You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- InsulationDocument63 pagesInsulationSH1961No ratings yet
- T 2171 - Diesel Storage TankDocument2 pagesT 2171 - Diesel Storage TankHuynh Thanh TamNo ratings yet
- Kaneko Sangyo Co.,LtdDocument28 pagesKaneko Sangyo Co.,LtdHuynh Thanh TamNo ratings yet
- GrothCorporationIndustrialCatalog (TTT)Document194 pagesGrothCorporationIndustrialCatalog (TTT)Huynh Thanh TamNo ratings yet
- Effect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFDocument7 pagesEffect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFHuynh Thanh TamNo ratings yet
- 200MW Volume 1Document350 pages200MW Volume 1api-19984595100% (9)
- Mittal Plate Fabrication GuideDocument101 pagesMittal Plate Fabrication GuideSridharan ChandranNo ratings yet
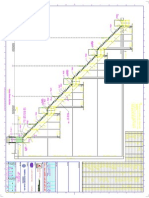
- CM1-L3-C-10UEJ-55-000006-023 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-023 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-017 - 0 - 002 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-017 - 0 - 002 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-019 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-019 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-020 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-020 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-022 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-022 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-015 - 0 - 002 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-015 - 0 - 002 Layout1Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 005Document1 pageCM1 L3 C 10uej 55 000006 005Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-017 - 0 - 002 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-017 - 0 - 002 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-008 - B - 002 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-008 - B - 002 Layout1Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 011Document1 pageCM1 L3 C 10uej 55 000006 011Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 010Document1 pageCM1 L3 C 10uej 55 000006 010Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 004Document1 pageCM1 L3 C 10uej 55 000006 004Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 010Document1 pageCM1 L3 C 10uej 55 000006 010Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-013 - 0 - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-005 - B - 002 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-005 - B - 002 Layout1Huynh Thanh TamNo ratings yet
- CM1 L3 C 10uej 55 000006 011Document1 pageCM1 L3 C 10uej 55 000006 011Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-006 - B - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-006 - B - 003 Layout1Huynh Thanh TamNo ratings yet
- CM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Document1 pageCM1-L3-C-10UEJ-55-000006-004 - B - 003 Layout1Huynh Thanh TamNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in IndonesiaDocument27 pagesElasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in Indonesiaayu desiNo ratings yet
- There Is A Plenty of Room at The Bottom.: - Richard.P.FeynmannDocument25 pagesThere Is A Plenty of Room at The Bottom.: - Richard.P.FeynmannShilpa PrathikantamNo ratings yet
- Gantry Crane DesignDocument2 pagesGantry Crane DesignSophia PoBari-Soter (MenaXrux)No ratings yet
- C++ NotesDocument11 pagesC++ NotesVedant AmonkarNo ratings yet
- Bohmian Mechanics Versus Madelung Quantum HydrodynamicsDocument8 pagesBohmian Mechanics Versus Madelung Quantum HydrodynamicsregectNo ratings yet
- Hybrid ModelDocument9 pagesHybrid ModelanjulNo ratings yet
- LRL 1220 DDocument6 pagesLRL 1220 DDEShifNo ratings yet
- "Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammeDocument59 pages"Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammemanjaNo ratings yet
- 3L11/3F11 SERIES / " Bimetal Disc ThermostatsDocument2 pages3L11/3F11 SERIES / " Bimetal Disc ThermostatsBuitinės Technikos RemontasNo ratings yet
- Load CombinationsDocument5 pagesLoad CombinationsIngeniero EstructuralNo ratings yet
- 20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionDocument12 pages20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionlochtayNo ratings yet
- SharePoint 2010 QuestionsDocument5 pagesSharePoint 2010 QuestionsSreedhar KonduruNo ratings yet
- Fascial Manipulation For Internal Dysfunctions FMIDDocument8 pagesFascial Manipulation For Internal Dysfunctions FMIDdavidzhouNo ratings yet
- Astm D 3341Document4 pagesAstm D 3341Manuel GuzmanNo ratings yet
- PHYSICS Lab Manual - 2023-24Document30 pagesPHYSICS Lab Manual - 2023-24Vinushree Santhoshkumar100% (4)
- Western Dragon V3 Updated PDFDocument19 pagesWestern Dragon V3 Updated PDFMark Moldez94% (17)
- S3 3 TrigonometryDocument81 pagesS3 3 TrigonometryEugene ChoongNo ratings yet
- Compaction Factor ExperimentDocument23 pagesCompaction Factor ExperimentYI HEN ONGNo ratings yet
- 3g3JX InverterDocument262 pages3g3JX InverterdatdttvuNo ratings yet
- 1piece Exam - Week 11 Solution (Geas)Document14 pages1piece Exam - Week 11 Solution (Geas)Elguapito DelisciusoNo ratings yet
- Microstructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsDocument6 pagesMicrostructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsReza nugrahaNo ratings yet
- Heavy Welding ShopDocument6 pagesHeavy Welding ShopSaurabh Katiyar100% (1)
- ESPKey Tool Manual v1.0.0Document36 pagesESPKey Tool Manual v1.0.0Jad HaddadNo ratings yet
- 02 Sub-Surface Exploration 01Document24 pages02 Sub-Surface Exploration 01kabir AhmedNo ratings yet
- Introduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksDocument59 pagesIntroduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksAnmar HamidNo ratings yet
- Mv324 Data SheetDocument17 pagesMv324 Data SheetGianmarco CastilloNo ratings yet
- Opposite Corners CourseworkDocument8 pagesOpposite Corners Courseworkpqltufajd100% (2)
- Experiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormDocument29 pagesExperiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormModi rutvikNo ratings yet
- From Navier Stokes To Black Scholes - Numerical Methods in Computational FinanceDocument13 pagesFrom Navier Stokes To Black Scholes - Numerical Methods in Computational FinanceTrader CatNo ratings yet
- Alcatel 4029 EngDocument31 pagesAlcatel 4029 Engafsanto2000No ratings yet