You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Madhvi Acharya Sca 8152Document72 pagesMadhvi Acharya Sca 8152Ramesh ParmarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Avpti Rajkot C2D Admission 2022Document13 pagesAvpti Rajkot C2D Admission 2022Ramesh ParmarNo ratings yet
- C2D Admission 2020-2022Document4 pagesC2D Admission 2020-2022Ramesh ParmarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Bpti Bhavnagar C2D Admission 2022Document10 pagesBpti Bhavnagar C2D Admission 2022Ramesh ParmarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Cusp Surendranagar C2D Admission 2022Document4 pagesCusp Surendranagar C2D Admission 2022Ramesh ParmarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- GGP Surat C2D Admission 2022Document4 pagesGGP Surat C2D Admission 2022Ramesh ParmarNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- EE152 Electrical Wiring Drawing, Estimation and CostingDocument1 pageEE152 Electrical Wiring Drawing, Estimation and CostingNogeshwar Kumar Dewangan100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Hargur Pratap Singh Vs State of Punjab-Supreme Court-2003Document2 pagesHargur Pratap Singh Vs State of Punjab-Supreme Court-2003Ramesh ParmarNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- JudgementDocument26 pagesJudgementAnushka BanerjeeNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Annexer 7Document2 pagesAnnexer 7Ramesh ParmarNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Annexer 4Document2 pagesAnnexer 4Ramesh ParmarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Ebooklet 2018 AdmissionDocument100 pagesEbooklet 2018 AdmissionRamesh ParmarNo ratings yet
- supreme-DR SANJAY SINGH VS STATE OF UTTARAKHAND DIVISION BENCHDocument14 pagessupreme-DR SANJAY SINGH VS STATE OF UTTARAKHAND DIVISION BENCHRamesh ParmarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Principal KD Polytechnic Patan: Street - 384265Document1 pagePrincipal KD Polytechnic Patan: Street - 384265Ramesh ParmarNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 3350901Document7 pages3350901Jigar Patel0% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Lecture6-8 DKP PDFDocument7 pagesLecture6-8 DKP PDFIndraPangeaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- 52 Sample Chapter PDFDocument23 pages52 Sample Chapter PDFMahmoud HassanNo ratings yet
- Open Board27-09-2020 1209 PMDocument7 pagesOpen Board27-09-2020 1209 PMRamesh ParmarNo ratings yet
- Indian Electricity Act 2003 & Amendments: Presented By: Sanket Samantray NIT RourkelaDocument34 pagesIndian Electricity Act 2003 & Amendments: Presented By: Sanket Samantray NIT RourkelaAayushNo ratings yet
- Ie Rule Wise DetailDocument51 pagesIe Rule Wise DetailRamesh ParmarNo ratings yet
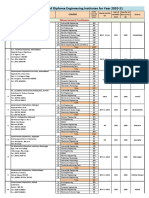
- Provisional List of Diploma Engineering Institutes For Year 2020-21Document13 pagesProvisional List of Diploma Engineering Institutes For Year 2020-21Ramesh ParmarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Provisional List of Diploma Engineering Institutes For Year 2020-21Document13 pagesProvisional List of Diploma Engineering Institutes For Year 2020-21Ramesh ParmarNo ratings yet
- E Book First 2019Document108 pagesE Book First 2019Ramesh Parmar100% (1)
- Lecture6-8 DKPDocument10 pagesLecture6-8 DKPRamesh ParmarNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Symbols: Name of Electrical/Electronic Symbol Schematic SymbolDocument10 pagesSymbols: Name of Electrical/Electronic Symbol Schematic SymbolRamesh ParmarNo ratings yet
- O"'" Z - Rtto T'L3Nq:) S"Ilse Lqlaer Ftqrussil"Il Sifl, GR?RCR ?rryqDocument1 pageO"'" Z - Rtto T'L3Nq:) S"Ilse Lqlaer Ftqrussil"Il Sifl, GR?RCR ?rryqRamesh ParmarNo ratings yet
- Notification For PH Candidates PDFDocument1 pageNotification For PH Candidates PDFRamesh ParmarNo ratings yet
- Gujarat Technological University: InstructionsDocument3 pagesGujarat Technological University: InstructionsRamesh ParmarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- 2Document1 page2Ramesh ParmarNo ratings yet
- Riviling OrdercccccDocument3 pagesRiviling OrdercccccRamesh ParmarNo ratings yet
- Abrasive Blasting ProgramDocument13 pagesAbrasive Blasting ProgramImtiyaz AkhtarNo ratings yet
- Catalog NortonSpecialties 8618 BookmarkedDocument32 pagesCatalog NortonSpecialties 8618 BookmarkedArturo TrejoNo ratings yet
- Part 6 AggregatesDocument123 pagesPart 6 AggregateschrisNo ratings yet
- 20550e00 PDFDocument120 pages20550e00 PDFhalim_kaNo ratings yet
- Question Bank For Mid - I Unit - IDocument1 pageQuestion Bank For Mid - I Unit - I18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Bti Katalog Drilling Sawing Grinding CuttingDocument120 pagesBti Katalog Drilling Sawing Grinding CuttingCitac_1No ratings yet
- Magnetic Fluid GrindingDocument12 pagesMagnetic Fluid Grindingsiddhartha180987100% (2)
- Review On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialDocument7 pagesReview On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialInnovative Research PublicationsNo ratings yet
- Norma ASTM G65Document14 pagesNorma ASTM G65MATTHEWS HENRIQUE COTA ARAUJONo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Milwaukee Katalog 2Document81 pagesMilwaukee Katalog 2Uradi SamNo ratings yet
- Question BankDocument48 pagesQuestion Banksanjai kumarNo ratings yet
- Especificaciones 240k-C2-Es-55-002-2Document26 pagesEspecificaciones 240k-C2-Es-55-002-2Rodrigo Flores ChaconNo ratings yet
- WRT Wearpak 714 MPDSDocument2 pagesWRT Wearpak 714 MPDSkakonauta1No ratings yet
- Vocabulary (Tarun Grover)Document209 pagesVocabulary (Tarun Grover)Usama Shahzad Cheema100% (4)
- SSPC Guide 6Document14 pagesSSPC Guide 6alfian leoanakNo ratings yet
- Vitrified TilesDocument3 pagesVitrified Tilesamitdey_dey18164No ratings yet
- Engine Porting and PolishingDocument8 pagesEngine Porting and Polishingmoparman1100% (10)
- Napf 500-03Document29 pagesNapf 500-03Luis Alejandro Cea CifuentesNo ratings yet
- As 1788.2-1987 Abrasive Wheels Selection Care and UseDocument6 pagesAs 1788.2-1987 Abrasive Wheels Selection Care and UseSAI Global - APACNo ratings yet
- Aprilia Workshop Manual Minarelli MA 50 MY 50Document54 pagesAprilia Workshop Manual Minarelli MA 50 MY 50mrsc4ry100% (6)
- BlastingDocument31 pagesBlastingTamerGalhoum100% (1)
- Carbide Inserts Wear Failure ModesDocument7 pagesCarbide Inserts Wear Failure ModesJo MarbeNo ratings yet
- E BrochureDocument53 pagesE BrochureKurniawanNo ratings yet
- Tankguard Storage: Technical Data Sheet Application GuideDocument14 pagesTankguard Storage: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Woodchips Carving Supplies - CanadaDocument108 pagesWoodchips Carving Supplies - CanadaPeter DavidsonNo ratings yet
- TRENT 700 - N-TRENT-A330 - Chapter 54 PDFDocument1,689 pagesTRENT 700 - N-TRENT-A330 - Chapter 54 PDF'Izzad Afif100% (2)
- Hempatex 46330Document2 pagesHempatex 46330Abah TeaNo ratings yet
- Conducting Corrosion Tests in Field Applications: Standard Guide ForDocument9 pagesConducting Corrosion Tests in Field Applications: Standard Guide ForAries MarteNo ratings yet
- Wet GrinderDocument1 pageWet GrinderMani KandanNo ratings yet
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeFrom EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeRating: 4.5 out of 5 stars4.5/5 (3225)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldFrom EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldRating: 3.5 out of 5 stars3.5/5 (5)
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeFrom EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeRating: 5 out of 5 stars5/5 (2)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterFrom EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterRating: 4 out of 5 stars4/5 (467)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.From EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Rating: 4 out of 5 stars4/5 (17)