You might also like
- SMED single minute exchange of die A Complete Guide - 2019 EditionFrom EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNo ratings yet
- Best Practices in Lean Six Sigma Process Improvement: A Deeper LookFrom EverandBest Practices in Lean Six Sigma Process Improvement: A Deeper LookNo ratings yet
- The Complete Guide to Simple OEE MeasurementDocument26 pagesThe Complete Guide to Simple OEE MeasurementWan Sek Choon100% (2)
- Managing OEE To Optimize Factory Performance PDFDocument20 pagesManaging OEE To Optimize Factory Performance PDFEstevao SalvadorNo ratings yet
- OEE Defined and ExplainedDocument3 pagesOEE Defined and ExplainedDon - BIN95.com100% (1)
- The Complete Guide to Implementing, Analyzing and Improving OEEDocument34 pagesThe Complete Guide to Implementing, Analyzing and Improving OEEjetdogg64100% (3)
- OEE Executive SummaryDocument2 pagesOEE Executive Summaryaminos85No ratings yet
- Fast Guide To Oee PDFDocument27 pagesFast Guide To Oee PDFAtakan TunaliNo ratings yet
- LEAN Execution OEEDocument11 pagesLEAN Execution OEEVergence Business Associates100% (7)
- Oee TeepDocument1 pageOee TeeptruongngvNo ratings yet
- Overall Equipment Efficiency: Sis - Tpm-AmDocument14 pagesOverall Equipment Efficiency: Sis - Tpm-AmShamasNo ratings yet
- Simple Oee SpreadsheetDocument2 pagesSimple Oee SpreadsheetadeNo ratings yet
- What Is Overall Equipment Effectiveness (OEE) ?Document12 pagesWhat Is Overall Equipment Effectiveness (OEE) ?timcolmanNo ratings yet
- Oee TemplateDocument4 pagesOee TemplateJeffrey FullerNo ratings yet
- Visual Workflow ManagementDocument32 pagesVisual Workflow Managementanthony2069100% (1)
- Optimize OEE calculation with availability, performance, quality factorsDocument11 pagesOptimize OEE calculation with availability, performance, quality factorsosbertodiazNo ratings yet
- A Strategy For Performance ExcellenceDocument73 pagesA Strategy For Performance ExcellenceHéctor Eduardo CazotNo ratings yet
- OEE Industry StandardDocument30 pagesOEE Industry StandardGerardo Martin100% (2)
- Lean AccountingDocument5 pagesLean AccountingjohnoomsNo ratings yet
- OEE Factors: Where Do We Start?Document8 pagesOEE Factors: Where Do We Start?Abhinav MittalNo ratings yet
- MTBF, MTTR & Oee: KB037412 - Manajemen PerawatanDocument10 pagesMTBF, MTTR & Oee: KB037412 - Manajemen PerawatanMuhamad Arif Maulana Maulana100% (1)
- Fmea Fta ModuleDocument156 pagesFmea Fta ModuleIan Maldonado100% (1)
- OEE Presentation - System A TicsDocument20 pagesOEE Presentation - System A Ticsapi-3732848100% (1)
- Maintenance Excellence Index 2017Document1 pageMaintenance Excellence Index 2017Mohammad Abubakar SiddiqNo ratings yet
- A3 Problem Solving Training Course OutlineDocument1 pageA3 Problem Solving Training Course OutlineNedra DebbechNo ratings yet
- Honda OEE Training MaterialDocument4 pagesHonda OEE Training Materialricardozanini2013No ratings yet
- Customer Pull Cells & Value Streams Visual Systems Lean Principles Continuous ImprovementDocument51 pagesCustomer Pull Cells & Value Streams Visual Systems Lean Principles Continuous Improvementssanik1No ratings yet
- Lost Cost MatrixDocument6 pagesLost Cost MatrixRanjit Bhandari100% (3)
- Standard work production sheetDocument3 pagesStandard work production sheetBalaji SNo ratings yet
- Oee 3Document2 pagesOee 3Lowell HarperNo ratings yet
- OEEDocument5 pagesOEEatgdxt100% (1)
- Jit TM 017 C1.0 SmedDocument40 pagesJit TM 017 C1.0 SmedAntonio PargaNo ratings yet
- Proplanner PFEP Overview - 092912Document46 pagesProplanner PFEP Overview - 092912Proplanner AsiaNo ratings yet
- 8 Disciplines: BY: Magnifico Training and ConsultingDocument23 pages8 Disciplines: BY: Magnifico Training and ConsultingRajesh Sahasrabuddhe100% (1)
- How To Calculate OEE - The Real OEE Formula With Examples - Lean Execution - Intelligent MetricsDocument23 pagesHow To Calculate OEE - The Real OEE Formula With Examples - Lean Execution - Intelligent MetricsAhmad RahanNo ratings yet
- Kaizen Synopsis 120Document60 pagesKaizen Synopsis 120mohanksoni100% (1)
- Visual Factory (Actually Used in Factories)Document19 pagesVisual Factory (Actually Used in Factories)monu9999100% (2)
- TPM BookletDocument26 pagesTPM Bookletamishraioc100% (5)
- PDCA - Audit DocumentaryDocument9 pagesPDCA - Audit DocumentaryElena BabinetchiNo ratings yet
- Scheduling job shop - Optimize production efficiencyDocument8 pagesScheduling job shop - Optimize production efficiencyabbas6063No ratings yet
- How To Improve Oee PerformanceDocument9 pagesHow To Improve Oee PerformanceMuhammad Usman HaidarNo ratings yet
- Hoshin KanriDocument11 pagesHoshin KanriSumesh Kumar ManimalaNo ratings yet
- TPMDocument28 pagesTPMVinay Simha SNo ratings yet
- 10 Lean Leader Training - Total Productive Maintenance (TPM)Document20 pages10 Lean Leader Training - Total Productive Maintenance (TPM)dejan100% (1)
- Leader Standard Work Up 3Document12 pagesLeader Standard Work Up 3jesusmemNo ratings yet
- Facilities Maintenance Management Strategies for ExcellenceDocument38 pagesFacilities Maintenance Management Strategies for Excellencetoyota952No ratings yet
- Overall Equipment Effectiveness: Theory and Application: Oee WorkshopDocument30 pagesOverall Equipment Effectiveness: Theory and Application: Oee WorkshopFerozhKhan100% (1)
- An Introduction To Lean ManufacturingDocument45 pagesAn Introduction To Lean ManufacturingGopalakrishnan100% (12)
- Quick Changeover BasicsDocument44 pagesQuick Changeover BasicsSergio Prieto SerranoNo ratings yet
- Total Available Time (A) : Performance LossDocument8 pagesTotal Available Time (A) : Performance LossManoj MathurNo ratings yet
- The Plan For Every PartDocument7 pagesThe Plan For Every PartThandraelNo ratings yet
- Proposal OEE PortionDocument5 pagesProposal OEE PortionAlexanderLinNo ratings yet
- Measuring Over-All Equipment Effectiveness (OEE)Document8 pagesMeasuring Over-All Equipment Effectiveness (OEE)Dash Smth100% (1)
- CNC Machining Cycle Time CalculationDocument4 pagesCNC Machining Cycle Time CalculationRathnakrajaNo ratings yet
- Single Machine - Multiple Parts (OEE Reporting)Document2 pagesSingle Machine - Multiple Parts (OEE Reporting)Vergence Business Associates100% (1)
- IQity OEE WhitePaperDocument13 pagesIQity OEE WhitePapercan hamuryenNo ratings yet
- A Review of Overall Equipment Effectiveness: Gavriluță AnaDocument5 pagesA Review of Overall Equipment Effectiveness: Gavriluță AnaIoana BiticaNo ratings yet
- 2.0 Understanding Overall Equipment Effectiveness (OEE) : SMRP Guideline 2.0Document7 pages2.0 Understanding Overall Equipment Effectiveness (OEE) : SMRP Guideline 2.0Quant ExalmarNo ratings yet
- The Complete Guide of OEE PresentationDocument26 pagesThe Complete Guide of OEE PresentationSubhashNo ratings yet
- Application Paper - Measuring and Implementing OEE - Matthews AustralasiaDocument9 pagesApplication Paper - Measuring and Implementing OEE - Matthews AustralasiaMike MichaelidesNo ratings yet
- 2 in Wilden Px810 - AluminumDocument1 page2 in Wilden Px810 - Aluminumarachman297988No ratings yet
- Arrest AllDocument4 pagesArrest Allarachman297988No ratings yet
- VTEC400Document4 pagesVTEC400arachman297988No ratings yet
- X320 700 300Document2 pagesX320 700 300arachman297988No ratings yet
- Ecobulk MX: Perfect For Transport and StorageDocument1 pageEcobulk MX: Perfect For Transport and Storagearachman297988No ratings yet
- Fall Arrester Front ViewDocument1 pageFall Arrester Front Viewarachman297988No ratings yet
- Poly Drums: Protecting People, Property and The Planet. Since 1894Document16 pagesPoly Drums: Protecting People, Property and The Planet. Since 1894arachman297988No ratings yet
- Load Cell and Transmitter PR PDFDocument1 pageLoad Cell and Transmitter PR PDFarachman297988No ratings yet
- A12 StandardDocument12 pagesA12 Standardarachman297988No ratings yet
- Vortex Breakers: RBRR and RBRQDocument6 pagesVortex Breakers: RBRR and RBRQarachman297988No ratings yet
- R400-613-151-M02 - Indicator Manual r420Document149 pagesR400-613-151-M02 - Indicator Manual r420arachman297988No ratings yet
- R400-702-430-M07 - DatasheetDocument6 pagesR400-702-430-M07 - Datasheetarachman297988No ratings yet
- Fall Arrester Top ViewDocument1 pageFall Arrester Top Viewarachman297988No ratings yet
- Fall Arrester - 2-Layout1Document1 pageFall Arrester - 2-Layout1arachman297988No ratings yet
- Electric Gear Pump - Rev 2Document1 pageElectric Gear Pump - Rev 2arachman297988No ratings yet
- Fall Arrester 3d ViewDocument1 pageFall Arrester 3d Viewarachman297988No ratings yet
- Electric Gear Pump - Rev 1Document1 pageElectric Gear Pump - Rev 1arachman297988No ratings yet
- Fall Arrester - Side ViewDocument1 pageFall Arrester - Side Viewarachman297988No ratings yet
- Grounding ClampDocument1 pageGrounding Clamparachman297988No ratings yet
- Color Card JotafloorDocument2 pagesColor Card Jotafloorarachman297988No ratings yet
- Cooling Tower Motor TypeDocument1 pageCooling Tower Motor Typearachman297988No ratings yet
- Ladder Iso TankDocument2 pagesLadder Iso Tankarachman297988No ratings yet
- BLEVE Response and Prevention Technical Documentation SummaryDocument31 pagesBLEVE Response and Prevention Technical Documentation Summaryarachman297988No ratings yet
- Rail and Truck Brochure FinalDocument17 pagesRail and Truck Brochure Finalarachman297988No ratings yet
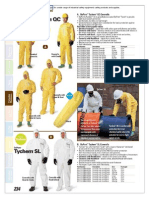
- Tychem. QC: Chemical Resistant ApparelDocument1 pageTychem. QC: Chemical Resistant Apparelarachman297988No ratings yet
- Air Impact WrenchDocument1 pageAir Impact Wrencharachman297988No ratings yet
- Stainless Welding FittingsDocument16 pagesStainless Welding FittingsShane HancockNo ratings yet
- Process Screen Basket Filter SpecificationsDocument8 pagesProcess Screen Basket Filter Specificationsarachman297988No ratings yet
- Welcome To Liquid Cargo, IncDocument3 pagesWelcome To Liquid Cargo, Incarachman297988No ratings yet
- Ladder Iso TankDocument2 pagesLadder Iso Tankarachman297988No ratings yet
- Roopa Rani - Final PDFDocument52 pagesRoopa Rani - Final PDFSrinivas SeenuNo ratings yet
- Potential Causes of Gearbox Noise and Solutions to Reduce Noise LevelsDocument3 pagesPotential Causes of Gearbox Noise and Solutions to Reduce Noise LevelsKumar SanthanamNo ratings yet
- Steam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESDocument50 pagesSteam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanNo ratings yet
- MTM and Motion Economy in Industrial EngineeringDocument12 pagesMTM and Motion Economy in Industrial Engineeringmdravi89No ratings yet
- Aluprofilsystem en 0Document481 pagesAluprofilsystem en 0Vasile TomoiagaNo ratings yet
- Conditions of Sale: EPD FORM 8-21-01Document97 pagesConditions of Sale: EPD FORM 8-21-01Sabina BanegasNo ratings yet
- Constructibility Issues For Highway ProjectsDocument9 pagesConstructibility Issues For Highway ProjectsNouran M. RadwanNo ratings yet
- CAPdoDocument5 pagesCAPdoPauloanDiasNo ratings yet
- Resume SeetaRamDocument2 pagesResume SeetaRamdasarinaveenNo ratings yet
- JSW Steel Coated Products Test CertificatesDocument10 pagesJSW Steel Coated Products Test CertificatesBernice AkotoNo ratings yet
- A Way To Deal With The Project Crashing Problem: Hamdjatou Kane Gilbert NkubiliDocument14 pagesA Way To Deal With The Project Crashing Problem: Hamdjatou Kane Gilbert Nkubilimangalam manjuNo ratings yet
- Police Log November 23, 2015Document12 pagesPolice Log November 23, 2015MansfieldMAPoliceNo ratings yet
- Water PumpsDocument42 pagesWater PumpsArimbi GembiekNo ratings yet
- X Ce Series Catalog PagesDocument15 pagesX Ce Series Catalog PagessourcNo ratings yet
- RIBA Plan of WorkDocument2 pagesRIBA Plan of WorkSyed Moinullah Hussaini100% (2)
- Sap MM TicketsDocument9 pagesSap MM TicketsSatyajit Sahoo100% (1)
- Synopsis On CLOUD COMPUTING by Prashant GuptaDocument6 pagesSynopsis On CLOUD COMPUTING by Prashant GuptaPrashant GuptaNo ratings yet
- API DocumentationDocument115 pagesAPI DocumentationEric ScrivnerNo ratings yet
- Mod BDocument32 pagesMod BRuwina Ayman100% (1)
- MMCA Kazcomak2019 Ex-List EngDocument9 pagesMMCA Kazcomak2019 Ex-List Engadamin biriNo ratings yet
- Adobe Case Study - DTI Intelligent DocumentsDocument3 pagesAdobe Case Study - DTI Intelligent DocumentsrpcooperNo ratings yet
- Mastering 3D PrintingDocument2 pagesMastering 3D PrintingTamás KissNo ratings yet
- Oracle Taleo Enterprise Reporting With OBI User Guide PDFDocument856 pagesOracle Taleo Enterprise Reporting With OBI User Guide PDFdaxeshnirma100% (1)
- Mochiko ShoesDocument9 pagesMochiko ShoesPraveen SehgalNo ratings yet
- Microsign PresentationDocument27 pagesMicrosign PresentationMicrosign ProductsNo ratings yet
- APW7159ADocument23 pagesAPW7159AVoicu AdrianNo ratings yet
- (VE216) Signals and Systems 2ed PDFDocument820 pages(VE216) Signals and Systems 2ed PDFhatetheschool100% (1)
- BOQ in GeneralDocument9 pagesBOQ in Generalkmmansaf100% (1)
- SuspensionDocument43 pagesSuspensionyash1239100% (1)
- Design and Testing of Electrically Heat Traced FlowlinesDocument11 pagesDesign and Testing of Electrically Heat Traced FlowlinesNoirchevalNo ratings yet