You might also like
- The Mechanics of Clockwork - Lever Escapements, Cylinder Escapements, Verge Escapements, Shockproof Escapements, and Their Maintenance and RepairFrom EverandThe Mechanics of Clockwork - Lever Escapements, Cylinder Escapements, Verge Escapements, Shockproof Escapements, and Their Maintenance and RepairRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Assignment No.1 Topic:-Inversions of Mechanisms DOS:-26/08/2019Document4 pagesAssignment No.1 Topic:-Inversions of Mechanisms DOS:-26/08/2019kulvindermimitNo ratings yet
- Module 6 (Looming) : Dr. Zuhaib AhmadDocument31 pagesModule 6 (Looming) : Dr. Zuhaib AhmadShahan AkhtarNo ratings yet
- 4 presentation w4- Nguyễn Văn Đức (GL)Document60 pages4 presentation w4- Nguyễn Văn Đức (GL)Lê Phước ThiệnNo ratings yet
- HttpsDocument8 pagesHttpsdr ghadaNo ratings yet
- KOM Tutorial Book-2019-20 VK Es1Document12 pagesKOM Tutorial Book-2019-20 VK Es1Vinoth KumarNo ratings yet
- KOM Tutorial Book-2019-20 VK Es2Document12 pagesKOM Tutorial Book-2019-20 VK Es2Vinoth KumarNo ratings yet
- Primary Motion of WeavingDocument9 pagesPrimary Motion of WeavingMd. Abu Rayhan 181-23-5278No ratings yet
- Lab# 04 Positive Tappet SheddingDocument6 pagesLab# 04 Positive Tappet SheddingAdii ChatthaNo ratings yet
- Pârghiile de Batere A Mecanismului AmericanDocument58 pagesPârghiile de Batere A Mecanismului AmericangasparNo ratings yet
- Centre Buffer CouplerDocument51 pagesCentre Buffer Couplersaurabh kumar100% (1)
- Types of Lathe MachineDocument5 pagesTypes of Lathe MachineMD Mahmudul Hasan MasudNo ratings yet
- Modern LoomDocument77 pagesModern Loomসময়ের বাহক100% (2)
- Module 6Document94 pagesModule 6SupravoPaulNo ratings yet
- LMV Operation Parts Manual 230918 132746Document84 pagesLMV Operation Parts Manual 230918 132746jvargasNo ratings yet
- Basic Elements of KnittingDocument3 pagesBasic Elements of KnittingVasant Kothari100% (3)
- Belt Conveyor InstructionDocument42 pagesBelt Conveyor InstructionSemreNo ratings yet
- TOMDocument2 pagesTOMErick ThorpeNo ratings yet
- Design Analysis of Spring and Cam Follower Mechanism: June 2020Document5 pagesDesign Analysis of Spring and Cam Follower Mechanism: June 2020Abiola AjayiNo ratings yet
- LoomDocument11 pagesLoomMd Nafis HossainNo ratings yet
- Fabric Manufacturing-II: Session Wise Lecture PlanDocument8 pagesFabric Manufacturing-II: Session Wise Lecture PlanBabban TiwariNo ratings yet
- Cam Analysis ApparatusDocument2 pagesCam Analysis ApparatusAshish VermaNo ratings yet
- MCHE317 #8 ProjectDocument13 pagesMCHE317 #8 Projecthassaneabdo2020No ratings yet
- S-Lay For DummiesDocument84 pagesS-Lay For DummiesjanuaingaranNo ratings yet
- Qbank FM II 2019-2020 EvenDocument4 pagesQbank FM II 2019-2020 EvenSivakumar KNo ratings yet
- Cam and Follower: Omar Ahmad Ali Ayman Mohammad Alkhwiter Eid Sunhat AlharbiDocument17 pagesCam and Follower: Omar Ahmad Ali Ayman Mohammad Alkhwiter Eid Sunhat AlharbiOmar AhmedNo ratings yet
- Cad and Tappet Full ReportDocument30 pagesCad and Tappet Full ReportRubaveeran GunasegaranNo ratings yet
- Shedding 1Document7 pagesShedding 1Ujjwal JhaNo ratings yet
- Unit-Simple Mechanism Revision Class: Engineering-ProjectsDocument48 pagesUnit-Simple Mechanism Revision Class: Engineering-ProjectsSHIKHAR SAXENANo ratings yet
- Seismic System For RopesDocument21 pagesSeismic System For RopesFERNSNo ratings yet
- Numerical Enhancement and Optimization On A Bell Crank LeverDocument60 pagesNumerical Enhancement and Optimization On A Bell Crank LeverAnanth SuvvadaNo ratings yet
- Sany Crawler Crane Product IntroductionDocument56 pagesSany Crawler Crane Product Introductionminthu khit100% (1)
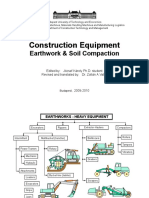
- Earthworks and Soil CompactionDocument41 pagesEarthworks and Soil CompactionMerle Marthen Maatoke20 005No ratings yet
- MEMB 331 Full Report Almost CompleteDocument27 pagesMEMB 331 Full Report Almost CompletemonsterpeqNo ratings yet
- CamsDocument7 pagesCamsPraveen KumarNo ratings yet
- Exp 10,11Document22 pagesExp 10,11Fida khanNo ratings yet
- Basic of Weaving-1Document11 pagesBasic of Weaving-1Boier Sesh Pata100% (1)
- Deenbandhu Choturam University of Science & Technology, Murthal (Department of Mechanical Engineering) List of Equipments/Apparatus: SOM LABDocument6 pagesDeenbandhu Choturam University of Science & Technology, Murthal (Department of Mechanical Engineering) List of Equipments/Apparatus: SOM LABRichardManuelNo ratings yet
- Earthworks - Heavy EquipmentDocument40 pagesEarthworks - Heavy EquipmentRAHUL DasNo ratings yet
- Unit 1 Railway Engg AllDocument155 pagesUnit 1 Railway Engg AllAbhishek SinghNo ratings yet
- Machineries 4Document38 pagesMachineries 4Hanash ShameeNo ratings yet
- Lab ReportDocument24 pagesLab ReportFahima RashidNo ratings yet
- CamDocument30 pagesCamShangarab BeraNo ratings yet
- 4 - Mobile CraneDocument42 pages4 - Mobile CranetintinNo ratings yet
- Jacquard Shedding MechanismDocument12 pagesJacquard Shedding MechanismtusharNo ratings yet
- Comparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsDocument6 pagesComparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsKannan KumarNo ratings yet
- Theory of Machine (9050)Document7 pagesTheory of Machine (9050)Candice Andrews25% (4)
- Timber and Flitch BeamsDocument14 pagesTimber and Flitch BeamsDrogNo ratings yet
- Belts and Rope DrivesDocument40 pagesBelts and Rope DrivesAndrey MantaNo ratings yet
- Experiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsDocument13 pagesExperiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsRubel alamNo ratings yet
- Study On Tappet and Dobby Shessing Mechanism .Document4 pagesStudy On Tappet and Dobby Shessing Mechanism .tushar0% (1)
- Cam Design - Pt1Document29 pagesCam Design - Pt1JC ZayasNo ratings yet
- Experiment of Mechanical EgineeringDocument66 pagesExperiment of Mechanical EgineeringAmin MalikNo ratings yet
- Kinematics of Machine Lab ManualDocument29 pagesKinematics of Machine Lab ManualNottaAmandeepSingh100% (1)
- Experiment:04 Cam Jump Analysis: Kinematics and Dynamics Lab Manual (ME406ES)Document15 pagesExperiment:04 Cam Jump Analysis: Kinematics and Dynamics Lab Manual (ME406ES)Akshay PolasNo ratings yet
- Turret Lathe 1Document7 pagesTurret Lathe 1kawsar_002No ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionRating: 5 out of 5 stars5/5 (2)
- ,loom TimingDocument23 pages,loom TimingDipesh Jain67% (3)
- 0314 HW-WT Beginners Relaunch FreemiumDocument19 pages0314 HW-WT Beginners Relaunch FreemiumHbNo ratings yet
- Short Note On ShedDocument21 pagesShort Note On ShedrakibNo ratings yet
- Modern LoomDocument77 pagesModern Loomসময়ের বাহক100% (2)
- Project Report On Fabric Faults (Arvind Mills 2010)Document58 pagesProject Report On Fabric Faults (Arvind Mills 2010)Deependra Kumar79% (14)
- Complete LabDocument54 pagesComplete LabMujahid MehdiNo ratings yet
- Handloom Construction ManualDocument429 pagesHandloom Construction ManualEdnilson Mendes FerreiraNo ratings yet
- A Glossary of Loom and Equipment TermsDocument2 pagesA Glossary of Loom and Equipment TermsShahzad DanishNo ratings yet
- Technique Videos PDFDocument9 pagesTechnique Videos PDFSandra Fradin-FourréNo ratings yet
- Xenakis TechniqueDocument48 pagesXenakis TechniquecantweaveNo ratings yet
- RATTRAY Religion and Art in Ashanti 1927 PDFDocument355 pagesRATTRAY Religion and Art in Ashanti 1927 PDFMarie Orf0% (1)
- Hardsnuin Fraedi. Spinning and Weaving inDocument14 pagesHardsnuin Fraedi. Spinning and Weaving inJoão CravinhosNo ratings yet
- Weaving Loom Parts Catalogue Van de Wiele SpareDocument23 pagesWeaving Loom Parts Catalogue Van de Wiele SpareRamesh HspNo ratings yet
- Woven Design, Draft and Lift PlanDocument17 pagesWoven Design, Draft and Lift Planvivek100% (3)
- Process Control in WeavingDocument35 pagesProcess Control in Weavingapi-2649455550% (2)
- Kondi and Reku: Traditional Techniques of Weaving Handloom Silk SareesDocument10 pagesKondi and Reku: Traditional Techniques of Weaving Handloom Silk SareesJoyce SequeiraNo ratings yet
- 1.3 Fabric RepresentationDocument25 pages1.3 Fabric RepresentationRajesh DwivediNo ratings yet
- Wovenfabricfaults 140402104813 Phpapp01 PDFDocument32 pagesWovenfabricfaults 140402104813 Phpapp01 PDFshamim hasanNo ratings yet
- Weaver S Inkle Pattern Directory BLAD WebDocument8 pagesWeaver S Inkle Pattern Directory BLAD WebRavnhild Ragnarsdottir46% (13)
- Beat Up MechanismsDocument69 pagesBeat Up MechanismszameershahNo ratings yet
- Experiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsDocument13 pagesExperiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsRubel alamNo ratings yet
- 4-Shaft Looms Projects PDFDocument13 pages4-Shaft Looms Projects PDFMarcelo Ribeiro Martins100% (2)
- The Mechanism of Weaving 1000019936Document509 pagesThe Mechanism of Weaving 1000019936adiseifNo ratings yet
- Preparation For Textile Weaving: Learning ObjectivesDocument16 pagesPreparation For Textile Weaving: Learning ObjectivesAmisha SinghNo ratings yet
- Fabric Manufacturing - I Unit 1Document25 pagesFabric Manufacturing - I Unit 1Vijay KhoiwalNo ratings yet
- 1526967206H08TM08 QiDocument15 pages1526967206H08TM08 QiJhilik Dey100% (1)
- Fabric Desing Fundamentals of WeavesDocument65 pagesFabric Desing Fundamentals of WeavesSunil JaglanNo ratings yet
- Ancient Egypt - Flax and LinenDocument8 pagesAncient Egypt - Flax and LinenMax BergerNo ratings yet
- MCQ - MFD W & K - Unit 1 & 2Document10 pagesMCQ - MFD W & K - Unit 1 & 2vaishali sharma100% (3)
- Tes BrauriDocument65 pagesTes BrauriAdriana Gavril100% (2)