You might also like
- 03 Calculo de Tuberia de Alimentacion A CisternaDocument35 pages03 Calculo de Tuberia de Alimentacion A CisternaFavio Cueva100% (3)
- Practica 4 Obtencion y Tratamiento de Datos CineticosDocument9 pagesPractica 4 Obtencion y Tratamiento de Datos CineticosAlvaro Parihuancollo EncinasNo ratings yet
- Produccion de NaftaDocument18 pagesProduccion de NaftaGaby Taipe AndaguaNo ratings yet
- Cuaderno de Método Global PDFDocument435 pagesCuaderno de Método Global PDFCristina Lorens RiosNo ratings yet
- Cálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaFrom EverandCálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaRating: 5 out of 5 stars5/5 (1)
- Balance de MateriaDocument25 pagesBalance de MaterialeslyNo ratings yet
- Produccion de EtilbencenoDocument38 pagesProduccion de Etilbencenocamila_01100% (1)
- Produccion de Acetato de EtiloDocument8 pagesProduccion de Acetato de EtiloDavid Alendez QuispitupaNo ratings yet
- 4 HeuristicaDocument36 pages4 Heuristicazaibatsu fernandezNo ratings yet
- Tarea 2. Eficiencia LaboralDocument3 pagesTarea 2. Eficiencia LaboralSaul HernanNo ratings yet
- Sintesis de Procesos PROBLEMAS7.7Document52 pagesSintesis de Procesos PROBLEMAS7.7Yessica Margit Azamar Dominguez100% (5)
- Examen Final de Diseño de ExperimentosDocument6 pagesExamen Final de Diseño de ExperimentosBrayan ChoquecotaNo ratings yet
- CumenoDocument88 pagesCumenoDavid Alejandro Galarza Padilla100% (2)
- Caida de PresionDocument15 pagesCaida de Presionana l mNo ratings yet
- Avance Uno Final Planta de FenolDocument73 pagesAvance Uno Final Planta de FenolEduardo Romero100% (1)
- Sintesis Del MetanolDocument9 pagesSintesis Del MetanolBrandon ParadaNo ratings yet
- Produccion de EstirenoDocument8 pagesProduccion de EstirenoCarlos Xavier Sanchez BasurtoNo ratings yet
- Memoria Descriptiva - Corrosion AceroDocument16 pagesMemoria Descriptiva - Corrosion AceroEstefany Chávez MendozaNo ratings yet
- Simulación del reactor HDA para la hidrodesalquilación del toluenoDocument12 pagesSimulación del reactor HDA para la hidrodesalquilación del toluenoJose murciaNo ratings yet
- Etilbenceno Manual D Procesos PetroDocument10 pagesEtilbenceno Manual D Procesos PetroJose Reyes50% (2)
- Cinetica de La Hidrogenacion de Tolueno en Fase LiquidaDocument14 pagesCinetica de La Hidrogenacion de Tolueno en Fase LiquidaSambya Naysa Cardenas CandiottiNo ratings yet
- PROYECTO HDA BencenoDocument3 pagesPROYECTO HDA Bencenocabreraemilio00No ratings yet
- Reacciones Alternativas A La Producción de AcrilonitriloDocument4 pagesReacciones Alternativas A La Producción de AcrilonitriloAlexander TqNo ratings yet
- Diseño planta producción DIPBDocument114 pagesDiseño planta producción DIPBDennys Bautista GarciaNo ratings yet
- Producción de estirenoDocument4 pagesProducción de estirenoSilviaJulianaMartinezNo ratings yet
- Destilación A Vacío (VDU)Document27 pagesDestilación A Vacío (VDU)SofiaAguirreNo ratings yet
- Producción de BencenoDocument24 pagesProducción de BencenoVALENTINA MEDINA SANCHEZNo ratings yet
- Síntesis de EstirenoDocument5 pagesSíntesis de EstirenoTatiana Olmos MercadoNo ratings yet
- Sistemas de ReactoresDocument14 pagesSistemas de ReactoresOmar Duvan RodriguezNo ratings yet
- Hidrodesalquilación Térmica Del ToluenoDocument37 pagesHidrodesalquilación Térmica Del ToluenomargaritaNo ratings yet
- Producción clorobenceno plantaDocument16 pagesProducción clorobenceno plantajerc1324No ratings yet
- Planta Productora de Oxido de EtilenoDocument10 pagesPlanta Productora de Oxido de EtilenoWendolyn MartinezNo ratings yet
- Intercambiadores de CalorDocument105 pagesIntercambiadores de CalorGladis tarifaNo ratings yet
- Proyecto I. MekDocument19 pagesProyecto I. MekDanielaGarca100% (1)
- Acetona Via CumenoDocument153 pagesAcetona Via CumenoCaballero Quiroz ReynaldoNo ratings yet
- Investigacion Hidrodesalquilacion de ToluenoDocument6 pagesInvestigacion Hidrodesalquilacion de ToluenoBetty SantiagoNo ratings yet
- Simulacion CiclohexanoDocument7 pagesSimulacion CiclohexanoMarco Antonio Quino MendozaNo ratings yet
- Hidrogenacion Del BencenoDocument7 pagesHidrogenacion Del BencenoPablo Albert Quispe CapquiqueNo ratings yet
- Reacciones para La Producción de CumenoDocument23 pagesReacciones para La Producción de CumenoGerard Salazar Beria100% (1)
- Acetona Via CumenoDocument153 pagesAcetona Via CumenoLuis Alberto Perez Sanchez100% (1)
- Desarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónDocument48 pagesDesarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónRicardo Rivas GonzálezNo ratings yet
- Proceso Q-Max™ para Producción de CumenoDocument12 pagesProceso Q-Max™ para Producción de CumenoLuis Segarra100% (1)
- Producción de Formaldehído A Partir de Metanol Ultima Version.Document31 pagesProducción de Formaldehído A Partir de Metanol Ultima Version.Carlos Enrique SanchezNo ratings yet
- Obtencion Industrial Del PropilenoDocument3 pagesObtencion Industrial Del PropilenoCynthia Hernández AmpueroNo ratings yet
- Práctica 2 Desionización Del Agua Por Intercambio IónicoDocument8 pagesPráctica 2 Desionización Del Agua Por Intercambio IónicoMayerlis GomezNo ratings yet
- Balance de Materia y EnergiaDocument254 pagesBalance de Materia y EnergiaJosé Ramón Barón Molina0% (1)
- Destilacion DiferencialDocument12 pagesDestilacion DiferencialaddaNo ratings yet
- Diseno Conceptual de Una Planta de Produccion de AcetonaDocument36 pagesDiseno Conceptual de Una Planta de Produccion de AcetonaK'rwuyn Cardozo100% (1)
- Compilación Heurísticos SIDocument18 pagesCompilación Heurísticos SIDennis Guillen MoyaNo ratings yet
- Planta de Cracking Termico en Fase VaporDocument16 pagesPlanta de Cracking Termico en Fase VaporRichard Copa Ali0% (1)
- Simulación de proceso para obtención de dimetil éter a partir de gas de síntesisDocument46 pagesSimulación de proceso para obtención de dimetil éter a partir de gas de síntesisKarenRosioMoreiraCruz0% (1)
- Producción de diisopropilbenceno a partir de cumeno y propilenoDocument122 pagesProducción de diisopropilbenceno a partir de cumeno y propilenoCarlitos Sánchez Calla50% (2)
- Micro Reactor EsDocument1 pageMicro Reactor EsMedaJrArellanoNo ratings yet
- Taller de Operacion de Plantas...Document31 pagesTaller de Operacion de Plantas...Montse MirandaNo ratings yet
- Informe Extracción MecánicaDocument4 pagesInforme Extracción MecánicaValentina_Naranjo_No ratings yet
- DISEÑO DE REACTOR PARA HIDRODESALQUILACIÓN DE TOLUENODocument27 pagesDISEÑO DE REACTOR PARA HIDRODESALQUILACIÓN DE TOLUENOMario VizcarraNo ratings yet
- Economía Fraccionaria Del Átomo - EfaDocument5 pagesEconomía Fraccionaria Del Átomo - EfaCriz Espinoza ChavezNo ratings yet
- TAREADocument18 pagesTAREAMimeNo ratings yet
- Ejercicio de Síntesis HeurísticaDocument28 pagesEjercicio de Síntesis HeurísticaPaola GarcíaNo ratings yet
- Tablas para el desarrollo de ejercicios de reacciones químicasDocument4 pagesTablas para el desarrollo de ejercicios de reacciones químicasCesar Bedoya100% (1)
- Resumen DouglasDocument9 pagesResumen DouglasLuis Alberto Domínguez MendozaNo ratings yet
- UNIDAD 3 EstequiometríaDocument10 pagesUNIDAD 3 EstequiometríaSilvana VázquezNo ratings yet
- Química sostenible y economía atómicaDocument49 pagesQuímica sostenible y economía atómicaChacho Miguel100% (1)
- 1 3 Bal MyE Gral Grados Libertad 1 679008Document11 pages1 3 Bal MyE Gral Grados Libertad 1 679008jasna ulloaNo ratings yet
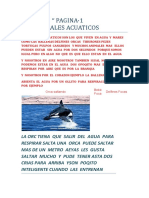
- Animales AcuaticosDocument2 pagesAnimales AcuaticosJesus Cortes MendezNo ratings yet
- Almacenamiento de Sustancias PeligrosasDocument32 pagesAlmacenamiento de Sustancias PeligrosasJesus Cortes Mendez100% (1)
- Almacenamiento de Sustancias PeligrosasDocument32 pagesAlmacenamiento de Sustancias PeligrosasJesus Cortes Mendez100% (1)
- Ingenieria de Procesos Tarea1Document2 pagesIngenieria de Procesos Tarea1Jesus Cortes MendezNo ratings yet
- DiseñoDocument3 pagesDiseño2aangelNo ratings yet
- Tarea 02 - Arranque de Motor Trifásico y Electrobombas.Document13 pagesTarea 02 - Arranque de Motor Trifásico y Electrobombas.Alberto Miguel Quispe LimaNo ratings yet
- QueSonLasTIC PDFDocument3 pagesQueSonLasTIC PDFKiara AlexandraNo ratings yet
- Taller Anexo - Fase 3 Presentar Informe Con La Solución de Los Problemas Conceptos Básicos y Estados FinancierosDocument40 pagesTaller Anexo - Fase 3 Presentar Informe Con La Solución de Los Problemas Conceptos Básicos y Estados FinancierosGestión CDC-FDCNo ratings yet
- Tecnología de La Información y Comunicación (TIC) en La EducaciónDocument57 pagesTecnología de La Información y Comunicación (TIC) en La EducaciónCarlos Miranda LevyNo ratings yet
- Pautas Del Informe de PasantiasDocument58 pagesPautas Del Informe de PasantiasElvisMilanoLiraNo ratings yet
- Actividad 1 - Desarrollo de Paginas WebDocument7 pagesActividad 1 - Desarrollo de Paginas Webedgar jafet murillo silvaNo ratings yet
- Análisis canción AmaneceDocument3 pagesAnálisis canción AmanecealejandraNo ratings yet
- Criticidad de Daños en Correas de CablesDocument1 pageCriticidad de Daños en Correas de CablesRamon DiazNo ratings yet
- TH-PE6-F-2 FORMATO DE PERFIL DE CARGO-Soldador 2GDocument2 pagesTH-PE6-F-2 FORMATO DE PERFIL DE CARGO-Soldador 2GVo1kerNo ratings yet
- Monografia Plan de CarreraDocument6 pagesMonografia Plan de CarreraRodolfo EstradaNo ratings yet
- ENSAYO - Las Tic en La DemocraciaDocument10 pagesENSAYO - Las Tic en La DemocraciaSandra Barrera FlórezNo ratings yet
- Como Pts Ganarle Al SistemaDocument4 pagesComo Pts Ganarle Al SistemaCristian RestrepoNo ratings yet
- Cepade 39 WEBDocument98 pagesCepade 39 WEBcepadeNo ratings yet
- CaratulaDocument1 pageCaratulaMarco Cayampi UlloaNo ratings yet
- Cirsoc 108 (2005)Document82 pagesCirsoc 108 (2005)dmgarridoNo ratings yet
- Control de Lectura - Inteligencia ArtificialDocument10 pagesControl de Lectura - Inteligencia ArtificialMiguel ReyesNo ratings yet
- Barbagelata - Formacion y Legislacion Del TrabajoDocument180 pagesBarbagelata - Formacion y Legislacion Del TrabajoImpavido OneNo ratings yet
- Analisis de Topy TopDocument4 pagesAnalisis de Topy TopPerez Campos FlorNo ratings yet
- CONTROL DE GRADIENTE (Primera Parte)Document7 pagesCONTROL DE GRADIENTE (Primera Parte)Diego Bernahola CárdenasNo ratings yet
- Tipografia Abstracción - Tipos GraficosDocument48 pagesTipografia Abstracción - Tipos GraficosJack HuamánNo ratings yet
- Guia para El Cargue de La Cuenta de Cobro Al Aplicativo Secop 2Document4 pagesGuia para El Cargue de La Cuenta de Cobro Al Aplicativo Secop 2Enver Camilo AlvarezNo ratings yet
- Cuadro ComparativoDocument6 pagesCuadro ComparativoCielo Benavidez ONo ratings yet
- Esbozo LA COMPRENSIÓN LECTORADocument11 pagesEsbozo LA COMPRENSIÓN LECTORASaMy Perez ChavezNo ratings yet
- AnhidridosDocument4 pagesAnhidridosKevin LopezNo ratings yet