You might also like
- A11. Design of Brushless Permenant Magnet MachinesDocument582 pagesA11. Design of Brushless Permenant Magnet Machineswalidghoneim197088% (8)
- Ansoft Maxwell2D - V12Document334 pagesAnsoft Maxwell2D - V12apujanag100% (1)
- Design of Synchronous MachinesDocument17 pagesDesign of Synchronous MachinesNiteshNarukaNo ratings yet
- Reluctance MotorDocument16 pagesReluctance Motorapi-382713280% (5)
- Lecture1 - History & IntroductionDocument20 pagesLecture1 - History & Introductionramaswamykama786100% (1)
- Traction Motor DesignDocument11 pagesTraction Motor DesignS.m. FerdousNo ratings yet
- Power Quality in Power Systems, Electrical Machines, and Power-Electronic DrivesFrom EverandPower Quality in Power Systems, Electrical Machines, and Power-Electronic DrivesNo ratings yet
- Lipo PDFDocument11 pagesLipo PDFjalilemadiNo ratings yet
- SPEED Electric Machines BrochureDocument8 pagesSPEED Electric Machines Brochure张之政No ratings yet
- Power Electronics Converters and their Control for Renewable Energy ApplicationsFrom EverandPower Electronics Converters and their Control for Renewable Energy ApplicationsArezki FekikNo ratings yet
- Analysis of Axial Flux MotorDocument4 pagesAnalysis of Axial Flux MotorAvi GuptaNo ratings yet
- Modeling and Control of Power Electronics Converter System for Power Quality ImprovementsFrom EverandModeling and Control of Power Electronics Converter System for Power Quality ImprovementsRating: 5 out of 5 stars5/5 (1)
- Ansoft Maxwell v12 2D User Guide-Machine Design Reference GuideDocument297 pagesAnsoft Maxwell v12 2D User Guide-Machine Design Reference GuideAndy Xiao100% (4)
- Improved Indirect Power Control (IDPC) of Wind Energy Conversion Systems (WECS)From EverandImproved Indirect Power Control (IDPC) of Wind Energy Conversion Systems (WECS)No ratings yet
- Control Techniques Drives and Controls Handbook by 3ADocument348 pagesControl Techniques Drives and Controls Handbook by 3AFatih YamanNo ratings yet
- Embedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityFrom EverandEmbedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityNo ratings yet
- Lecture3 - Three Phase Power Converter Control Strategies For Three Machine TypesDocument26 pagesLecture3 - Three Phase Power Converter Control Strategies For Three Machine Typesthulasi_krishnaNo ratings yet
- Digital Power Electronics and ApplicationsFrom EverandDigital Power Electronics and ApplicationsRating: 3.5 out of 5 stars3.5/5 (3)
- Ansoft RMxprt DC Motor AnalysisDocument32 pagesAnsoft RMxprt DC Motor AnalysisVladimir Kuznetsov100% (1)
- Servo Basico x1Document18 pagesServo Basico x1Elvis Torres QuispeNo ratings yet
- KLS Gogte Institute Course Report on Ultracapacitors in EVsDocument7 pagesKLS Gogte Institute Course Report on Ultracapacitors in EVsShardulNo ratings yet
- EE2355 Design of Electrical Machines NotesDocument24 pagesEE2355 Design of Electrical Machines Notesmadhes14No ratings yet
- Today: Inverter + PMSM Control: 3 Phase Inverter (DC To AC) 3 Phase Electric MachineDocument29 pagesToday: Inverter + PMSM Control: 3 Phase Inverter (DC To AC) 3 Phase Electric Machineciprian167No ratings yet
- Synchronous Reluctance Motor Technology - Industrial Opprtunities, Challenges and Future DirectionDocument30 pagesSynchronous Reluctance Motor Technology - Industrial Opprtunities, Challenges and Future DirectionedumacerenNo ratings yet
- Introduction To Stepper Motors: RevisionDocument25 pagesIntroduction To Stepper Motors: RevisionPK KNo ratings yet
- A Three-Phase Induction Motor ProblemDocument26 pagesA Three-Phase Induction Motor ProblemmehmetNo ratings yet
- Electric Machines and Drives 1st EditionDocument16 pagesElectric Machines and Drives 1st EditionBellaaNo ratings yet
- 2.review of Literature and Statement of ProblemDocument6 pages2.review of Literature and Statement of ProblemsheriabhiNo ratings yet
- Design of A Compact Winding For An Axial-Flux Permanent-Magnet Brushless DC Motor Used in An Electric Two-WheelerDocument3 pagesDesign of A Compact Winding For An Axial-Flux Permanent-Magnet Brushless DC Motor Used in An Electric Two-WheelerhooshyarNo ratings yet
- 8MS Three-Phase Synchronous MotorsDocument163 pages8MS Three-Phase Synchronous MotorsrrrNo ratings yet
- LIM Motor ExplainedDocument5 pagesLIM Motor ExplainedAshish MehraNo ratings yet
- Motor Design Suite V12Document60 pagesMotor Design Suite V12Trần Trung HiếuNo ratings yet
- Machine Training PM Synchronous Ansoft MaxwellDocument111 pagesMachine Training PM Synchronous Ansoft Maxwellmashinbaz1100% (3)
- Three Phase Synchronous MachinesDocument45 pagesThree Phase Synchronous MachinesAndrew Lapthorn100% (3)
- Antologc3ada Poc3a9tica 27 TextoDocument100 pagesAntologc3ada Poc3a9tica 27 TextoLukaz JuarezNo ratings yet
- Electric Motor DesignDocument23 pagesElectric Motor DesignAnonymous hWj4HKIDOFNo ratings yet
- Cogging TorqueDocument12 pagesCogging Torqueanil_nitkianNo ratings yet
- Lecture Notes On Permanent Magnet Brushless DC Motor Drive For Light Electric Vehicle ApplicationDocument24 pagesLecture Notes On Permanent Magnet Brushless DC Motor Drive For Light Electric Vehicle ApplicationAshish KumarNo ratings yet
- Multilevel InverterDocument74 pagesMultilevel InverterRaghu Selvaraj100% (4)
- Lecture12 - Stator Laminations & Core Design StudiesDocument22 pagesLecture12 - Stator Laminations & Core Design Studiesramaswamykama786100% (1)
- C2000 Microcontroller WorkshopDocument342 pagesC2000 Microcontroller WorkshopShanon RustoffNo ratings yet
- Be8251 Basic Electrical and Electronics Engineering L T P CDocument1 pageBe8251 Basic Electrical and Electronics Engineering L T P CselvanNo ratings yet
- Average Synchronous Torque of Synchronous Machines, With Particular Reference To Reluctance MachinesDocument3 pagesAverage Synchronous Torque of Synchronous Machines, With Particular Reference To Reluctance MachinesAbhishek AgarwalNo ratings yet
- Ansys Electric Machines and Power ElectronicsDocument58 pagesAnsys Electric Machines and Power ElectronicsLatisha CarterNo ratings yet
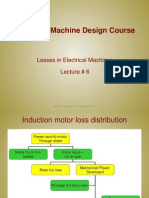
- Lecture6 - Losses in Electric MachinesDocument24 pagesLecture6 - Losses in Electric Machinesthulasi_krishnaNo ratings yet
- Assignment 1Document2 pagesAssignment 1ramakrishnaprasad9080% (1)
- Axial PErmanent MAgnetDocument6 pagesAxial PErmanent MAgnetSatyam Swarup100% (1)
- Seminar ReportDocument24 pagesSeminar ReportAnup BorseNo ratings yet
- Electrical SteelDocument193 pagesElectrical SteelpavanupadhyeNo ratings yet
- Speed Control of Switched Reluctance Motor-LibreDocument9 pagesSpeed Control of Switched Reluctance Motor-LibreIndrajithSrNo ratings yet
- Electrical MotorsDocument53 pagesElectrical MotorsSuda KrishnarjunaraoNo ratings yet
- Inductor Design Methodology for Power ElectronicsDocument6 pagesInductor Design Methodology for Power ElectronicspedrovilknNo ratings yet
- Finite-Element Models For Electrical Machines by HennebergerDocument12 pagesFinite-Element Models For Electrical Machines by HennebergermuhassadiNo ratings yet
- StsDocument10 pagesStsSamonte, KimNo ratings yet
- Medical filter performance specificationsDocument1 pageMedical filter performance specificationsPT.Intidaya Dinamika SejatiNo ratings yet
- Guidelines 2.0Document4 pagesGuidelines 2.0Hansel TayongNo ratings yet
- C11 RacloprideDocument5 pagesC11 RacloprideAvina 123No ratings yet
- Mesopotamia CivilizationDocument56 pagesMesopotamia CivilizationYashika TharwaniNo ratings yet
- Chapter 9-10 (PPE) Reinzo GallegoDocument48 pagesChapter 9-10 (PPE) Reinzo GallegoReinzo GallegoNo ratings yet
- Plant Air Centrifugal Compressors: Turbo-Air Series Featuring Oil-Free AirDocument20 pagesPlant Air Centrifugal Compressors: Turbo-Air Series Featuring Oil-Free AirSharad KokateNo ratings yet
- Future Design of Accessibility in Games - A Design Vocabulary - ScienceDirectDocument16 pagesFuture Design of Accessibility in Games - A Design Vocabulary - ScienceDirectsulaNo ratings yet
- Oracle Fusion Financials Book Set Home Page SummaryDocument274 pagesOracle Fusion Financials Book Set Home Page SummaryAbhishek Agrawal100% (1)
- Manju Philip CVDocument2 pagesManju Philip CVManju PhilipNo ratings yet
- Hencher - Interpretation of Direct Shear Tests On Rock JointsDocument8 pagesHencher - Interpretation of Direct Shear Tests On Rock JointsMark2123100% (1)
- Analysis of VariancesDocument40 pagesAnalysis of VariancesSameer MalhotraNo ratings yet
- Levels of Attainment.Document6 pagesLevels of Attainment.rajeshbarasaraNo ratings yet
- W1inse6220 PDFDocument11 pagesW1inse6220 PDFpicalaNo ratings yet
- Moderntheater 170210003221 PDFDocument80 pagesModerntheater 170210003221 PDFDycan MikeNo ratings yet
- The Life and Works of Jose RizalDocument20 pagesThe Life and Works of Jose RizalBemtot Blanquig100% (1)
- Prof. Michael Murray - Some Differential Geometry ExercisesDocument4 pagesProf. Michael Murray - Some Differential Geometry ExercisesAnonymous 9rJe2lOskxNo ratings yet
- PM - Network Analysis CasesDocument20 pagesPM - Network Analysis CasesImransk401No ratings yet
- Universal Robina Co. & Bdo Unibank Inc.: Research PaperDocument25 pagesUniversal Robina Co. & Bdo Unibank Inc.: Research PaperSariephine Grace ArasNo ratings yet
- Flexible AC Transmission SystemsDocument51 pagesFlexible AC Transmission SystemsPriyanka VedulaNo ratings yet
- Presentation On Ich Topics & Guidelines With A Special Reference ToDocument79 pagesPresentation On Ich Topics & Guidelines With A Special Reference ToVidyaNo ratings yet
- Summer Internship Project-NishantDocument80 pagesSummer Internship Project-Nishantnishant singhNo ratings yet
- Pfrs 16 LeasesDocument4 pagesPfrs 16 LeasesR.A.No ratings yet
- VARCDocument52 pagesVARCCharlie GoyalNo ratings yet
- LLM DissertationDocument94 pagesLLM Dissertationjasminjajarefe100% (1)
- Castel - From Dangerousness To RiskDocument10 pagesCastel - From Dangerousness To Riskregmatar100% (2)
- Biomechanics of Advanced Tennis: January 2003Document7 pagesBiomechanics of Advanced Tennis: January 2003Katrien BalNo ratings yet
- D257272 1200 FDD 002 R1 PDFDocument420 pagesD257272 1200 FDD 002 R1 PDFTap Toan100% (1)
- DMS-2017A Engine Room Simulator Part 1Document22 pagesDMS-2017A Engine Room Simulator Part 1ammarNo ratings yet
- Startups Helping - India Go GreenDocument13 pagesStartups Helping - India Go Greensimran kNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet