You might also like
- Merox SweeteningDocument15 pagesMerox Sweeteningajay7892No ratings yet
- Uop ButamerDocument2 pagesUop ButamerCHANADAS0% (1)
- Sulfur RecoveryDocument12 pagesSulfur RecoverySrhosseini3100% (2)
- Look at Claus Unit DesignsDocument11 pagesLook at Claus Unit DesignsNacho MatosNo ratings yet
- Sulfur Recovery and Tail Gas Treating UnitDocument4 pagesSulfur Recovery and Tail Gas Treating UnitSreenivas Guduru100% (1)
- Sulfur Condensation in Claus CatalystDocument6 pagesSulfur Condensation in Claus Catalystashoka23No ratings yet
- Claus Process FundamentalDocument45 pagesClaus Process FundamentalIlham Hakim50% (2)
- Sulfur Recovery Process DescriptionDocument5 pagesSulfur Recovery Process DescriptionRitu VarshneyNo ratings yet
- Reliance HPC Course 2009 - 01 - IntroductionDocument8 pagesReliance HPC Course 2009 - 01 - IntroductionsuprateemNo ratings yet
- Hydrocracking TechnologyDocument12 pagesHydrocracking Technologyup4all100% (1)
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocument20 pagesDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaNo ratings yet
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- Technip Separations PDFDocument47 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- SRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFDocument26 pagesSRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFJunghietu DorinNo ratings yet
- Optimize Gas Sweetening With MDEADocument35 pagesOptimize Gas Sweetening With MDEAAnonymous bHh1L1No ratings yet
- The 7 Deadly Sins of Sulphur RecoveryDocument16 pagesThe 7 Deadly Sins of Sulphur RecoveryTejas AhalparaNo ratings yet
- Recover Sulphur with SRUDocument30 pagesRecover Sulphur with SRUIFRAH SALEEMNo ratings yet
- A Technical Report On Gas SweeteningDocument12 pagesA Technical Report On Gas SweeteningJiril JacobNo ratings yet
- Amine Treatment/ Regeneration UnitDocument17 pagesAmine Treatment/ Regeneration UnitSyed Abdul RehmanNo ratings yet
- Natural Gas Dehydration by Molecular SievesDocument16 pagesNatural Gas Dehydration by Molecular SievesSneha PatelNo ratings yet
- Gas TreatingDocument36 pagesGas TreatingPradeep MunnaNo ratings yet
- Desalter Operation OptimizationDocument3 pagesDesalter Operation OptimizationRexx MexxNo ratings yet
- Design of Sour Gas Treatment PlantDocument26 pagesDesign of Sour Gas Treatment Plantmsr22No ratings yet
- DCU Heater Mod.Document36 pagesDCU Heater Mod.Varun Gupta100% (1)
- 18CH036 Hydrotreating ProcessDocument17 pages18CH036 Hydrotreating ProcessSuleka RanasingheNo ratings yet
- Removing Sulfur from Crude Oil and FuelsDocument23 pagesRemoving Sulfur from Crude Oil and FuelsMuhammad UsamaNo ratings yet
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14No ratings yet
- 06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILDocument19 pages06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILCal100% (1)
- AlkyDocument37 pagesAlkyMỹ PhanNo ratings yet
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
- WWT in RefineryDocument32 pagesWWT in RefineryGodwin100% (1)
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (1)
- The Purpose of Sulfur Guard BedDocument1 pageThe Purpose of Sulfur Guard BedAlia Khan100% (1)
- DesalterDocument2 pagesDesalterHimanshu SharmaNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Amine SweeteningDocument12 pagesAmine SweeteningLeslie Opoku100% (1)
- 3 PDFDocument102 pages3 PDFMoujahed FarésNo ratings yet
- Truobleshooting Refinery Vacuum TowerDocument33 pagesTruobleshooting Refinery Vacuum TowerGUZMAN0% (1)
- Cdu PDFDocument7 pagesCdu PDFFahad S. EdhamNo ratings yet
- Design and Control of Condensate and Vapor Throttling ReboilersDocument12 pagesDesign and Control of Condensate and Vapor Throttling ReboilerscymyNo ratings yet
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- General Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)Document15 pagesGeneral Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)mahmoud3814No ratings yet
- Natural Gas Sweetening Process DesignDocument13 pagesNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Distillation in RefineryDocument4 pagesDistillation in RefineryMuhammad SultanNo ratings yet
- 06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFDocument24 pages06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFmujeebtalib100% (1)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Incinerator Bms Training July 2015Document33 pagesIncinerator Bms Training July 2015mir_zarrarNo ratings yet
- Reliance HPC Course 2009 - 09 - Naphtha HydrotreatmentDocument48 pagesReliance HPC Course 2009 - 09 - Naphtha HydrotreatmentsuprateemNo ratings yet
- Desalting of Crude Oil in RefineryDocument3 pagesDesalting of Crude Oil in RefineryKmt_AeNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Refining ProcessesDocument236 pagesRefining ProcessesAndres Oliveros GuerreroNo ratings yet
- Pdvsa 2012 Kgtower-97Document27 pagesPdvsa 2012 Kgtower-97Jose DavalilloNo ratings yet
- Optimize Crude Oil Desalting with Membrane FiltrationDocument14 pagesOptimize Crude Oil Desalting with Membrane FiltrationDucViking100% (1)
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- DHDS Block OperationsDocument77 pagesDHDS Block Operationsmujeebmehar100% (2)
- PROCESS DESCRIPTION AND LCA ICA PresentationDocument15 pagesPROCESS DESCRIPTION AND LCA ICA PresentationTehmasipNo ratings yet
- Alternate Start Up Biography of ARLDocument7 pagesAlternate Start Up Biography of ARLanwar sadatNo ratings yet
- Technical Evalution of SruDocument22 pagesTechnical Evalution of SrumvdeoleNo ratings yet
- Hydrogen Production Process in RefineryDocument48 pagesHydrogen Production Process in RefineryAshish100% (2)
- Public Service Commission, West BengalDocument55 pagesPublic Service Commission, West BengalImate AnjanNo ratings yet
- Chapter Natural ResourcesDocument19 pagesChapter Natural Resourcesravik1009No ratings yet
- Train Time TableDocument3 pagesTrain Time Tableravik1009100% (1)
- Ecosystem BiosphereDocument6 pagesEcosystem Biosphereravik1009No ratings yet
- Final+ +Petroleum+RefiningDocument21 pagesFinal+ +Petroleum+RefiningAtif100% (2)
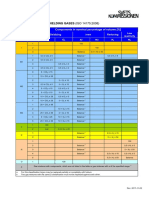
- Classification and components of shielding gasesDocument2 pagesClassification and components of shielding gasesshivendrakumarNo ratings yet
- การวิเคราะห์น้ำและน้ำเสียDocument60 pagesการวิเคราะห์น้ำและน้ำเสียบุรินพัฒน์ นันท์ศิริฉัตรNo ratings yet
- State of The Art CCS Technologies 2022Document81 pagesState of The Art CCS Technologies 2022reda100% (1)
- Gas WeldingDocument14 pagesGas Weldingmirqmik2No ratings yet
- Mass Flow Gas Correction Factors by FormulaDocument4 pagesMass Flow Gas Correction Factors by Formulasajawal0% (1)
- Gas Tech 2008 FLN G Business PresentationDocument25 pagesGas Tech 2008 FLN G Business PresentationNirma Afrisanti KinasihNo ratings yet
- Planilha Secadores AtuaisDocument4 pagesPlanilha Secadores Atuaisnelcimarramos medeirosNo ratings yet
- Thermodynamics Table - Cengel PDFDocument82 pagesThermodynamics Table - Cengel PDFFachransjah Aliunir0% (1)
- Ammonia Plant Process DescriptionDocument4 pagesAmmonia Plant Process DescriptionMohd Adnan KhanNo ratings yet
- Welding equipment price list with over 500 itemsDocument25 pagesWelding equipment price list with over 500 items13Nguyễn Mỹ Hải NgọcNo ratings yet
- Hydrogen Production From Natural GasDocument18 pagesHydrogen Production From Natural Gasmojicap100% (3)
- MCQ's On Unit-1Document4 pagesMCQ's On Unit-1Online PaperNo ratings yet
- Equilibria in Fuel Cell Gases: K. Sasaki and Y. TeraokaDocument1 pageEquilibria in Fuel Cell Gases: K. Sasaki and Y. TeraokachenumallaNo ratings yet
- Ace Maxicem 8000 FY 14-15Document2 pagesAce Maxicem 8000 FY 14-15Abhinay SuratkarNo ratings yet
- LPG SafetyDocument28 pagesLPG Safetybenaoumeur benouna0% (1)
- Karbala Refinery Naphtha Hydrotreating Unit TrainingDocument72 pagesKarbala Refinery Naphtha Hydrotreating Unit Trainingضياء محمدNo ratings yet
- Dokumen - Tips - 1 CNG Dealer Training 2 What Is CNG CNG Is Natural Gas Compressed To A Pressure of 200 250 KGCM G Why CNG Is Used in Vehicles Instead of NaturalDocument39 pagesDokumen - Tips - 1 CNG Dealer Training 2 What Is CNG CNG Is Natural Gas Compressed To A Pressure of 200 250 KGCM G Why CNG Is Used in Vehicles Instead of NaturalCandraNo ratings yet
- Purging (Gas) - WikipediaDocument10 pagesPurging (Gas) - WikipediaManojkumarNo ratings yet
- Unicool refrigerants - Performance, quality, complianceDocument1 pageUnicool refrigerants - Performance, quality, complianceamirouche15No ratings yet
- Gas Engines Emissions PDFDocument36 pagesGas Engines Emissions PDFarasNo ratings yet
- Us8075870b2 PDFDocument13 pagesUs8075870b2 PDFNelsonNo ratings yet
- Parametri TobyDocument111 pagesParametri TobyZoran MilovicNo ratings yet
- Ncert ExemplarDocument2 pagesNcert Exemplarminhaj08marchNo ratings yet
- TiApm - BERNARDINI - LNG PresentationDocument17 pagesTiApm - BERNARDINI - LNG PresentationMarco TittiaNo ratings yet
- 601328efc8086c254ef6c2cc - Weld Shielding Gas SFA 5.32Document1 page601328efc8086c254ef6c2cc - Weld Shielding Gas SFA 5.32Bruno SantosNo ratings yet
- Chemistry Air & Atmosphere Syllabus NotesDocument4 pagesChemistry Air & Atmosphere Syllabus NotesDavid Sutanto100% (6)
- Securitex Flammable Gas Detector ND-104N Installation GuideDocument1 pageSecuritex Flammable Gas Detector ND-104N Installation GuideMad HouseNo ratings yet
- Carbon Dioxide Pure GasDocument2 pagesCarbon Dioxide Pure GasMumahmmad Rizwan RNo ratings yet
- Hydrogen From BiomassDocument23 pagesHydrogen From Biomassआशीष गौरवNo ratings yet