You might also like
- CHANNABASAVESHWARA INSTITUTE'S CAM SHAFT INTERNSHIPDocument21 pagesCHANNABASAVESHWARA INSTITUTE'S CAM SHAFT INTERNSHIPVinay vsNo ratings yet
- Int Final PDFDocument70 pagesInt Final PDFninnyakgNo ratings yet
- Sas ASDocument70 pagesSas ASJohn KennedyNo ratings yet
- CUMICRETE CONVENTIONAL DENSE CASTABLESDocument1 pageCUMICRETE CONVENTIONAL DENSE CASTABLESakv_bhelNo ratings yet
- A Project Report On The Work Done During Summer Training: DCM Shriram Consolidated Limited (DSCL)Document44 pagesA Project Report On The Work Done During Summer Training: DCM Shriram Consolidated Limited (DSCL)asifstarNo ratings yet
- SBI Cards (1) 1549108846Document17 pagesSBI Cards (1) 1549108846Arvind kumar PrajapatiNo ratings yet
- Winter, Duke Project LDRPDocument50 pagesWinter, Duke Project LDRPVirbhadra Barad0% (1)
- Introduction To BHELDocument1 pageIntroduction To BHELshubhi09_87100% (1)
- Distribution Channel Satisfaction of Duke PlastoDocument51 pagesDistribution Channel Satisfaction of Duke PlastoJatin Patel100% (1)
- CCNA Network Engineer ResumeDocument2 pagesCCNA Network Engineer Resumeyadav123456No ratings yet
- Torrent Power Signs Distribution Franchisee Agreement For Kanpur and AgraDocument2 pagesTorrent Power Signs Distribution Franchisee Agreement For Kanpur and AgraTanmay Meera Mishra0% (1)
- AdaniDocument3 pagesAdaniRaghav AgrawalNo ratings yet
- Organization Study of Adishakthi Iron Castings PVT - LTD Inplant Training 2015Document56 pagesOrganization Study of Adishakthi Iron Castings PVT - LTD Inplant Training 2015shivakumar52No ratings yet
- Credit Rating of MfisDocument16 pagesCredit Rating of Mfistanvi1602No ratings yet
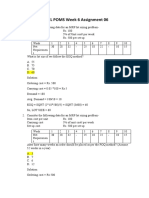
- NPTEL POMS Week 6 A06 - Final SolutionsDocument3 pagesNPTEL POMS Week 6 A06 - Final SolutionsAnurag SharmaNo ratings yet
- Mobile Services: Your Account Summary This Month'S ChargesDocument2 pagesMobile Services: Your Account Summary This Month'S ChargesDilli BabuNo ratings yet
- Report on Saurashtra Chemicals Ltd: Organization, Departments & FunctionsDocument85 pagesReport on Saurashtra Chemicals Ltd: Organization, Departments & FunctionsBhavesh RogheliyaNo ratings yet
- Research Report On The Mobile Brand Preference of Working Executives in Dehradun CityDocument39 pagesResearch Report On The Mobile Brand Preference of Working Executives in Dehradun CitySarath Chandran100% (1)
- Internship Report on Sowbaghya Enterprise Private LimitedDocument14 pagesInternship Report on Sowbaghya Enterprise Private Limitedsuren moorthyNo ratings yet
- Eureka Forbes Organisational Study ReportDocument41 pagesEureka Forbes Organisational Study Reportprasanthcthilakan0% (1)
- Trio Vision - 1Document4 pagesTrio Vision - 1rajynotNo ratings yet
- Internship Training Report YttDocument50 pagesInternship Training Report YttJyothi RameshNo ratings yet
- Industrial Visit ReportDocument6 pagesIndustrial Visit ReportgaureshraoNo ratings yet
- Sudhakar PVCDocument49 pagesSudhakar PVCAnusha ReddyNo ratings yet
- Inspection Report for Incoming MaterialsDocument1 pageInspection Report for Incoming MaterialsssNo ratings yet
- APL ApolloDocument19 pagesAPL ApolloDEEPAKNo ratings yet
- A.G. Industries Pvt. LTD.: Plot No. GP-9, Sector - 18, Gurgaon - 122015 Haryana Tel: 0091 - 124 - 4604700Document33 pagesA.G. Industries Pvt. LTD.: Plot No. GP-9, Sector - 18, Gurgaon - 122015 Haryana Tel: 0091 - 124 - 4604700nitikadahiya87No ratings yet
- INTERNSHIP REPORT New 3Document16 pagesINTERNSHIP REPORT New 3suthakar pNo ratings yet
- Eastman (Marketing)Document69 pagesEastman (Marketing)Raj KumarNo ratings yet
- SMPPDocument89 pagesSMPPyeswanthvgraNo ratings yet
- IREL Recruitment 2021: Follow For 54 Graduate/Degree Trainee, Manager & Different Posts @irel. Co. In, Check EligibilityDocument14 pagesIREL Recruitment 2021: Follow For 54 Graduate/Degree Trainee, Manager & Different Posts @irel. Co. In, Check EligibilityRajesh K KumarNo ratings yet
- Caparo Maruti Ltd. Summer Training ReportDocument32 pagesCaparo Maruti Ltd. Summer Training Reportnishantdalal2164% (14)
- Steel Pipe Manufacturing ProcessDocument23 pagesSteel Pipe Manufacturing Processvishal vallapureNo ratings yet
- Synopsis of ProjectDocument67 pagesSynopsis of ProjectInSoMniA9991% (11)
- List of 347 DealersDocument22 pagesList of 347 DealersS K SinghNo ratings yet
- IBM's TGMC Contest Encourages Student Problem SolvingDocument2 pagesIBM's TGMC Contest Encourages Student Problem SolvingPriya MehtaNo ratings yet
- Summer Internship Project Work OnDocument28 pagesSummer Internship Project Work OnVikramNo ratings yet
- NUUPDocument3 pagesNUUPKavithaNo ratings yet
- Pneumatic Sheet Metal Bending MachineDocument27 pagesPneumatic Sheet Metal Bending MachineAMEY GHADIGAONKAR194014No ratings yet
- Samsung AC ManualDocument30 pagesSamsung AC ManualTheScreamNo ratings yet
- Sowbaghya - 17bba041 (Suren)Document38 pagesSowbaghya - 17bba041 (Suren)suren moorthy100% (1)
- Report on vocational training and operations at Mejia Thermal Power StationDocument29 pagesReport on vocational training and operations at Mejia Thermal Power StationArkadev GhoshNo ratings yet
- Nitesh Yadav PDFDocument67 pagesNitesh Yadav PDFPulkit KaushikNo ratings yet
- NimaDocument110 pagesNimaSaad Al HelyNo ratings yet
- Thermoweld Master - Catalog - by AsiaphilDocument276 pagesThermoweld Master - Catalog - by Asiaphilperijoy100% (1)
- BSNL Telecom Career ProspectusDocument12 pagesBSNL Telecom Career ProspectusdustyNo ratings yet
- Company Profile: Surya Roshni Limited (Formerly Prakash Surya Roshni Limited) IsDocument11 pagesCompany Profile: Surya Roshni Limited (Formerly Prakash Surya Roshni Limited) IsMahesh KumarNo ratings yet
- A Project Report On:-"Statuary Compliances Regarding All Laws & Acts of Company."Document36 pagesA Project Report On:-"Statuary Compliances Regarding All Laws & Acts of Company."darshanNo ratings yet
- A.K. AUTOMATIC LTD, ROHTAKDocument39 pagesA.K. AUTOMATIC LTD, ROHTAKTinku BudhwarNo ratings yet
- BMM Report 1Document28 pagesBMM Report 1NIKITA GANERIWALNo ratings yet
- Bhumika AcDocument78 pagesBhumika AcDarshan AcharNo ratings yet
- Empire Motors Pvt. Ltd. NavsariDocument63 pagesEmpire Motors Pvt. Ltd. NavsariJayaram SubramanianNo ratings yet
- Final Industrial Training Report MeDocument48 pagesFinal Industrial Training Report MeSachin Sharma100% (1)
- Human Detection Robot Electrical Project IdeaDocument41 pagesHuman Detection Robot Electrical Project IdeaHarish IyerNo ratings yet
- Performance Appraisal Impact on CompensationDocument79 pagesPerformance Appraisal Impact on CompensationJennifer JonesNo ratings yet
- Castrol Bikezone Is A MultiDocument3 pagesCastrol Bikezone Is A Multivinoth_17588No ratings yet
- Recruitment Process in AirtelDocument24 pagesRecruitment Process in Airtelsivamecha60% (10)
- Ms High Tensile Nuts and BoltsDocument11 pagesMs High Tensile Nuts and Boltsmax_ashi100% (1)
- Manufacture & Assembly of 500MW Turbo GeneratorDocument29 pagesManufacture & Assembly of 500MW Turbo GeneratorRatan SinghNo ratings yet
- Industrial Training Report11-1Document22 pagesIndustrial Training Report11-1amit singh100% (1)
- How To Collect Free Energy From AtmosphereDocument4 pagesHow To Collect Free Energy From AtmosphereVishnu SutharNo ratings yet
- 2007 Electrical Workshop ManualDocument68 pages2007 Electrical Workshop Manual16rock9999No ratings yet
- New Microsoft Office Word DocumentDocument3 pagesNew Microsoft Office Word DocumentVishnu SutharNo ratings yet
- Single Phase Electronic StarterDocument2 pagesSingle Phase Electronic StarterVishnu SutharNo ratings yet
- Over Under VoltDocument1 pageOver Under Voltapi-3747180100% (1)
- Over & Under Voltage Protection Circuit: Controls Detector Power Supply Protection CircuitsDocument3 pagesOver & Under Voltage Protection Circuit: Controls Detector Power Supply Protection CircuitsVishnu SutharNo ratings yet
- Street Light ControllerDocument3 pagesStreet Light ControllerVishnu SutharNo ratings yet
- Versatile Water Level ControllerDocument6 pagesVersatile Water Level ControllerVishnu SutharNo ratings yet
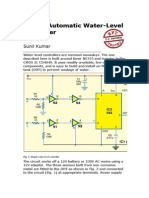
- Simple Automatic WaterDocument3 pagesSimple Automatic WaterVishnu SutharNo ratings yet
- CHNCRPN 11Document6 pagesCHNCRPN 11Vishnu SutharNo ratings yet
- Fuse Failure Alarm by 2 LEDDocument4 pagesFuse Failure Alarm by 2 LEDVishnu SutharNo ratings yet
- Industrial Training Report of Submersible Motor At: Duke Plasto Technique PVT - Ltd. Palanpur (GUJ)Document24 pagesIndustrial Training Report of Submersible Motor At: Duke Plasto Technique PVT - Ltd. Palanpur (GUJ)Vishnu SutharNo ratings yet
- Berker BrochureDocument19 pagesBerker BrochureVishnu SutharNo ratings yet
- V Series Breakers (Including MDU Type) CatalogDocument70 pagesV Series Breakers (Including MDU Type) CatalogAndrew MaverickNo ratings yet
- Tech)Document3 pagesTech)Vishnu SutharNo ratings yet
- DescriptionDocument2 pagesDescriptionVishnu SutharNo ratings yet
- HVDCDocument18 pagesHVDCVishnu SutharNo ratings yet
- Dynamics PracticeDocument16 pagesDynamics PracticeUnknownNo ratings yet
- TURKEYTRIB18 Oral Presentations WordDocument263 pagesTURKEYTRIB18 Oral Presentations WordAdarsh ByadgiNo ratings yet
- Astm D6773-08Document28 pagesAstm D6773-08Black GokuNo ratings yet
- Bromhead - A Simple Ring Shear ApparatusDocument3 pagesBromhead - A Simple Ring Shear ApparatusDaniel Felipe Rodriguez RamirezNo ratings yet
- Non-Linear Modeling and Identification of A Permanent Magnet DC MotorDocument6 pagesNon-Linear Modeling and Identification of A Permanent Magnet DC MotorHimanshu SinghNo ratings yet
- SKF Self Aligning BearingsDocument22 pagesSKF Self Aligning BearingsLLNo ratings yet
- Thermodynamics Second Law ExplainedDocument32 pagesThermodynamics Second Law ExplainedAshok PradhanNo ratings yet
- Design Calculation For Watch Tower - R00 - 20200615Document3 pagesDesign Calculation For Watch Tower - R00 - 20200615Raviraj Thorat100% (1)
- Design waste paper recycling machineDocument101 pagesDesign waste paper recycling machinewanofi BojaNo ratings yet
- B.Tech 1st Year Mechanical Engineering SyllabusDocument12 pagesB.Tech 1st Year Mechanical Engineering SyllabusRaunak GuptaNo ratings yet
- Class 2 Certificate Syllabus For Hong Kong Marine Engg, CertificateDocument14 pagesClass 2 Certificate Syllabus For Hong Kong Marine Engg, Certificatedannynoronha755271100% (6)
- Worksheet of Science For 3rd Assessment (April-May 2023) For Class 5Document6 pagesWorksheet of Science For 3rd Assessment (April-May 2023) For Class 5Lina AgeebNo ratings yet
- Motion Numerical ProblemsDocument64 pagesMotion Numerical ProblemsApex InstituteNo ratings yet
- Kelm 108Document19 pagesKelm 108Jyot FoziNo ratings yet
- FSW AnalysisDocument35 pagesFSW AnalysisChinmay Dave100% (1)
- Physics Annual PlanDocument60 pagesPhysics Annual Plan112233445566778899 998877665544332211100% (2)
- Braced Cut and Coffer DamDocument70 pagesBraced Cut and Coffer DamSai KrishnaNo ratings yet
- ANSYS DampingDocument8 pagesANSYS Dampingsuresh_501No ratings yet
- s10706 009 9295 7 PDFDocument11 pagess10706 009 9295 7 PDFjuan carlos molano toroNo ratings yet
- Yr9 Term1 P1 Energy Notes and Q and A.213440532Document48 pagesYr9 Term1 P1 Energy Notes and Q and A.213440532Stefania PreotuNo ratings yet
- Shear KeyDocument14 pagesShear KeyMbalekelwa MpembeNo ratings yet
- Chapter - 7 Part II STDDocument43 pagesChapter - 7 Part II STDBelkacem AchourNo ratings yet
- Kinematics in One Dimension: X V T at V V + at X V T+ atDocument67 pagesKinematics in One Dimension: X V T at V V + at X V T+ atHel JustNo ratings yet
- Design and Development of Mechanical Power AmplifierDocument4 pagesDesign and Development of Mechanical Power AmplifieresatjournalsNo ratings yet
- Rma 2Document296 pagesRma 2Thonas Indra MNo ratings yet
- AASHTO LRFD Bridge Design Specifications, SI Units, 4th EditionDocument1 pageAASHTO LRFD Bridge Design Specifications, SI Units, 4th EditionJohn G JoseNo ratings yet
- Rolling Friction MechanismsDocument19 pagesRolling Friction MechanismsPavan Kumar NarendraNo ratings yet
- 1577e Rotulas Iko Japan PDFDocument5 pages1577e Rotulas Iko Japan PDFLevi BriceñoNo ratings yet
- Cyclic Load Test of PileDocument7 pagesCyclic Load Test of Pilesurajitkundu2002No ratings yet
- Dtrc2 47.Fr - en EnglishDocument134 pagesDtrc2 47.Fr - en Englishskrai4uNo ratings yet