You might also like
- Audi A4 Quattro 3.2 V6 4V Engine MechanicalDocument905 pagesAudi A4 Quattro 3.2 V6 4V Engine MechanicalNP100% (3)
- McMurdo Smartfind GMDSS Navtex DatasheetDocument2 pagesMcMurdo Smartfind GMDSS Navtex DatasheetLeszekNo ratings yet
- International Harvester Fleetstar 1900-SpecsDocument59 pagesInternational Harvester Fleetstar 1900-Specsobixmt100% (3)
- HoningDocument4 pagesHoningmiso_mallard5123No ratings yet
- Immobilizer Fault FindingDocument20 pagesImmobilizer Fault Findingsorin_boanta82% (11)
- Christmas No PrepDocument151 pagesChristmas No PrepGipson, Amanda - WREN HIGH SCHOO Teacher100% (3)
- 1967-1968 Mustang Factory AirDocument37 pages1967-1968 Mustang Factory AirnilusomegaNo ratings yet
- Bearings and BushingsDocument11 pagesBearings and Bushingssaritha0003No ratings yet
- Troybilt Lawnmower ManualDocument56 pagesTroybilt Lawnmower ManualVerne BettsNo ratings yet
- Corrosion Prevention 1-4Document77 pagesCorrosion Prevention 1-4Anonymous nFGwmwv9No ratings yet
- MZ Alternate Path Multizone Packer: ApplicationsDocument3 pagesMZ Alternate Path Multizone Packer: ApplicationsRodolfo RiderNo ratings yet
- m-17 Propeller QuestionsDocument28 pagesm-17 Propeller QuestionsqwesadNo ratings yet
- To The World Of: BearingsDocument42 pagesTo The World Of: BearingsNaag RajNo ratings yet
- Water Control BasicsDocument40 pagesWater Control BasicstonyNo ratings yet
- C 107 - Pulley Catalog - 04 2014Document46 pagesC 107 - Pulley Catalog - 04 2014kawula alit100% (1)
- StabilityDocument77 pagesStabilitybabissoul100% (2)
- (Customer) 210702 - Brochure - DX225LCA-7M (Draft) - FinalDocument5 pages(Customer) 210702 - Brochure - DX225LCA-7M (Draft) - FinalGab MercadoNo ratings yet
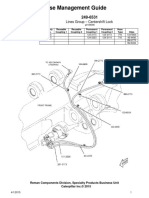
- Hose Management Guide: SN: B9H Lines Group - Centershift LockDocument81 pagesHose Management Guide: SN: B9H Lines Group - Centershift LockJose luis ConsuegraNo ratings yet
- Cavitation TheoryDocument6 pagesCavitation TheoryRahimd FoxNo ratings yet
- Recommended Location of AlarmsDocument2 pagesRecommended Location of Alarmsrt1973No ratings yet
- 325 and 325 L Excavator Electrical SystemDocument2 pages325 and 325 L Excavator Electrical SystemRichard Savina100% (1)
- I-26 ICU Onboard Repair Kit Fuel Quantity Piston Kit and Fuel Quantity Sensor KitDocument11 pagesI-26 ICU Onboard Repair Kit Fuel Quantity Piston Kit and Fuel Quantity Sensor KitposeidonNo ratings yet
- T6 Mobile Sales HY29 0002 UKDocument36 pagesT6 Mobile Sales HY29 0002 UKJose FernandezNo ratings yet
- ArtificialDocument47 pagesArtificialShihabsirNo ratings yet
- SafetyDigest 3-09 PDFDocument86 pagesSafetyDigest 3-09 PDFkahl983No ratings yet
- 'C' Series Control ValvesDocument12 pages'C' Series Control Valvesابزار دقیق100% (1)
- Stelkraft CT ProductsDocument40 pagesStelkraft CT ProductsLuis GonzalezNo ratings yet
- SJTVerticalTurbinePump en E10004 10 2011Document8 pagesSJTVerticalTurbinePump en E10004 10 2011amudhan_sivaNo ratings yet
- Piping System: Group 3Document25 pagesPiping System: Group 3Aaron NakpilNo ratings yet
- Centrifugal Pump Vibration Readings 2-9: Mechanical Causes of VibrationDocument6 pagesCentrifugal Pump Vibration Readings 2-9: Mechanical Causes of VibrationSouvik Singha RoyNo ratings yet
- Shaft CouplingsDocument20 pagesShaft CouplingsLuis MenaNo ratings yet
- Manual - AS8000-40K - KDocument48 pagesManual - AS8000-40K - Kpersonal75No ratings yet
- EXU enDocument122 pagesEXU enMahmoud Elpop ElsalhNo ratings yet
- Lombardini 3LD510 Std.Document31 pagesLombardini 3LD510 Std.Cornel CristianNo ratings yet
- Gold Cup P24-30 Options Spare Parts Exploded Views HY28-2678-03-GC-US DENISONDocument34 pagesGold Cup P24-30 Options Spare Parts Exploded Views HY28-2678-03-GC-US DENISONthierrylindo100% (2)
- Keystone F129 F239Document4 pagesKeystone F129 F239Mohd Khairi Mohd NorzianNo ratings yet
- Customer Guide Vol18.1Document378 pagesCustomer Guide Vol18.1Arunan SivakumarNo ratings yet
- Mixed Flow PumpsDocument2 pagesMixed Flow PumpssahildhingraNo ratings yet
- ProximityDocument26 pagesProximityanjan778No ratings yet
- Inconel 82 (Austral-Wright)Document1 pageInconel 82 (Austral-Wright)Claudia MmsNo ratings yet
- Using Two eRED Valves As Shallow-Set Barriers During A Completion Deployment OperationDocument2 pagesUsing Two eRED Valves As Shallow-Set Barriers During A Completion Deployment OperationLoganBohannonNo ratings yet
- DNV HSC RulesDocument20 pagesDNV HSC RulesRachit SharmaNo ratings yet
- Industrial Brushes & Flex-Hone Tools: Product CatalogDocument56 pagesIndustrial Brushes & Flex-Hone Tools: Product CatalogSamir FerreiraNo ratings yet
- Catalogo 2015Document854 pagesCatalogo 2015Ivan ChiñasNo ratings yet
- User Guide: Sa70 Ais SartDocument34 pagesUser Guide: Sa70 Ais SartgustavoNo ratings yet
- Aptio Skylake Core BIOS Manual 1097ADocument120 pagesAptio Skylake Core BIOS Manual 1097AAdam Jonshon0% (1)
- Bgi900 Manual 1.0.0Document70 pagesBgi900 Manual 1.0.0Andrea Liliana Moreno RiosNo ratings yet
- Precision "Heavy Duty" Pressure Gauges: Trade Catalogue 2005Document38 pagesPrecision "Heavy Duty" Pressure Gauges: Trade Catalogue 2005marcosNo ratings yet
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 pagesE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNo ratings yet
- VHF Marine Radio FrequenciesDocument2 pagesVHF Marine Radio FrequenciesfransisxusNo ratings yet
- MSDS Novec - 1230Document6 pagesMSDS Novec - 1230maverick2011No ratings yet
- NCS Liner HangersDocument5 pagesNCS Liner Hangerssmithyry2014No ratings yet
- Seal Design For High Pressure Offshore-Morton & EvansDocument10 pagesSeal Design For High Pressure Offshore-Morton & EvansMachineryengNo ratings yet
- Screw and BoltDocument31 pagesScrew and Boltyashar2500No ratings yet
- Lube Oil System PDFDocument18 pagesLube Oil System PDFARVIND DEV BHATIANo ratings yet
- MSC. Circ.1206 Measures To Prevent Acc - With Lifeboats PDFDocument15 pagesMSC. Circ.1206 Measures To Prevent Acc - With Lifeboats PDFEnp Jeffy BaluranNo ratings yet
- Pressure Transducer CatalogueDocument84 pagesPressure Transducer CatalogueMuhammad FahadNo ratings yet
- External Power Supply For The Control Unit (XPOW) : Electrical Installation 109Document1 pageExternal Power Supply For The Control Unit (XPOW) : Electrical Installation 109Lee JianNo ratings yet
- Aerospace and Defense Elastomeric Isolation Mounts: New-Cover-2011:Covers-2007 3/15/12 8:10 AM Page 2Document78 pagesAerospace and Defense Elastomeric Isolation Mounts: New-Cover-2011:Covers-2007 3/15/12 8:10 AM Page 2William BestNo ratings yet
- BJ Sliding SleeveDocument1 pageBJ Sliding SleeveilkerkozturkNo ratings yet
- TAUT Mooring System PDFDocument17 pagesTAUT Mooring System PDFAmenNo ratings yet
- AllPac and AllFrac Sand Control Screens With Alternate Path TechnologyDocument2 pagesAllPac and AllFrac Sand Control Screens With Alternate Path Technologyqazim786No ratings yet
- Seal Friction Parker SealsDocument6 pagesSeal Friction Parker SealsChristian MavarezNo ratings yet
- RollerLatch UndergroundHeadAssembly Brochure EnglishDocument4 pagesRollerLatch UndergroundHeadAssembly Brochure EnglishCarlos Antonio Chavez EgoavilNo ratings yet
- SKF Linear Ball BearingsDocument55 pagesSKF Linear Ball BearingsLLNo ratings yet
- Friction and Wear of Ptfe Comp at Cry TempDocument10 pagesFriction and Wear of Ptfe Comp at Cry Tempa100acomNo ratings yet
- Technical Resource ManualDocument36 pagesTechnical Resource ManualShahinNo ratings yet
- Frequency Response Cylinder - EnglishDocument7 pagesFrequency Response Cylinder - Englishback1949No ratings yet
- NMRV - MCV - NRV NMRV+NMRV PC+NMRVDocument44 pagesNMRV - MCV - NRV NMRV+NMRV PC+NMRVbuva034No ratings yet
- ! CEB Over Centre Cartridge ValveDocument75 pages! CEB Over Centre Cartridge ValvekmstamimNo ratings yet
- Capillary Injection Sytem Halib ValveDocument26 pagesCapillary Injection Sytem Halib Valvebahar1991No ratings yet
- Honing (Metalworking) : Citations VerificationDocument5 pagesHoning (Metalworking) : Citations VerificationAwal JaNuary SaragiNo ratings yet
- Honing of CylindersDocument3 pagesHoning of Cylindersvijay9994No ratings yet
- Gearfinishingprocesses 180316171706Document16 pagesGearfinishingprocesses 180316171706rs100788No ratings yet
- Honing 2Document11 pagesHoning 2shashanksirNo ratings yet
- 059Document2 pages059Anonymous 5AmJ13mLkNo ratings yet
- Lec 14Document19 pagesLec 14Anonymous 5AmJ13mLkNo ratings yet
- Development and Application of Infrared ThermograpDocument27 pagesDevelopment and Application of Infrared ThermograpAnonymous 5AmJ13mLkNo ratings yet
- MF80772012AM2019Document3 pagesMF80772012AM2019Anonymous 5AmJ13mLkNo ratings yet
- 10C Polymer Processing (1.3 MB)Document21 pages10C Polymer Processing (1.3 MB)Anonymous 5AmJ13mLkNo ratings yet
- Jadhav2015 Article RoadmapForLeanImplementationInDocument20 pagesJadhav2015 Article RoadmapForLeanImplementationInAnonymous 5AmJ13mLkNo ratings yet
- Roll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Document2 pagesRoll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Anonymous 5AmJ13mLkNo ratings yet
- 3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesDocument22 pages3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesAnonymous 5AmJ13mLkNo ratings yet
- 316L Stainless Steel Mechanical and Tribological Behavior-ADocument9 pages316L Stainless Steel Mechanical and Tribological Behavior-AAnonymous 5AmJ13mLkNo ratings yet
- Impact Factor 2021: List of Journals by Clarivate Analytics (JCR)Document264 pagesImpact Factor 2021: List of Journals by Clarivate Analytics (JCR)Medjahed AB100% (1)
- ImpactfactorandJIFQuartilereleasedon29june2020 PDFDocument326 pagesImpactfactorandJIFQuartilereleasedon29june2020 PDFMemoonaNo ratings yet
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNo ratings yet
- MicromachinesDocument27 pagesMicromachinesJaneNo ratings yet
- Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryDocument23 pagesAdvanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryAnonymous 5AmJ13mLkNo ratings yet
- Sensors: 3D Printing-Based Integrated Water Quality Sensing SystemDocument17 pagesSensors: 3D Printing-Based Integrated Water Quality Sensing SystemAnonymous 5AmJ13mLkNo ratings yet
- Sensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyDocument14 pagesSensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument12 pagesAdditive Manufacturing: Full Length ArticleAnonymous 5AmJ13mLkNo ratings yet
- 3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationDocument17 pages3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationAnonymous 5AmJ13mLkNo ratings yet
- International Journal of Electronics and Communications (AEÜ)Document10 pagesInternational Journal of Electronics and Communications (AEÜ)Anonymous 5AmJ13mLkNo ratings yet
- Laser Energy Density Dependence of PerformanceDocument12 pagesLaser Energy Density Dependence of PerformanceAnonymous 5AmJ13mLkNo ratings yet
- Enhancement in Fatigue Performance of Metastable Austenitic StainlessDocument10 pagesEnhancement in Fatigue Performance of Metastable Austenitic StainlessAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayDocument8 pagesAdditive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayAnonymous 5AmJ13mLkNo ratings yet
- Materials Science & Engineering ADocument14 pagesMaterials Science & Engineering AAnonymous 5AmJ13mLkNo ratings yet
- Materials Science and Engineering CDocument13 pagesMaterials Science and Engineering CAnonymous 5AmJ13mLkNo ratings yet
- 1 s2.0 S1110260818301789 Main PDFDocument9 pages1 s2.0 S1110260818301789 Main PDFAnnamalai NNo ratings yet
- Materials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarDocument5 pagesMaterials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarAnonymous 5AmJ13mLkNo ratings yet
- Journal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuDocument10 pagesJournal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuAnonymous 5AmJ13mLkNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- Journal of Materials Processing Tech.: Research PaperDocument9 pagesJournal of Materials Processing Tech.: Research PaperAnonymous 5AmJ13mLkNo ratings yet
- (29-6-4) NPTEL - CryocoolersDocument41 pages(29-6-4) NPTEL - CryocoolersThermal_EngineerNo ratings yet
- Ca002cb00320121019142217 (PMC Gasket New Items) 1Document33 pagesCa002cb00320121019142217 (PMC Gasket New Items) 1Андрей СилаевNo ratings yet
- 133 104 - Falk A Plus Type A1, Sizes 305 365,395 Shaft Drives - Parts Manual PDFDocument3 pages133 104 - Falk A Plus Type A1, Sizes 305 365,395 Shaft Drives - Parts Manual PDFCherie JohnsonNo ratings yet
- SIS 2.0.pdfHJDocument5 pagesSIS 2.0.pdfHJValmaq Prestação Serviço LdaNo ratings yet
- Ignition MVT Premium PREM12 enDocument4 pagesIgnition MVT Premium PREM12 enazer tyNo ratings yet
- B320 Series: Rugged and Dependable Bevel Gear Operators For Manual or Motorized Valve Control ApplicationsDocument12 pagesB320 Series: Rugged and Dependable Bevel Gear Operators For Manual or Motorized Valve Control ApplicationsThái Mai ĐìnhNo ratings yet
- Tesla Oscillator - Century Magazine (April 1895)Document4 pagesTesla Oscillator - Century Magazine (April 1895)nickfink101No ratings yet
- MGM SyllabusDocument4 pagesMGM SyllabusKshirsagar Sandeep Popat me16d040No ratings yet
- BS 2400 HT 3 244: Te Chnical SpecificationDocument6 pagesBS 2400 HT 3 244: Te Chnical SpecificationBorja García AmealNo ratings yet
- Service: Polo Estate 1998Document44 pagesService: Polo Estate 1998Jan Svein HammerNo ratings yet
- 3-Piece Stainless Steel Ball Valve: Series We02Document4 pages3-Piece Stainless Steel Ball Valve: Series We02Alvaro Muñoz BNo ratings yet
- Yamaha Yzf r15 v2.0.Tdf - Final.kkDocument13 pagesYamaha Yzf r15 v2.0.Tdf - Final.kkAchinKaliaNo ratings yet
- Power Take-Off Data: Page M15Document6 pagesPower Take-Off Data: Page M15LUIS ALEJANDRO HURTADO QUIÑONESNo ratings yet
- Gas Lift ManualDocument26 pagesGas Lift ManualokkNo ratings yet
- Efi System (2Tr-Fe) : On-Vehicle InspectionDocument2 pagesEfi System (2Tr-Fe) : On-Vehicle InspectionSharbelNo ratings yet
- Gilera Oregon 250 (EN)Document253 pagesGilera Oregon 250 (EN)ManuallesNo ratings yet