas
grande que los cables de 6 torones, lo hace menos resistente al aplastamiento.
Existen construcciones en esta serie tanto con almas de fibra, almas de acero y almas de
acero plastificadas para usos bien especificados sobre los cuales hay antecedentes mas
adelante.
Torones Compactados: Los cables de Acero con torones Compactados (Palex, Izaflex,
Toroplex, Toropac, Barracuda, etc.), son un nuevo tipo de cable de acero para determinadas
aplicaciones y de características diferentes a las tradicionales.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 12 de 39
La Inspección de Cables de Acero
Principales diferencias en las características de las almas y sus áreas de uso principales.
SISAL/MANILA POLIPROPILENO ACERO
Ventajas: Ventajas: Ventajas:
Resistencia al calor y
No afectado por agua ácidos
Elástico, absorbe energía compresiones, bueno en
o alcalinos
trabajos duros
Desventajas: Desventajas: Desventajas:
No aguanta calor, ni
No aguanta calor. Tampoco
frecuentes ciclos de No es elástico
Agua, ácido, alcalino
operación sobre poleas
Areas de uso: Areas de uso: Areas de uso:
Cables de perforación
Ascensores, cables de Izaje en Cables de pesca y uso
petrolera, Grúas de
piques de Minas,Grúas Puente, marino.Cables para Sondeo y
fundición, Palas mecánicas y
Huinches Generales. limpieza Petrolera.
Cables forestales.
Principales tipos de cables de acero:
6x7+AF 6x19+AF 6X19+AF 6X19+AF 6x25+AF 6X37+AF 6X36+AACI 6X41+AACI 6X41+AACI
WARRINGTON SEALE WARRINGTON
SEALE WARRINGTON FILLER
SEALE FILLER SEALE
1+6 1+6+12 1+9+9 1+6+(6+6) 1+6+6+12 1+6/12/18 1+6+(6+6)/18 1+8+8+8+16 1+8+(8+8)+16
Para el Izaje e Industriales:
Boa Bridge
Alma de Acero Alma Plastificada / Compactado
6 Torones 8 Torones
Canguro Cascabel
Alma de Fibra Alma de Acero
6 Torones 6 Torones
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 13 de 39
La Inspección de Cables de Acero
Cobra Coral
Alma de Fibra Alma de Sisal
6 Torones 8 Torones
Izaflex Izaflex Plus
Compactado Alma Plastificada / Compactado
Antigiratorio Antigiratorio
Jirafa Jirafa
Alma de Acero Alma de Fibra
6 Torones 6 Torones
Movil 50 Movil 50 Plus
Alma Plastificada / Compactado
Resistente al Giro Resistente al Giro
Superflex Tower 100
Alma de Fibra Compactado
6 Torones Antigiratorio
Tower 50
Resistente al Giro
Para la Minería:
Crusher Drag
Alma Plastificada / Compactado Alma de Acero / Compactado
Resistente al Giro 8 Torones
Palex Tripull
Alma de Acero / Compactado Alma de Acero / Compactado
8 Torones 8 Torones
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 14 de 39
La Inspección de Cables de Acero
Para uso Portuario y Costa Afuera (Offshore):
Angula AA Angula AF
Alma de Acero Alma de Fibra
6 Torones 6 Torones
Delfin Mineral
Alma de Fibra Alma de Acero / Compactado
6 Torones 8 Torones
Portoflex Seaflex
Alma Plastificada / Compactado Alma Plastificada / Compactado
8 Torones Resistente al Giro
Sealflex Plus Tainer
Alma Plastificada / Compactado Alma de Acero / Compactado
Antigiratorio 6 Torones
Tiburon Tiburon
Alma de Acero Alma de Fibra
6 Torones 6 Torones
Para la Pesca:
Ballena Barracuda 6x19 AF
Alma de Fibra Alma de Fibra / Compactado
6 Torones 6 Torones
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 15 de 39
La Inspección de Cables de Acero
Barracuda 6x26 AF Camaronero
Alma de Fibra / Compactado Alma de Fibra
6 Torones 6 Torones
Meropac Orca 6x19 AA
Compactado Alma de Acero / Compactado
3 Torones 6 Torones
Orca 6x19 AF Orca 6x2 AA
Alma de Fibra / Compactado Alma de Acero / Compactado
6 Torones 6 Torones
Orca 6x26 AF Orcaplast AA 6x19c
Alma de Fibra / Compactado Alma de Acero / Compactado
6 Torones 6 Torones
Orcaplast AA 6x26 Swaged Pesca
Alma de Acero / Compactado Alma de Acero
6 Torones 6 Torones
Tonina 6x19 Tonina 6x19
Alma de Acero Alma de Fibra
6 Torones 6 Torones
Tonina 6x26 Tonina 6x26
Alma de Acero Alma de Fibra
6 Torones 6 Torones
Tridente
3 Torones
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 16 de 39
La Inspección de Cables de Acero
En la Industria Forestal:
SuperSwaged Swaged
Alma de Acero Alma de Acero
6 Torones 6 Torones
En la Industria de la Acuicultura:
Salmón 6x12 AF Salmón 6x17 AA
Alma de Fibra Alma de Acero
6 Torones 6 Torones
Salmón 6x17 AF Salmón8 8x7 AF
Alma de Fibra Alma de Fibra
6 Torones 8 Torones
Salmón8 8x7 Alma Mixta Salmonplast 6x17 AA
Alma Mixta Alma de Acero
8 Torones 6 Torones
Para la Industria Forestal:
SuperSwaged Swaged
Alma de Acero Alma de Acero
6 Torones 6 Torones
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 17 de 39
La Inspección de Cables de Acero
INSPECCIÓN:
Todos los cables de acero eventualmente se desgastarán y gradualmente perderán su
capacidad de trabajo a través de su vida útil. Es por esto que las inspecciones periódicas son
muy críticas. Los estándares industriales aplicables como el ASME B30.2 para las grúas
viajeras o los reglamentos federales, hacen referencia al criterio de inspección para
diferentes aplicaciones.
La inspección de forma regular de los cables y el equipo, deben hacerse por tres buenas
razones:
• Muestra las condiciones del cable y nos dá una indicación de la necesidad de
reemplazo.
• Nos puede indicar si se está usando el mas adecuado tipo de cable.
• Hace posible el descubrimiento y corrección de las fallas en el equipo u operación,
que pueden causar un costoso y acelerado desgaste del cable.
Todos los cables deben ser inspeccionados concienzudamente a intervalos regulares. A
mayor tiempo que el cable ha estado en servicio o mientras mas severo sea el servicio, mas
concienzuda y frecuentemente debe ser inspeccionado. Asegurándose de mantener los
registros de cada inspección.
Las recomendaciones típicas en los EUA, a través de las regulaciones del OSHA
(Occupational Safety and Health Act) especifican: “Debe de hacerse una inspección
completa de todos los cables, cuando menos una vez al mes y debe de tenerse rapidamente
a la mano un reporte totalmente escrito, fechado y firmado, de las condiciones del cable”.
Del mismo cuerpo regulador, la Especificación 1926.602 se refiere a los estandares de los
equipos para manejo de materiales, como son las excavadoras y grúas, como sigue en lo
referente a la inspección del cable de alambre (8.2.1.2): Todos los cables de alambre en
servicio activo deben de inspeccionarse cada día de trabajo. Una inspección completa de
tales cables, debe de hacerse cuando menos una vez al mes y los registros fechados deben
de conservarse y mostrar las condiciones del cable. En lo referente a la reglamentación de
grúas viajeras, se estipula: Los procedimientos de inspección para las grúas en servicio
regular, se divide en dos clasificaciones generales, basadas en el intervalo al cual la
inspección debe de realizarse, designado como frecuente y periódico, donde la inspección
frecuente, se refiere a la inspección diaria o mensual; la inspección periódica, se refiere a
intervalos de uno a doce meses. Sin embargo, el deseo de muchos usuarios de la
maquinaria, claramente estipulan, una inspección visual de todos los elementos,
diariamente o a cada cambio de turno.
Las inspecciones deben de ser realizadas por personal que haya aprendido mediante
entrenamiento especializado o con suficiente experiencia práctica, que es lo que hay que
buscar y como juzgar la importancia de cualquier condición anómala que pudiera descubrir.
Es responsabilidad del inspector el obtener y seguir el criterio de inspección adecuado para
cada aplicación que inspeccione.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 18 de 39
La Inspección de Cables de Acero
QUE HAY QUE BUSCAR:
Aquí se muestra lo que ocurre cuando un alambre se rompe bajo una carga de tensión que
excede su capacidad de carga. Se reconoce por la forma típica acinturada en el punto de
falla. El adelgazamiento del alambre en el punto de falla, que la dá esta forma, nos indica
que la falla ocurrió en forma dúctil.
Este es un alambre con una rotura distintiva por fatiga. Se reconoce por los extremos rectos
y perpendiculares al eje del alambre. Esta rotura se produjo por una máquina de torsión que
fue usada para medir la ductilidad. Esta rotura es similar a las fallas en los alambres
causadas por fatiga en el campo de trabajo.
Un cable de alambres que ha sido sometido a un doblez repetido sobre poleas bajo cargas
normales. Como resultado se tienen roturas por fatiga de los alambres individuales, estas
roturas son rectas y usualmente en la corona de los filamentos.
Un ejemplo de falla por fatiga de un cable de alambre sometido a grandes cargas sobre
pequeñas poleas. Las roturas en los valles de los filamentos son causadas por el
adelgazamiento de los filamentos. Puede haber también roturas en las coronas.
Aquí se observa un filamento sencillo, que ha sido removido de un cable de alambres
sometido al mellado del filamento. Esta condición es el resultado del frotamiento o roce de
los filamentos entre sí. Aún cuando esto es normal en la operación del cable, este desgaste
por melladuras puede ser acentuado con cargas muy altas, poleas muy pequeñas o la
pérdida del soporte que proporciona el alma. Como resultado final, se tendrán roturas
individuales de los alambres en los valles de los filamentos.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 19 de 39
La Inspección de Cables de Acero
EVIDENCIA TÍPICA DE DESGASTE Y ABUSO:
Un enjaulado es causado por la súbita perdida de la tensión y el rebote del cable como
resultante. Estos alambres y filamentos no regresarán a su posición original. El cable debe
de ser reemplazado de inmediato.
Una falla típica de una línea de perforación rotatoria con una mala práctica de corte. Estos
alambres, han sido sometidos a un martillado contínuo, causando fallas del tipo por fatiga.
Una buena práctica de corte, predeterminada y a intervalos correctos, puede ayudar a
eliminar este tipo de problema.
Este es un desgaste localizado sobre una zona de polea, el peligro aquí es que es
prácticamente invisible durante la operación del cable; y esta es la razón por la que es
necesario inspeccionar esta parte del cable en operación de manera regular y programada.
El cable debe quitarse de la polea durante la inspección y doblarse para verificar si existen
alambres rotos.
Este es un cable de alambre con filamentos sobresaliendo, una condición donde uno o mas
de los filamentos se han desgastado antes de los filamentos adyacentes. Esto es causado por
una junta inadecuada o los tamaños, golpes, ocurre cada seis filamentos en un cable de seis.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 20 de 39
La Inspección de Cables de Acero
Se muestra un cable de alambre enroscado, es causado al jalar hacia abajo un lazo en un
cable holgado durante la maniobra, instalación u operación. Nótese la distorsión de los
filamentos y de los alambres individuales. Este cable debe reemplazarce.
Aquí se tiene un cable de alambres que brinco la polea. El cable tiene un rizo conforme
pasó la orilla de la polea. Cuando se analizan los alambres, se puede observar dos tipos de
roturas: a la tensión, con la forma cónica y roturas al corte que se muestran cortadas en
ángulo.
El aplastamiento por los tambores es causado debido a un tamaño pequeño de estos, cargas
muy altas y múltiples enrollamientos del cable.
RECOMENDACIONES PARA LA INSPECCIÓN:
A manera general deben observarse los siguientes puntos:
Debe de considerarse cada cable en forma independiente, recordando por ejemplo que se
pueden tener cables de suspensión o bien el cable puede ser parte de la maquinaria de la
grúa y esta a su vez puede tener varios cables.
La condición ideal sería que el cable estuviera sin carga y en reposo, situación muchas
veces imposible. Por lo que habría que recurrir a equipos especializados como el que nos
ocupa y me refiero a los de INTRON; sin embargo hasta donde sea posible, debe de
recurrirse primeramente a la inspección visual, mediante la ayuda de los siguientes
accesorios:
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 21 de 39
La Inspección de Cables de Acero
Existen ciertos puntos críticos donde debe tenerse especial cuidado al efectuar la
inspección:
• Los puntos de levante, como las secciones del cable que son sometidos a esfuerzos
repetidamente cuando la carga inicial de cada levantamiento es aplicada, tales como
las zonas en contacto con las poleas.
• Accesorios en las puntas del cable, se deben buscar dos cosas, el accesorio utilizado
para fijar el cable y el cable propiamente en el punto de inserción con el accesorio.
• Las poleas o conjunto de poleas, hay que tener especial cuidado en el cable que
corre por esta zona.
• Adicionalmente, las poleas deben de inspeccionarse con un calibrador de ranuras.
• Los tambores, especialmente sobre la forma en que se arrolla el cable, las
condiciones de las ranuras en este.
• Exposición al calor, es necesario tener especial cuidado y observar cuidadosamente
si existe evidencia de que el cable ha sido expuesto al calor extremo, sobre todo si
ha sido expuesta en forma repetitiva.
• Puntos de abuso, como cuando hay rozamiento entre los cables, se deberán buscar
las zonas de desgaste, que normalmente son de color brillante.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 22 de 39
La Inspección de Cables de Acero
Todos los accesorios en las puntas de los cables, tienen la característica en común de
restringir el libre movimiento de los alambres, lo que provoca el rompimiento de los
alambres en estas zonas. Normalmente un solo alambre roto, provoca el cuestionamiento si
es conveniente seguir usando el cable, mas de uno es suficiente causa para cambiarlo.
Adicionalmente, en estas zonas, es muy común encontrar oxidación y corrosión, lo que
llevará por consiguiente a atacar la superficie de los alambres, debilitándolos y al final
provocando la ruptura de estos. En estas zonas se puede aprovechar para verificar los
accesorios, como el gancho, etc.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 23 de 39
La Inspección de Cables de Acero
Cada inspección periódica debe de incluir la medición del diámetro del cable en los puntos
críticos y registrarlos para futuras comparaciones. La mayoría de los estandares para la
inspección, señalan claramente los valores permisibles en reducción de área, mismos que
deben de ser conocidos por el inspector antes de tomar las mediciones. La medida del
diámetro del cable, se toma sobre las coronas, normalmente se gira el cable o el pié de rey
para tener la medida correcta. La reducción del diámetro puede ser causada por muchos
factores, incluyendo el tirón inicial cuando el cable es nuevo, ya que normalmente se
fabrica ligeramente con un mayor diámetro. Al ponerse en operación, por primera vez, con
filamentos nuevos y sin usar, el cable tendrá un asentamiento inicial, por lo que sufrirá una
ligera reducción de diámetro. Por lo tanto, se deberá contar con las medidas iniciales para
futuras referencias. También por el uso normal se tiene un desgaste y reducción del
diámetro, ya que los filamentos exteriores en sus coronas, son propensos al desgaste. Los
estandares muestran específicamente la cantidad de pérdida de metal permisible. Por otra
parte, puede ocasionar reducción del área, cuando el alma del cable se deteriora y esta
reducción de área, normalmente es una clara indicación de un daño interno, por lo que
deberá de hacerse una examinación interna. De nuevo se muestra claramente la importancia
de los equipos de INTRON.
Torcido regular
Torcido Lang
Cable 6X25 con desgaste superficial
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 24 de 39
La Inspección de Cables de Acero
El paso del cable es la longitud sobre el cable donde un filamento hace una espiral completa
o vuelta sobre el alma o núcleo del cable. Este es un valor de ingeniería al diseñar el cable y
controlado cuidadosamente durante el proceso de fabricación. Debido a que es muy común
tener ajus tes internos en el cable, al iniciar la carga por primera vez, es muy recomendable
que sea medido después de la primera carga inicial, para efectos comparativos en las
siguientes inspecciones periódicas. Una forma de medir el paso del cable, es utilizando una
hoja blanca, papel carbón y lápiz; se sujeta firmemente el papel carbón y la hoja blanca
sobre el cable y con el lado del lápiz mediante un ligero golpe, se traza la imagen,
obteniéndose la huella en el papel.
Al trazar una línea en un filamento y contar el número de filamentos en el cable se vuelve a
poner otra línea, obteniéndose la medida correcta. Otra forma es utilizando un crayón o
marcador tipo industrial y un rollo de cinta industrial para pegar, de esta forma se puede
obtener una huella de tres pasos y así obtener un promedio mas exacto. Estos cambios en el
paso del cable, son graduales a través de la vida útil de este, así que un cambio abrupto es
una clara señal de un problema. Como regla común se tiene que si aumenta el paso del
cable junto con una reducción del área, lo mas probable es que se haya roto el alma o
núcleo de este. Por otra parte, si hay aumento en el paso del cable sin la reducción del área,
lo mas probable es que existan problemas de rotación del cable, al no tener las puntas fijas,
no utilizar los accesorios necesarios, o bien, las poleas desgastadas en sus ranuras
interiores, ya que restringen el movimiento normal del cable cuando entra y deja la ranura
de la polea, lo que provoca un giro en el cable y modifica el paso de este. Cualquiera que
sea la causa, es una anormalidad que debe anotarse como referencia futura e investigación
de la causa que lo provoca.
Probablemente el signo mas común del deterioro del cable y la cercanía a la falla, son los
alambres rotos; y los criterios de inspección son muy específicos en cuanto al número de
alambres rotos bajo cada caso o circunstancia. Es normal en un cable que ha sido
correctamente diseñado y usado u operado, encontrarse con alambres rotos, conforme llega
al final de su vida útil. Bajo condiciones ideales, los primeros alambres en romperse son los
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 25 de 39
La Inspección de Cables de Acero
exteriores, en las coronas de los filamentos, donde es de esperarse el desgaste superficial.
Sin embargo, en los cables de suspensión este fenómeno no es muy fácilmente observable.
Es muy importante utilizar los equipos de inspección adecuados, como por ejemplo los de
INTRON, para poder encontrar estos puntos críticos, especialmente donde exista
concentración de esfuerzos. El primer paso al buscar alambres rotos, es asegurarse que se
tiene una superficie razonablemente limpia, por lo que se recomienda limpiar con trapo
limpio y de ser necesario, utilizar un cepillo de alambre que pueda llegar a los valles entre
los filamentos. La inspección visual de los cables para buscar alambres rotos, en muchos de
los casos no puede realizarse cuando el cable esta sometido a tensión o soportando una
carga, o bien cuando está operando. Ya que sería necesario quitar la tensión del cable, para
poder flexionarlo tanto como sea posible y con un clavo grande, abrir aquellos alambres
sospechosos o que se mueven excesivamente. Si el número de alambres rotos que se
encuentre es cercano al límite permisible, debe de extenderse la inspección visual del cable,
a otras secciones del cable. Lo que va haciendo la inspección visual muy difícil y lenta. Ya
que también deberá medirse la reducción de área, el paso del cable y en caso de sospecha
que también haya fallado el alma del cable, debe de realizarse la examinación interna. Lo
que va volviendo cada vez mas complicado y lento el servicio de inspección, por esta razón
se han desarrollado equipos que bajo el funcionamiento del electromagnetismo, facilitan
totalmente la inspección de los cables de acero.
Imágenes descriptivas de lo mencionado con anterioridad.
Siempre que exista sospecha de daños internos, debido a alambres rotos o falla del alma,
debe de abrirse una sección del cable sin dañarlo, para su verificación interna. Esto puede
realizarce sin que se dañen los alambres, siempre y cuando el cable no esté sometido a
cargas, por lo que puede introducirse un clavo grande entre dos filamentos y rotarlo para
exponer el alma, que se encuentra bajo los filamentos.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 26 de 39
La Inspección de Cables de Acero
Las anteriores imagenes ilustran lo que se ha venido comentando.
INSPECCIÓN NO DESTRUCTIVA
Hacia 1985 en EUA, un análisis estadístico sobre 8,000 registros de laboratorio y pruebas
en campo, revelaron hechos muy interesantes, sobre los cables de alambre en servicio,
encontrándose lo siguiente:
• Aproximadamente el 10% de los cables mostraron una disminución en su
capacidad de carga, arriba de un 15%. Mas del 2% de los cables habían perdido
mas del 30% de su capacidad nominal de carga. En otras palabras, aún cuando
estaban en servicio, el 10% de todos los cables eran inaceptables y operaban en
condicio nes peligrosas; y por otra parte el 2% de todas los cables, operaban en una
situación extremadamente riesgosa.
• Por otra parte, mas del 70% de los cables, fueron retirados de servicio, sin pérdida
en su capacidad de carga o casi despreciable.
• Por lo anterio r, los resultados anteriores muestran que solamente una muy pequeña
parte de la muestra que se examinó, fue reemplaza en base al tiempo de uso del
cable.
Estas anteriores observaciones, ilustran vívidamente la ineficacia de los métodos de
inspección que actualmente utilizan los usuarios de cables, especialmente si solamente se
hace la inspección visual. Ya que aunque la mayoría de los cables fueron retirados
prematuramente como precaución, muchos cables en servicio tenían degradaciones muy
severas y estaban en una condición muy peligrosa.
La inspección visual en los cables de acero no es confiable como se ha venido
demostrando, por lo que muchos usuarios hacen el cambio del cable a intervalos fijos,
usualmente basados en toneladas o kilómetos. Otra de las desventajas de la inspección
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 27 de 39
La Inspección de Cables de Acero
visual, es que no garantiza la seguridad en el cable, ya que no se puede identificar a los
alambres que no son seguros y que deben de reemplazarce. Por otra parte, muchas veces es
un desperdicio en dinero, ya que no se puede identificar a los cables que tienen vida
remanente.
Debido a que la falla de los cables conduce a una situación de alto riesgo, las prácticas y
regulaciones estipulan claramente inspecciones periódicas, tanto para la industria minera,
elevadores, grúas, etc. Como ejemplo en EUA, para la minería US Code of Federal
Regulations (30 CFR 811), en elevadores Safety Code for elevators (ANSI A17.1 y 2),
grúas viajeras ANSI B30.2.0.
A manera general el deterioro en los cables de acero, es de dos formas:
• Pérdida metálica del área a través de su sección (LMA). Por abrasión externa, al
rozar contra pisos u otras superficies; la interna, causada por falta de lubricación,
melladuras, presiones muy altas. Corrosión, interna o externa, por falta de
lubricación o debidas al medio ambiente, por ejemplo en estructuras costa afuera.
• Fallas localizadas (LF). Alambres rotos debido a fatiga, desgaste plástico,
endurecimiento martensítico, o bien daño mecánico.
Aún cuando han sido propuestos y utilizados diversos métodos no destructivos,
actualmente solo la prueba electromagnética es la mas práctica. Aunque debe de recordarse
que siempre es importante realizar una inspección visual previa a la prueba
electromagnética.
Actualmente, los instrumentos para la inspección electromagnética de cables, son
abisagrados y pueden colocarse fácilmente sobre el cable directamente, en el campo de
trabajo; de tal forma, que la inspección de cualquier cable instalado es posible. Incluyendo
espacios reducidos como en los elevadores o cables de suspensión de puentes.
Están compuestos básicamente de dos partes: El cabezal magnético y la unidad recolectora
de datos. El recolector de datos, conectado al cabezal magnético, es energizado por baterías
recargables y cuenta con memoria interna para almacenamiento y posterior descarga, a una
computadora, para su eventual análisis, también tiene n un letrero luminoso que indica la
información actual que se mide. El cabezal magnético, se fabrica de fuertes imanes
magnéticos permanentes, con yugos, sensores y contadores de distancia. El cabezal
magnético se instala en el cable y viaja a través del cable durante la prueba.
Las ventajas que se tienen es que bajo cualquier circunstancia, es mucho mas confiable que
la inspección visual. Se tiene un registro permanente y objetivo de las condiciones del
cable. Se detectan defectos internos y externos y como son bastante confiables, la vida útil
del cable puede extenderse considerablemente e incrementarse la seguridad del cable. Es
mucho mas conveniente ya que consume menos tiempo y menos peligroso para los
inspectores que la inspección visual.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 28 de 39
La Inspección de Cables de Acero
La desventaja, es que como con cualquier otro método de prueba, se debe de contar con
inspectores entrenados y calificados; además de que el instrumento de inspección debe ser
el más adecuado.
El principio de operación se basa en la pérdida de flujo magnético (MFL – Magnetic Flux
Leakage). El campo magnético satura la sección del cable en dirección longitudinal. Las
irregularidades en el cable, tales como la pérdida metálica del área (LMA) y las fallas
localizadas (LF), provocan una redistribución del flujo magnético que rodea al cable, que es
detectado por los sensores Hall o por cables inducidos. Las señales desde los sensores
contienen información crítica concerniente a la pérdida metálica del área (LMA) y las fallas
localizadas (LF) y otras condiciones importantes.
Existen muchos detectores de flujo producidos por diferentes compañías ofrecidos
alrededor del mundo.Los instrumentos modernos demostraron en las pruebas resultados
muy similares. Sin embargo ellos difieren en detalles importantes para los usuarios, por
ejemplo: el peso y las dimensiones, por la forma de almacenar los datos, proceso y
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 29 de 39
La Inspección de Cables de Acero
presentación, por el tipo y rango de dimensiones del cable a ser probado, etc. INTROS fué
denominado como uno de los equipos más ligeros y portátiles en el séptimo ECNDT en
Copenhagen y en el decimoquinto WCNDT en Roma.
La calibración de los equipos se realiza a través de un cable patrón con fallas simuladas o
bien, en campo, utilizando el mismo cable que se inspeccionará, verificando los valores
contra las partes donde se está seguro que no hay fallas. Un método aceptable y confiable.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 30 de 39
La Inspección de Cables de Acero
Inspección del cable en Sochi, Rusia.
Inspección del cable de grúa en Vladivostok, Rusia.
Inspección de cables en minas de JSC Norilsk, Nickel, Rusia
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 31 de 39
La Inspección de Cables de Acero
Inspección de cables de puentes en Alemania sobre el río Rhine
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 32 de 39
La Inspección de Cables de Acero
La resolución cuantitativa, es la longitud mínima requerida de una discontinuidad uniforme
para la cual el sensor proporciona una medida cuantitativa precisa del cable dentro de un
pequeño límite de error predefinido. Esto es muy importante al comparar diferentes equipos
que miden la pérdida metálica del área. Supóngase por ejemplo, un cable con una pérdida
metálica (LMA) uniforme del 10% sobre una longitud de 2”, entonces un instrumento con
una resolución cuantitativa de 2”, será capaz de proporcionar la pérdida exactamente,
indicándolo como 10% sobre 2”. Sin embargo, un instrumento con una resolución
cuantitativa de 20”, indicará para la misma zona, solo un 1% sobre 20” de longitud,
situación bastante diferente sobre la condición actual del cable. Mas aún, ambos equipos
darán la misma señal sobre fallas con una longitud de 20” o mayores. Por ejemplo, en una
cadena, el mas débil de los eslabones, será el punto de falla, igualmente en un cable; y no
un promedio de los valores de resistencia.
La forma más utilizada para realizar la prueba a los cables de acero es en tiempo real, pues
en algunos casos es necesario detener el movimiento del instrumento luego de detectar la
aparición de una significativa pérdida de sección de metal LMA del cable o de una falla
localizada (indicada por la alarma).Es cuando el inspector verifica la parte del cable
visualmente para definir la razón por la que se activó la alarma. Cuando se necesita
inspeccionar cables estáticos (ejemplo: cables soporte) utilizando INTROS como un
instrumento totalmente estático, desplazá ndolo a lo largo del cable desde la distancia por el
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 33 de 39
La Inspección de Cables de Acero
inspector, el segundo modo de empleo es descargando de la unidad eléctronica de
recopilación los datos a un computador y procesarlos con el software WINTROS.
Grúa de una plataforma marina.
Se muestra el cable principal en el tambor.
La sección del cable esta bién lubricada, pero con corrosió n.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 34 de 39
La Inspección de Cables de Acero
Se muestra la sección de cable sobre el gancho del elevador principal, la superficie de los
alambres exteriores esta atacada por la oxidación del agua salada del mar. La medida LMA
(la reducción de la sección metálica) es de aproximadamente del 3%.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 35 de 39
La Inspección de Cables de Acero
La figura representa una parte de datos almacenados del cable del elevador principal de una
grúa. En el centro hay 2 alambres rotos situados uno encima del otro. Además al lado de
estos dos alambres rotos; hay uno a la izquierda y otro a la derecha. Mismos que pueden ser
localizados fácilmente sobre el cable, al referenciarse al punto 0 metros, es decir donde se
inicia la inspección del cable.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 36 de 39
La Inspección de Cables de Acero
Implementando INTROS sobre una torre de soporte en los Alpes Suizos.
Criterio de remoción del cable:
El objetivo de la inspección de los cables es la detección de alambres rotos; y el número y
tipo de los alambres, son una indicación de las condiciones generales del cable y una
prueba definitiva para el reemplazo del cable.
Las inspecciones frecuentes y los reportes escritos, ayudan a determinar el rango al cual los
alambres se están rompiendo. Y por añadidura, cuando es conveniente reemplazar el cable.
Es importante recordar, que los criterios están diseñados para cables de acero, que operan
con poleas y tambores de acero, por lo que si se está trabajando con otros materiales, debe
de hacerse otro estudio diferente.
En resumen, las roturas de cables mas significativas y dañinas, son las que ocurren en los
valles, si el alambre sobresale entre los filamentos, por lo que estas son tratadas diferente a
aquellas que ocurren en la periferia del cable. Lo común es reemplazar el cable si hay mas
de un valle que ha fallado.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 37 de 39
La Inspección de Cables de Acero
# OF BROKEN WIRES # OF BROKEN
IN RUNNING ROPES WIRES IN
STANDING ROPES
Standard Equipment In one In one At end In one At end
rope strand connection rope connection
lay lay
Overhead & gantry
ASME/B30.2 12** 4 N/S Not Specified
cranes
Portal, tower, & pillar
ASME/B30.4 6** 3 2 3 2
cranes
Running
6** 3 2 3 2
Mobile & ropes
ASME/B30.5 locomotive Rotation- 2 randomly distributed broken wires in 6 rope
cranes resistant dia.or 4 randomly distributed broken wires in
ropes 30 rope dia. **
ASME/B30.6 Derricks 6** 3 2 3 2
ASME/B30.7 Base- mount drum hoists 6** 3 2 3 2
Floating cranes and
ASME/B30.8 6** 3 2 3 2
derricks
ASME/B30.16 Overhead hoists 12** 4 N/S Not Specified
ANSI/A10.4 Personnel hoists 6** 3 2 2** 2
ANSI/A10.5 Material hoists 6** Not Specified Not Specified
**Also remove for 1 valley break.
Recomendaciones para extender la vida útil del cable:
No es muy sencillo determinar la duración del cable, ya que hay muchos factores
involucrados:
• La forma en que se instala y se usa por primera vez.
• La técnica de operación y los hábitos de trabajo de los operadores de las grúas.
• El mantenimiento físico del cable a través de su vida útil.
• El mantenimiento físico del sistema en el que opera el cable.
A manera de resumen, se enlistan algunas recomendaciones:
• Instale el cable correctamente. No atrape ningún doblez del cable entre las poleas,
un manejo adecuado evitará esto. Las primeras vueltas en el tambor son las mas
importantes.
• “Estrene” el cable correctamente. Opere el cable varias veces sin carga, después con
poca carga, por último úsela con carga; así permitirá el ajuste de los cables y
filamentos.
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 38 de 39
La Inspección de Cables de Acero
• Permita el estiramiento inicial de construcción. Debido a lo que se menciona
anteriormente; esto es parte del proceso constructivo del cable y es alrededor de
0.25 a 1.0% de la longitud del cable.
• Corte las puntas o lugares donde hay puntos de desgaste o voltee el cable. Si se
observa desgaste localizado en cierta zona, vale la pena tener un cable un poco mas
largo, para cortar esas zonas desgastadas en las puntas.
• Lubricación es muy importante a través de su vida útil, haciéndo una limpieza
previa. Una buena forma de que penetre el lubricante es cuando se aplica por el lado
exterior estando el cable curvo, sobre tambores. Siempre del recomendado por el
fabricante.
Bibliografía:
1.- Standard Handbook for Mechanical Engineers-Marks’- 7° Edición, U.S.A.
2.- Modern History of Wire Rope by Donald Sayenga. "Mr. Wire Rope".
3.- Industrial- Rigging, 100 State Street, Erie, PA 16507, U.S.A.
4.- Prodinsa, Fábrica de Cables de Acero, Chile.
5.- Grupo Palme – Fabricantes de cables de acero – México.
6.- Continental Cable LLC, GBG Industries, 253 Monument Road Hinsdale, NH 03451,
U.S.A.
7.- SIVA-Indústria e Comércio de Artefatos de Arame e Aço Ltda. Rua Goiânia, 200-CEP
08573-360 Itaquaquecetuba – SP – Brasil
8.- WIRE ROPE CORPORATION OF AMERICA, Chillicothe, Missouri, U.S.A.
9.- OSHA (Occupational Safety and Health Act).
10.- American Society of Mechanical Engineers.
11.- Intron Plus, Ltd., Krasnokazarmennaya Str. 17, Moscow, 111250 Rusia, Tel/Fax
(7095)3625638 y 3627498. www.intron.ru
12.- Haces Inspección del Noreste, S.A. de C.V., Juárez Pte. #211-2A, Zona Centro, Cd.
Victoria, Tam. México, 87000 Tel. (834)3126609 y 3120038 Cel. (834)1330203 y
1277805. www.manuelhaces.com/ correo@manuelhaces.com
13.- Materials Evaluation, Vol. 43, No. 13, p. 1592-1605, 1985, American Society for
Nondestructive Testing, Inc.
14.- PRUEBAS NO DESTRUCTIVAS DE CABLES DE ACERO EN INSTALACIONES
OFF SHORE Y DIQUES, B.Cook (CITS Services SDN.BHD, Johor Baru,Malasia),
(wbcook@pc.jaring.my) O.Gronau (DMT,Bochum,Alemania) (gronau@dmt.de)
V.Sukhorukov (INTRON PLUS, Ltd., Moscú, Rusia) (vsukhorukov@intron.ru)
E.Verdegaal (Heerema Marine Contractors,Leiden,Holanda) (everdegaal@hmc-
heerema.com)
Ing. Manuel Haces Valdez correo@manuelhaces.com Página 39 de 39
You might also like
- Polipastos elevados ASME B30.16-2007Document59 pagesPolipastos elevados ASME B30.16-2007Juan Jose Ramirez Aparcana85% (39)
- Asme b30.9-2010 en EspañolDocument83 pagesAsme b30.9-2010 en EspañolWILDER CHACON82% (17)
- Asme B30.26-1Document33 pagesAsme B30.26-1Edwin Quina Valencia100% (15)
- Asme b30.10 Hooks 2005 en EspañolDocument11 pagesAsme b30.10 Hooks 2005 en Españolhcmcrlho83% (12)
- ASME-B30 2-2016 en EsDocument46 pagesASME-B30 2-2016 en EsCristhian Bal Leon92% (12)
- ASME B30.5-2021 en EspañolDocument74 pagesASME B30.5-2021 en EspañolElibeth AA82% (11)
- ASME-B30 17-2015 en EsDocument58 pagesASME-B30 17-2015 en EsCristhian Bal Leon100% (10)
- ASME B30.30 2019 en EspañolDocument42 pagesASME B30.30 2019 en EspañolAlberto Contreras92% (12)
- Norma b30.9 en EspañolDocument3 pagesNorma b30.9 en Españolbitam_2776% (17)
- ASME-B30 20-2013 en EsDocument68 pagesASME-B30 20-2013 en EsCristhian Bal Leon95% (20)
- ASME-B30-23-11 en EspañolDocument40 pagesASME-B30-23-11 en Españolcarlos alberto daza pardo100% (2)
- Inspeccion Elementos Izaje PDFDocument90 pagesInspeccion Elementos Izaje PDFDiego quispe gutierrez100% (1)
- Norma Asme B30-22Document11 pagesNorma Asme B30-22Silvio Ortiz100% (1)
- Asme B.30.20-2018dispositivos Debajo de El GanchoDocument69 pagesAsme B.30.20-2018dispositivos Debajo de El GanchoLuis Mora RincónNo ratings yet
- ASME B30.3-2004 - SP PDFDocument50 pagesASME B30.3-2004 - SP PDFJose Luis100% (6)
- PI-15!01!04 Inspección de Poleas y TamboresDocument17 pagesPI-15!01!04 Inspección de Poleas y TamboresmatosrafaelNo ratings yet
- ASME B30.10-2005 - SPDocument24 pagesASME B30.10-2005 - SPALex ABerlyn Rodriguez100% (7)
- Asme B30 - GeneralDocument2 pagesAsme B30 - GeneralAlejandro Dammazo92% (12)
- Asme B30 Listado de NormasDocument3 pagesAsme B30 Listado de NormasEliana Belalcazar Cadena100% (1)
- Criterio para Descartar Elementos de Izaje B30.9Document4 pagesCriterio para Descartar Elementos de Izaje B30.9giantonio88% (8)
- Asme b305 2014 - EspDocument67 pagesAsme b305 2014 - EspCarlos SoNo ratings yet
- Traduccion ASME B30 9 30 9Document41 pagesTraduccion ASME B30 9 30 9eladio3067% (3)
- Mantenimiento de grilletes y aparejosDocument14 pagesMantenimiento de grilletes y aparejosalexdaniel26100% (3)
- Especificaciones Cielo Razo Drywall PDFDocument22 pagesEspecificaciones Cielo Razo Drywall PDFMelvin Herrera VillanuevaNo ratings yet
- Inspeccion de Cables AceroDocument39 pagesInspeccion de Cables AceroJuan Ochoa100% (1)
- Inspección de Cables de Acero ISTDocument14 pagesInspección de Cables de Acero ISTHumberto Miranda Vivanco100% (2)
- ASME B30.17-2015 Parte 1Document25 pagesASME B30.17-2015 Parte 1Pol Peña Quispe100% (4)
- Curso General de GruasDocument100 pagesCurso General de GruasNelzon Naveros LoaNo ratings yet
- Inspeccion de Cables de IzajeDocument5 pagesInspeccion de Cables de IzajeCarlos Diaz100% (1)
- ASME B30.10 - 1999 Ganchos-2Document24 pagesASME B30.10 - 1999 Ganchos-2Capacitaciones Condy75% (4)
- ASME B30.2-2005 (Grúas Puente) - SP PDFDocument41 pagesASME B30.2-2005 (Grúas Puente) - SP PDFKenny100% (1)
- Izaje 200Document23 pagesIzaje 200NAO_198No ratings yet
- Edoc - Pub Asme b3017 2015 Parte 2Document14 pagesEdoc - Pub Asme b3017 2015 Parte 2Pacho CalderonNo ratings yet
- GANCHOS RSN e HBCDocument4 pagesGANCHOS RSN e HBCLuiz Gabriel Alves de Deus0% (1)
- Requisitos internacionales para izamiento seguroDocument47 pagesRequisitos internacionales para izamiento segurochinojoNo ratings yet
- Cables de AceroDocument16 pagesCables de Acerovladimir AduviriNo ratings yet
- Asme b30 2 2005 EspanolpdfDocument75 pagesAsme b30 2 2005 EspanolpdfKevin Avalos GonzalezNo ratings yet
- Procedimiento de Inspeccion A Cables de Acero Norma Pdvsa Pi - 15!01!02Document31 pagesProcedimiento de Inspeccion A Cables de Acero Norma Pdvsa Pi - 15!01!02bmelende100% (3)
- RIGGER para operaciones de izaje y levantamientoDocument311 pagesRIGGER para operaciones de izaje y levantamientoalberto100% (1)
- Asme b30.5Document3 pagesAsme b30.5Fabian Landau0% (1)
- FEM 9.511 (Tecles y Polipastos)Document3 pagesFEM 9.511 (Tecles y Polipastos)danielbustNo ratings yet
- Contenido ASME B30.9Document108 pagesContenido ASME B30.9HenryMuñoz100% (2)
- Certificado AutoelevadorDocument1 pageCertificado AutoelevadorLeonardo JorgeNo ratings yet
- ASME B30-2 2016.en - EsDocument46 pagesASME B30-2 2016.en - EsSOMARE100% (6)
- Cables de Acero Normas IramDocument1 pageCables de Acero Normas Iramconcar55No ratings yet
- Operacion Gruas PuenteDocument54 pagesOperacion Gruas Puentemistermango88% (17)
- Criterio para Definir Las Pruebas de Carga A Grúas en Base A Lo Descrito en El Estándar ASME PDFDocument5 pagesCriterio para Definir Las Pruebas de Carga A Grúas en Base A Lo Descrito en El Estándar ASME PDFPablo Marcelo HerreraNo ratings yet
- Inspeccion de Cables AceroDocument39 pagesInspeccion de Cables Aceropersove2014No ratings yet
- Material Soldadura Por Gas y Oxiacetilénica 2022Document41 pagesMaterial Soldadura Por Gas y Oxiacetilénica 2022abraham camamamaniNo ratings yet
- Historia de BateriaDocument6 pagesHistoria de Bateriamafer86No ratings yet
- Historia de La SoldaduraDocument12 pagesHistoria de La SoldaduraJose Alejandro Pinto GuevaraNo ratings yet
- Soldadura 7018 y Su Aplicacion en Estructuras de EdificiosDocument18 pagesSoldadura 7018 y Su Aplicacion en Estructuras de EdificiosEmtrerriano7320% (1)
- Acero Laminado en CalienteDocument14 pagesAcero Laminado en CalienteMarcelo AlejandroNo ratings yet
- Biografía de William ArmstrongDocument8 pagesBiografía de William ArmstrongDiego QuispeNo ratings yet
- La Evolución de Las Baterías-VARTADocument20 pagesLa Evolución de Las Baterías-VARTACharo BarralloNo ratings yet
- Historia de La Pila - Wikipedia, La Enciclopedia LibreDocument3 pagesHistoria de La Pila - Wikipedia, La Enciclopedia LibreCristian ViolaNo ratings yet
- La Historia Del Primer Equipo de Soldadura EléctricaDocument2 pagesLa Historia Del Primer Equipo de Soldadura EléctricaGarcia MNo ratings yet
- Historia Cable de AceroDocument13 pagesHistoria Cable de AceroRafael EspinosaNo ratings yet
- La Historia de La Soldadura Jennifer LizarragaDocument8 pagesLa Historia de La Soldadura Jennifer LizarragaJennifer LizarragaNo ratings yet
- Historia de La SoldaduraDocument4 pagesHistoria de La Soldaduraluiscarlosm89No ratings yet
- Evolución Del Ferrocaril en EuropaDocument55 pagesEvolución Del Ferrocaril en EuropaAriadna Moncada CornejoNo ratings yet
- 2 Resistencia y Conductividad de LosDocument6 pages2 Resistencia y Conductividad de LosCarlos VelardeNo ratings yet
- Tuberia A Presion Golpe de ArieteDocument6 pagesTuberia A Presion Golpe de Arietedark2200No ratings yet
- Sintesis de Batio3Document1 pageSintesis de Batio320ChikaneNo ratings yet
- PTAR II: Análisis de precios unitarios para obras de mampostería, enlucido y mesón en hormigón armadoDocument119 pagesPTAR II: Análisis de precios unitarios para obras de mampostería, enlucido y mesón en hormigón armadoLeonardo Fabricio Vinueza CastroNo ratings yet
- Clase 8 - Pilotes v3Document40 pagesClase 8 - Pilotes v3Anonymous 7rlIUxLKNo ratings yet
- Empalmes ElectricosDocument6 pagesEmpalmes ElectricosjscacuangoNo ratings yet
- Catálogo ZUBI OLA PDFDocument52 pagesCatálogo ZUBI OLA PDFDanilo UrruchurtoNo ratings yet
- Principales Usos Del PetróleoDocument7 pagesPrincipales Usos Del PetróleoRuber Perez100% (1)
- Diseño de Quemadores para Un HornoDocument12 pagesDiseño de Quemadores para Un Hornobbt_p053772No ratings yet
- Informe Consulta BujiasDocument7 pagesInforme Consulta BujiasAnonymous FuG25ItdtANo ratings yet
- Alternadores Leroy SomerDocument67 pagesAlternadores Leroy Somerlpolo12No ratings yet
- Lavadora: historia y funcionamiento de este electrodomésticoDocument4 pagesLavadora: historia y funcionamiento de este electrodoméstico1234jesicaNo ratings yet
- TizaDocument3 pagesTizaEdu AldasNo ratings yet
- Costos Fijos y Variables de HotelesDocument5 pagesCostos Fijos y Variables de HotelesCeci Santos100% (1)
- Presentación Construcción y Sus MaterialesDocument18 pagesPresentación Construcción y Sus MaterialesDaysi Alejandra Molina BonillaNo ratings yet
- Catalogo de Contactores de Abb PDFDocument58 pagesCatalogo de Contactores de Abb PDFFernando Taipe'xNo ratings yet
- Catalogo Rodamientos Rigidos Completamente Llenos de Rodillos Cilindricos Nbs PDFDocument40 pagesCatalogo Rodamientos Rigidos Completamente Llenos de Rodillos Cilindricos Nbs PDFLuis VazquezNo ratings yet
- Diagrama de FlujoDocument3 pagesDiagrama de FlujomarioNo ratings yet
- Tubos y Conductos en Elementos Estructurales de Concreto ArmadoDocument5 pagesTubos y Conductos en Elementos Estructurales de Concreto ArmadovaahplusNo ratings yet
- Hoja Tecnica Planchas Estriadas LacDocument2 pagesHoja Tecnica Planchas Estriadas LacDANIELNo ratings yet
- Belleza Integral InformeDocument15 pagesBelleza Integral InformeAnahy RocioNo ratings yet
- Informex Parctica 7Document5 pagesInformex Parctica 7ledes89No ratings yet
- Tensiones en Mecanica de RocasDocument32 pagesTensiones en Mecanica de Rocasjonathan100% (1)
- 10 - Fundamentos Determinación de Humedad y CenizasDocument22 pages10 - Fundamentos Determinación de Humedad y CenizasBeto BarcelonaNo ratings yet
- Ecopetrol Base Parafinica Bright Stock VSM-01 PDFDocument2 pagesEcopetrol Base Parafinica Bright Stock VSM-01 PDFOswaldo FigueraNo ratings yet
- Presupuesto de Obra 20220912 133440 659-1Document43 pagesPresupuesto de Obra 20220912 133440 659-1Brandon Arroyo PizarroNo ratings yet
- Nucleacion y CrecimientoDocument23 pagesNucleacion y CrecimientoFelelico SalinasNo ratings yet
- Unidad 2 - Destilación PDFDocument76 pagesUnidad 2 - Destilación PDFjavierNo ratings yet
- ProcesoCirculacionPlantaDocument1 pageProcesoCirculacionPlantaLUIS DELGADO FLORESNo ratings yet