You might also like
- Fabricacion Bloques de CementoDocument67 pagesFabricacion Bloques de CementoAlberto Aburto Jarquin81% (36)
- 4 Fabricacion de Bloques de ConcretoDocument27 pages4 Fabricacion de Bloques de Concretofeliperoz8190% (20)
- Bloquera SocialistaDocument28 pagesBloquera SocialistaJulio MedinaNo ratings yet
- Proyecto Bloquera BuenoDocument62 pagesProyecto Bloquera BuenoRichard Rivas67% (3)
- Manual de Montaje Triturador PDFDocument43 pagesManual de Montaje Triturador PDFN C100% (1)
- PDF Planos de Maquina Fabricadora de BloquesDocument15 pagesPDF Planos de Maquina Fabricadora de BloquesVictor Valencia100% (1)
- Bloques Lego estructurales construcción ahorroDocument9 pagesBloques Lego estructurales construcción ahorroamerico_natera8168100% (2)
- La Bloquera Ceta-RamDocument52 pagesLa Bloquera Ceta-RamTHETITO1181100% (2)
- Vista Previa Prensa de Ladrillos ModularesDocument0 pagesVista Previa Prensa de Ladrillos ModularesGonzalo Diaz75% (4)
- El TijoloDocument5 pagesEl TijoloPancho LupeNo ratings yet
- Análisis de alternativas técnicas para fabricar bloques de cementoDocument36 pagesAnálisis de alternativas técnicas para fabricar bloques de cementoKaptahNo ratings yet
- Manual Bloquera Bh-3000Document43 pagesManual Bloquera Bh-3000Juan Mayorga0% (1)
- Hacete Un Molde para Bloques de CementoDocument24 pagesHacete Un Molde para Bloques de CementoNapoleon Bonan50% (2)
- Estado Del Arte Prensa Hidraulica para Ladrillos EcologicosDocument5 pagesEstado Del Arte Prensa Hidraulica para Ladrillos EcologicosJuan Sebastian Guzman100% (1)
- Anexo 5 Ro2011 Grupo Bloquera RiosDocument23 pagesAnexo 5 Ro2011 Grupo Bloquera RiosJoe MeroNo ratings yet
- Proyecto Bloquera ManualDocument19 pagesProyecto Bloquera Manualjpieruzzini100% (2)
- Uniones en MaderaDocument78 pagesUniones en MaderaDavid PachecoNo ratings yet
- Videos de carpintería paso a pasoDocument18 pagesVideos de carpintería paso a pasoPablitoo17No ratings yet
- Ladrillo Ecologico Comenzar Tu NegocioDocument12 pagesLadrillo Ecologico Comenzar Tu NegocioHector Felix Alvarenga100% (1)
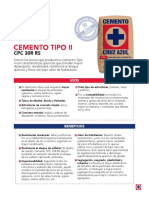
- Ficha Tecnica Cemento Cruz AzulDocument2 pagesFicha Tecnica Cemento Cruz AzulHumberto Rico AlvarezNo ratings yet
- Cimva RamDocument37 pagesCimva RamSilmar Gutierrez Vilca100% (1)
- Presentacion No.6 Muros de Bloques Presupuesto EdificacionesDocument39 pagesPresentacion No.6 Muros de Bloques Presupuesto Edificacionesmaria de los angelesNo ratings yet
- Ladrillos Del Suelo Cemento - IntroduccionDocument7 pagesLadrillos Del Suelo Cemento - Introduccionjules1969100% (1)
- Vivienda Con Mamposteria de Ladrillo de Suelo Cemento ConfinadoDocument35 pagesVivienda Con Mamposteria de Ladrillo de Suelo Cemento Confinadoyaky47100% (2)
- Block 15x20x40Document2 pagesBlock 15x20x40Diego José Sierra Lazo75% (4)
- Manual de Montaje Prensa de Ladrillos Modulares PDFDocument207 pagesManual de Montaje Prensa de Ladrillos Modulares PDFhoracio daniel79% (19)
- BlocksDocument18 pagesBlocksLuis Murillo GalvanNo ratings yet
- 01 - LA BLOQUETA Marco Teorico PDFDocument69 pages01 - LA BLOQUETA Marco Teorico PDFHernan YanquiNo ratings yet
- Maqueta de Vibraciones DinamicaDocument9 pagesMaqueta de Vibraciones DinamicaYeltsin Huatangari Alarcon0% (1)
- BLOQUES CONCRETO MESA VIBRADORADocument22 pagesBLOQUES CONCRETO MESA VIBRADORACarlos Mendoza Pinto100% (2)
- Bloques de ConcretoDocument8 pagesBloques de ConcretoJoseph JaraNo ratings yet
- Fabricación de bloques de concretoDocument24 pagesFabricación de bloques de concretoDeivis Joe Peralta AlvarezNo ratings yet
- Bloquetas XXXDocument14 pagesBloquetas XXXYuriko Quispe TorresNo ratings yet
- Historia de Las Bloquetas de Hormigon IIDocument24 pagesHistoria de Las Bloquetas de Hormigon IIAJulio Arturo Yarleque MoscolNo ratings yet
- Informe de Salida de Campo A La Bloquetera TineoDocument9 pagesInforme de Salida de Campo A La Bloquetera TineoEustela Chavez BernaolaNo ratings yet
- Blo QuesDocument16 pagesBlo QuesMonserrath GutiérrezNo ratings yet
- Bloque de ConcretoDocument17 pagesBloque de ConcretoEfrain Lara MoranNo ratings yet
- Proyecto Medio CicloDocument9 pagesProyecto Medio CicloIvan Dario Moran ReinaNo ratings yet
- Bloques de ConcretoDocument29 pagesBloques de ConcretoLeonardo Calcina HuanqqueNo ratings yet
- Informe Exposicion BloquesDocument16 pagesInforme Exposicion BloquesCristyan VacaNo ratings yet
- Avance de ConstruccionDocument5 pagesAvance de ConstruccionJUAN LUIS TUCTO CHAVEZNo ratings yet
- Concreto Tecnologia de MaterialesDocument31 pagesConcreto Tecnologia de MaterialesEliot CarhuaNo ratings yet
- Bloques de ConcretoDocument15 pagesBloques de ConcretoPame Rosa100% (1)
- Block de Concreto: Usos y RecomendacionesDocument7 pagesBlock de Concreto: Usos y RecomendacionesGabriel quintana ramirezNo ratings yet
- BloquetasDocument26 pagesBloquetasAJulio Arturo Yarleque MoscolNo ratings yet
- Concreto: composición y usosDocument20 pagesConcreto: composición y usosErika HernándezNo ratings yet
- Construcción concreto obraDocument18 pagesConstrucción concreto obraBritner Tito AriasNo ratings yet
- El ConcretoDocument10 pagesEl ConcretoLeonardo NavarroNo ratings yet
- Concreto y MorteroDocument42 pagesConcreto y MorteroRobe Quest Ppss100% (1)
- Patologias Del Ladrillo de ConcretoDocument12 pagesPatologias Del Ladrillo de ConcretoCarlos Mendoza PintoNo ratings yet
- Bloques para Muros CIV 2218 A CLARALIZDocument24 pagesBloques para Muros CIV 2218 A CLARALIZSERONo ratings yet
- Concreto y Sus Derivados Equipo 1Document19 pagesConcreto y Sus Derivados Equipo 1Andrea FicacheNo ratings yet
- UniconDocument10 pagesUniconKevin Romulo AlfaroNo ratings yet
- Bloques de Concreto ExpoDocument12 pagesBloques de Concreto ExpoCesar100% (1)
- MATERIALESDocument13 pagesMATERIALESMayra Nayely Ortiz PalaciosNo ratings yet
- Preguntas y respuestas sobre concreto: materiales, pruebas y aplicacionesDocument7 pagesPreguntas y respuestas sobre concreto: materiales, pruebas y aplicacionesVania Citlalli Freyre GómezNo ratings yet
- ConcretoDocument38 pagesConcretoDiego Garcia CamposNo ratings yet
- Tipos de Ladrillos MonografiaaDocument11 pagesTipos de Ladrillos MonografiaaJUAN SAMAEL VASQUEZ OROSCONo ratings yet
- Tipos de Fabric. de Estr. de ConcretoDocument94 pagesTipos de Fabric. de Estr. de ConcretoOrlando RodriguezNo ratings yet
- Cuestionario Vias IIhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhDocument6 pagesCuestionario Vias IIhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhAgustin SaldarriagaNo ratings yet
- Análisis de precios unitarios para mejoramiento de servicios educativosDocument37 pagesAnálisis de precios unitarios para mejoramiento de servicios educativosmarcos david josue salazar castroNo ratings yet
- Que Es AciDocument4 pagesQue Es AcioscarNo ratings yet
- Encofrado y Desencofrado MetalDocument7 pagesEncofrado y Desencofrado MetalJosé Lorenzo Marroquín ParkerNo ratings yet
- 05 Memoria DescriptivaDocument7 pages05 Memoria DescriptivaWillyGabrielCoronadoDiosesNo ratings yet
- (2016-06-03) - PPT Clase 9Document92 pages(2016-06-03) - PPT Clase 9josé vergaraNo ratings yet
- PRACTICA 2 Cargas AxialesDocument11 pagesPRACTICA 2 Cargas AxialesRicardo DominguezNo ratings yet
- Hormigon TranslucidoDocument7 pagesHormigon TranslucidoGarcia Arias Jonathan DavidNo ratings yet
- Plan de Calidad 14C-052-12 Rev0Document25 pagesPlan de Calidad 14C-052-12 Rev0Residente EnautNo ratings yet
- Obras MaritimasDocument35 pagesObras MaritimasAnibal MedinaNo ratings yet
- CLASIFICACIÓN Y TIPOS DE PRESTENSIADO Y POSTENSIADODocument9 pagesCLASIFICACIÓN Y TIPOS DE PRESTENSIADO Y POSTENSIADOCarolina Romero Quispe IngaNo ratings yet
- EXAMEN APORTE I RESIDENCIA Y SUPERVISIÓN DE OBRASDocument10 pagesEXAMEN APORTE I RESIDENCIA Y SUPERVISIÓN DE OBRASEdgar Escobar LopezNo ratings yet
- Proyecto de Adecuación Estructural de Edificaciones Sísmicamente VulnerablesDocument13 pagesProyecto de Adecuación Estructural de Edificaciones Sísmicamente VulnerablesMercedes BermúdezNo ratings yet
- Nano MaterialesDocument11 pagesNano MaterialesLuis MillaNo ratings yet
- Recubrimientos CortecDocument11 pagesRecubrimientos Cortecapi-3762440100% (2)
- Hormigon Hasta 1973Document596 pagesHormigon Hasta 1973Tom SnartNo ratings yet
- Pruebas para Resistencia Al Esfuerzo CortanteDocument72 pagesPruebas para Resistencia Al Esfuerzo CortanteClaudia MontañoNo ratings yet
- Po-Hse-07 Procedimiento Habilitacion y Colocacion de EncofradosDocument7 pagesPo-Hse-07 Procedimiento Habilitacion y Colocacion de EncofradosJose Sebastian100% (1)
- Concreto hidráulico para carreterasDocument31 pagesConcreto hidráulico para carreterasJesus Rodrigo Guzman100% (1)
- Que Son Los Materiales Conglomerantes?Document7 pagesQue Son Los Materiales Conglomerantes?ARIANNA DENISSE ALONZO VÉLEZNo ratings yet
- PP PPDocument10 pagesPP PPLENIN KLINTON AQUINO ZAMBRANONo ratings yet
- Diseño de Mezclas - Método de Walker - FDocument24 pagesDiseño de Mezclas - Método de Walker - FAdonis TPNo ratings yet
- Normas y regulaciones de la construcciónDocument16 pagesNormas y regulaciones de la construcciónDiogenes SaavedraNo ratings yet
- 4.plano de Pozo de Percolacion OkDocument1 page4.plano de Pozo de Percolacion OkYunior Angel Sifuentes FloresNo ratings yet
- 7.capitulo 6 Ejemplo de Cálculo SI 2019ADocument59 pages7.capitulo 6 Ejemplo de Cálculo SI 2019ASudip ShresthaNo ratings yet
- Phenoline 1205 PDSDocument4 pagesPhenoline 1205 PDSjuanNo ratings yet
- Oferta empleo 2006: Material orientativo maestro capatazDocument78 pagesOferta empleo 2006: Material orientativo maestro capatazLuis ChamizoNo ratings yet
- Corredor ambiental Carrera 26Document323 pagesCorredor ambiental Carrera 26Kmilo CadenaNo ratings yet
- TARRAJEODocument12 pagesTARRAJEOCarolain Paola Sicha del AguilaNo ratings yet
- PLAN DE TRABAJO Estacionamiento de CamionetasDocument17 pagesPLAN DE TRABAJO Estacionamiento de Camionetaseliana vega tapiaNo ratings yet