You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- SRM 3006 Reference Book Prof DR WuschekDocument13 pagesSRM 3006 Reference Book Prof DR WuschekBama RamachandranNo ratings yet
- LTE Base Station and EMF Eumc .2015.7345905 Matthias WuschekDocument4 pagesLTE Base Station and EMF Eumc .2015.7345905 Matthias WuschekBama RamachandranNo ratings yet
- Wi Max Base Station and Cell Radiation Matthias Wuschek EMCZUR.2009.4783458Document4 pagesWi Max Base Station and Cell Radiation Matthias Wuschek EMCZUR.2009.4783458Bama RamachandranNo ratings yet
- Gases Methane and UsesDocument15 pagesGases Methane and UsesBama RamachandranNo ratings yet
- Shankara Bhashya Taittiriya Upanishad With Bhasyas of Suresvara Sayana PDFDocument815 pagesShankara Bhashya Taittiriya Upanishad With Bhasyas of Suresvara Sayana PDFDanillo Costa Lima100% (11)
- Natya Shastra Translation Volume 2 - Bharat MuniDocument290 pagesNatya Shastra Translation Volume 2 - Bharat MuniBama RamachandranNo ratings yet
- Natya Shastra Translation Volume 1 - Bharat MuniDocument652 pagesNatya Shastra Translation Volume 1 - Bharat MuniBama Ramachandran0% (1)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- CSWIP Document WI-6-92 2009 EditionDocument16 pagesCSWIP Document WI-6-92 2009 EditionKarthik KarunanidhiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Greenstar Oil System and Regular Boilers Technical and Specification InformationDocument64 pagesGreenstar Oil System and Regular Boilers Technical and Specification InformationBabis PapadopoulosNo ratings yet
- Africa's Youth Can Save The WorldDocument21 pagesAfrica's Youth Can Save The WorldThe Wilson CenterNo ratings yet
- SPE Java Newsletter Sep Dec2016Document56 pagesSPE Java Newsletter Sep Dec2016Faustina MarthaNo ratings yet
- Illumination AdditionalDocument80 pagesIllumination Additionalbutohpakang100% (1)
- LUMS Daily Student The H' WordDocument16 pagesLUMS Daily Student The H' WordKhawaja DaudNo ratings yet
- Siemons - Cello Bowing TechniqueDocument15 pagesSiemons - Cello Bowing TechniqueMassa Awaj100% (2)
- Cracking in Fire Tube BoilersDocument8 pagesCracking in Fire Tube BoilersRui AlexandreNo ratings yet
- ProductBrochure A35F A40F EN 21A1006561 2010-12Document24 pagesProductBrochure A35F A40F EN 21A1006561 2010-12Muhammad Ridha FatriantaNo ratings yet
- Heat Transfer: Thermal EmissivityDocument5 pagesHeat Transfer: Thermal EmissivityvjtiitNo ratings yet
- Tunisia - Nawara Southern Tunisian Gas Pipeline - ESIA Executive SummaryDocument28 pagesTunisia - Nawara Southern Tunisian Gas Pipeline - ESIA Executive SummaryodeinatusNo ratings yet
- Analysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Document11 pagesAnalysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Eric FernandoNo ratings yet
- Saudi Arabian Oil CompanyDocument1 pageSaudi Arabian Oil CompanyRiaz AhmadNo ratings yet
- Dd311 Specification Sheet EnglishDocument4 pagesDd311 Specification Sheet EnglishJose Antonio Sanchez SegoviaNo ratings yet
- Varianta Test Competenta Mai 2009Document5 pagesVarianta Test Competenta Mai 2009Florina LepadatuNo ratings yet
- Steel ConnectionsDocument29 pagesSteel ConnectionsSHRADDHA KADAM100% (1)
- Work Method StatementDocument10 pagesWork Method StatementMdNasruddin shaikhNo ratings yet
- HUAWEI BTS3900E Hardware Structure and Principle-090519-IsSUE1.0-BDocument78 pagesHUAWEI BTS3900E Hardware Structure and Principle-090519-IsSUE1.0-BJaime Ambaco Matsena100% (1)
- Rail Overview Brochure CumminsDocument16 pagesRail Overview Brochure CumminsYuraNo ratings yet
- Solar PV Power Plant Project (50MW) : RishehDocument10 pagesSolar PV Power Plant Project (50MW) : RishehAzizul KhanNo ratings yet
- Asic Lectrical Echnology: Parallel Magnetic CircuitsDocument10 pagesAsic Lectrical Echnology: Parallel Magnetic CircuitsShivangNo ratings yet
- Kantt New Pricelist 2021Document8 pagesKantt New Pricelist 2021Asaph AdigueNo ratings yet
- 15-10-2022 - Hand Written NotesDocument18 pages15-10-2022 - Hand Written NoteskaustubhNo ratings yet
- PVT PWT PWV Datasheet Moore IndustriesDocument6 pagesPVT PWT PWV Datasheet Moore IndustrieseamazomNo ratings yet
- BatteryDocument3 pagesBatteryrtcaluyaNo ratings yet
- Retigo Vision CatalogueDocument32 pagesRetigo Vision Cataloguesuonodimusica0% (1)
- 1.1.1.2 The Four-Stroke-Cycle Spark-Ignition (Petrol) EngineDocument1 page1.1.1.2 The Four-Stroke-Cycle Spark-Ignition (Petrol) EngineFuad AnwarNo ratings yet
- Results and Discussion 11Document4 pagesResults and Discussion 11fengyuhengNo ratings yet
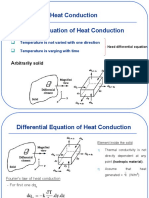
- Heat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidDocument31 pagesHeat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidJoshua StrykrNo ratings yet
- Client List - Arvind Corrotech Ltd.Document2 pagesClient List - Arvind Corrotech Ltd.Ricardo Javier Cotamo De la espriellaNo ratings yet
- 520-540 Watt: Key FeaturesDocument2 pages520-540 Watt: Key FeaturesCH MOHAMMAD ATTIR KHAYYAMNo ratings yet