You might also like
- Archaeology MagazineDocument57 pagesArchaeology MagazineAntonio Manhard100% (6)
- Know Your Power - Visualization and Affirmation ExercisesDocument51 pagesKnow Your Power - Visualization and Affirmation ExercisesLorna Dietz100% (1)
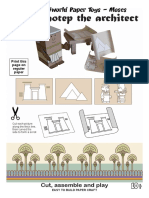
- Neferhotep The ArchitectDocument3 pagesNeferhotep The Architectsteffanmeza100% (1)
- Paper Craft Otter AssemblyDocument6 pagesPaper Craft Otter AssemblyEmir TreboNo ratings yet
- ORA-LAB - QM ORA Laboratory Manual of Quality Policies (v03)Document47 pagesORA-LAB - QM ORA Laboratory Manual of Quality Policies (v03)Ahmad shayebNo ratings yet
- Culture of AustraliaDocument33 pagesCulture of Australiagian reyesNo ratings yet
- Cost CodesDocument37 pagesCost CodesIrving Angeles100% (1)
- Standardization of Recipe For DyeingDocument7 pagesStandardization of Recipe For DyeingfreakishroseNo ratings yet
- EPC Quotation-15th May 2011Document95 pagesEPC Quotation-15th May 2011Michael Parohinog Gregas100% (2)
- Chemical Testing For FabricDocument24 pagesChemical Testing For FabricParth Dev Verma100% (3)
- Polyester Blends DyeingDocument49 pagesPolyester Blends Dyeingwsarakarn100% (1)
- International Labour StandardsDocument674 pagesInternational Labour StandardsTiagoAlves100% (1)
- QMS 055 Product Complaint Procedure Sample PDFDocument6 pagesQMS 055 Product Complaint Procedure Sample PDFShivashish ChaturvediNo ratings yet
- Technical Reference For Water Conservation in Cooling TowersDocument41 pagesTechnical Reference For Water Conservation in Cooling TowersDorn GalamarNo ratings yet
- Development of Vat Dyeing Process For Cotton Knit With Jet Dyeing MachineDocument6 pagesDevelopment of Vat Dyeing Process For Cotton Knit With Jet Dyeing Machine呂仲書No ratings yet
- Garment Wash by AsifaDocument34 pagesGarment Wash by AsifaRizwan JavaidNo ratings yet
- Pritzker Prize 2006 awarded to Brazilian architect Paulo Mendes da RochaDocument30 pagesPritzker Prize 2006 awarded to Brazilian architect Paulo Mendes da RochaluisinihecNo ratings yet
- Clariant Blue MagicDocument9 pagesClariant Blue MagicHrishikesh DhawadshikarNo ratings yet
- Arts and Creativity Literacy PDFDocument39 pagesArts and Creativity Literacy PDFReygena Aranil100% (7)
- ILO Safety in The Use of Chemicals at WorkDocument80 pagesILO Safety in The Use of Chemicals at WorkSAYED100% (2)
- Course Code:TEX3021 Course Title: Wet Processing Technology-IIDocument20 pagesCourse Code:TEX3021 Course Title: Wet Processing Technology-IINakib Ibna BasharNo ratings yet
- ILO Ergonomic Check PointDocument336 pagesILO Ergonomic Check PointCarmen Nicoleta100% (4)
- Disperse DyesDocument8 pagesDisperse Dyessyed asim najamNo ratings yet
- Selected Garments WashingDocument35 pagesSelected Garments WashingTanmoy AntuNo ratings yet
- 3) Theory of DyeingDocument12 pages3) Theory of DyeingSanaullah MuradNo ratings yet
- DyeingDocument21 pagesDyeingTanavi KhandpurNo ratings yet
- Reactive Dye and Disperse DyeDocument44 pagesReactive Dye and Disperse DyeNguyễn Huy Cường100% (1)
- Textile Warp SizingDocument19 pagesTextile Warp SizingAmir YasinNo ratings yet
- Disperse Dyes ExplainedDocument3 pagesDisperse Dyes ExplainedMD saifu lislamNo ratings yet
- Test For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestDocument21 pagesTest For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestGaurav DhawanNo ratings yet
- Textile Dyeing and Printing-IIDocument99 pagesTextile Dyeing and Printing-IIKeshav Dhawan100% (1)
- Dyeing-Pad Batch AssignmentDocument22 pagesDyeing-Pad Batch AssignmentTooba Anum100% (1)
- Cationized Cotton DyeingDocument16 pagesCationized Cotton DyeingjitundcNo ratings yet
- Reactive DyeingDocument23 pagesReactive Dyeingshivkalia8757100% (2)
- Wet Processing of Polyester MicrofibresDocument12 pagesWet Processing of Polyester MicrofibresEdward Menezes100% (1)
- Unit 4 Standard Test Without AnswersDocument4 pagesUnit 4 Standard Test Without AnswersNuria GL100% (3)
- Schultz, Carlo ScarpaDocument10 pagesSchultz, Carlo ScarpaSAVNo ratings yet
- Study On Different Types of Dyeing Faults PDFDocument10 pagesStudy On Different Types of Dyeing Faults PDF呂仲書No ratings yet
- Contineous Dyeing of Reactive DyesDocument9 pagesContineous Dyeing of Reactive DyesMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Colorfastness Water TestDocument3 pagesColorfastness Water Testrohit008No ratings yet
- Quality Control in TextileDocument17 pagesQuality Control in TextileChintan Madhu100% (2)
- DesizingDocument40 pagesDesizingaqsa imranNo ratings yet
- Applying Vat Dyes to Cotton FabricDocument5 pagesApplying Vat Dyes to Cotton FabricAhmad Samer100% (1)
- Colourfastness Perspiration Test MethodsDocument6 pagesColourfastness Perspiration Test Methodsdr tamerNo ratings yet
- DenimsDocument40 pagesDenimsJyoti RawalNo ratings yet
- Dyeing of Polyester - Cotton BlendsDocument2 pagesDyeing of Polyester - Cotton Blendstkr163No ratings yet
- Fabric Dyeing ProcessDocument6 pagesFabric Dyeing ProcessSURUCHI KUMARINo ratings yet
- Viscose dyeing and finishing recommendationsDocument31 pagesViscose dyeing and finishing recommendationsAmitkumar PathakNo ratings yet
- Tinting or OverdyeingDocument4 pagesTinting or OverdyeingDelwar Hossain67% (3)
- Dyeing of Acrylic FibresDocument19 pagesDyeing of Acrylic FibresHugo Eduardo Ipiales Mesa100% (1)
- The Only Recognized Trademarks For Textile Shrinkage ControlDocument8 pagesThe Only Recognized Trademarks For Textile Shrinkage ControlAditya Shrivastava100% (1)
- Wet Processing Technology .Industrial Re PDFDocument153 pagesWet Processing Technology .Industrial Re PDFaauNo ratings yet
- Basic DyeDocument14 pagesBasic DyePrita SinghNo ratings yet
- AATCC - 89 - Mercerization in CottonDocument2 pagesAATCC - 89 - Mercerization in CottonNguyễn Công Thoại100% (1)
- Textile Printing KushalDocument88 pagesTextile Printing KushalKushal Chowdhary C.S100% (1)
- Color FastnessDocument68 pagesColor FastnessSaurabh Singh Rajput100% (5)
- Garments FinishingDocument18 pagesGarments FinishingJames_45No ratings yet
- Silegen Softener SIS enDocument5 pagesSilegen Softener SIS enarkcgem100% (1)
- Intro, Classification & Functions of Auxiliaries .PPTX Lecture 123Document16 pagesIntro, Classification & Functions of Auxiliaries .PPTX Lecture 123nida0% (1)
- Disperse DyesDocument6 pagesDisperse Dyescoolsiash44No ratings yet
- Dyeing AND Printing: Assignment-2Document21 pagesDyeing AND Printing: Assignment-2Kumar GauravNo ratings yet
- Eco-friendly textiles: reducing environmental impacts across the production chainDocument17 pagesEco-friendly textiles: reducing environmental impacts across the production chainMehedi Hassan EvanNo ratings yet
- Introduction To DyesDocument12 pagesIntroduction To Dyessathieshwar100% (1)
- Different Types of Dyes.Document10 pagesDifferent Types of Dyes.Imran Anwar100% (3)
- Denim Dry ProcessDocument9 pagesDenim Dry ProcessZaman Parvez0% (1)
- MercerizationDocument7 pagesMercerizationRahadian Noor MadanyNo ratings yet
- Advancements in Textile FinishingDocument14 pagesAdvancements in Textile FinishingJuan CubasNo ratings yet
- Introduction to Dyeing Textiles: Processes, Methods & TheoryDocument13 pagesIntroduction to Dyeing Textiles: Processes, Methods & TheoryImran100% (1)
- Methods of DyeingDocument13 pagesMethods of DyeingShahan AkhtarNo ratings yet
- Textile Dyeing Introduction: Fiber Structure and Dyeing ProcessDocument10 pagesTextile Dyeing Introduction: Fiber Structure and Dyeing ProcessGanga DharanNo ratings yet
- Colour FastnessDocument23 pagesColour FastnessShalini Yadav100% (1)
- Denim Finishing: Weko Offers Solutions ..Document8 pagesDenim Finishing: Weko Offers Solutions ..孙兴峰No ratings yet
- Óvi Jvwvi / Njcvi Gi Job Description / Kvh©Weeiyx: CJGJ Mö"CDocument2 pagesÓvi Jvwvi / Njcvi Gi Job Description / Kvh©Weeiyx: CJGJ Mö"CNazmul Haque ShaikatNo ratings yet
- Sewing QC & QIDocument3 pagesSewing QC & QINazmul Haque ShaikatNo ratings yet
- CJGJ Mö"C: Ssmo/Smo/Jsmo/Osmo Gi Job Description / Kvh©WeeiyxDocument3 pagesCJGJ Mö"C: Ssmo/Smo/Jsmo/Osmo Gi Job Description / Kvh©WeeiyxNazmul Haque ShaikatNo ratings yet
- Mybcvi Gi Job Description / Kvh©Weeiyx: CJGJ Mö"CDocument2 pagesMybcvi Gi Job Description / Kvh©Weeiyx: CJGJ Mö"CNazmul Haque ShaikatNo ratings yet
- CJGJ Mö"C: Mybs Njcvi Gi Job Description / Kvh©WeeiyxDocument4 pagesCJGJ Mö"C: Mybs Njcvi Gi Job Description / Kvh©WeeiyxNazmul Haque ShaikatNo ratings yet
- Hazardous Symbol For - FactoryDocument1 pageHazardous Symbol For - FactoryNazmul Haque ShaikatNo ratings yet
- Hazardous Symbol For - FactoryDocument1 pageHazardous Symbol For - FactoryNazmul Haque ShaikatNo ratings yet
- GHS Pictograms for Physical, Health and Environmental HazardsDocument1 pageGHS Pictograms for Physical, Health and Environmental HazardsNazmul Haque ShaikatNo ratings yet
- The Ground Water Management OrdinanceDocument11 pagesThe Ground Water Management OrdinanceNazmul Haque ShaikatNo ratings yet
- MVDV MV Quvim WJT: Guvj WW U I Acv IuiDocument1 pageMVDV MV Quvim WJT: Guvj WW U I Acv IuiNazmul Haque ShaikatNo ratings yet
- Hazardous Symbol For - FactoryDocument1 pageHazardous Symbol For - FactoryNazmul Haque ShaikatNo ratings yet
- Compatibility Chart: Chemical Segregation by Chemical GroupDocument15 pagesCompatibility Chart: Chemical Segregation by Chemical GroupNazmul Haque ShaikatNo ratings yet
- The Ground Water Management OrdinanceDocument11 pagesThe Ground Water Management OrdinanceNazmul Haque ShaikatNo ratings yet
- Celex 02011R1007-20180215 enDocument81 pagesCelex 02011R1007-20180215 enNazmul Haque ShaikatNo ratings yet
- Water Treatment Plant Weekly Log SheetDocument1 pageWater Treatment Plant Weekly Log SheetShashank Saxena100% (1)
- Prashant Tharmarajan MFKA2007Document27 pagesPrashant Tharmarajan MFKA2007Nazmul Haque ShaikatNo ratings yet
- Prashant Tharmarajan MFKA2007Document27 pagesPrashant Tharmarajan MFKA2007Nazmul Haque ShaikatNo ratings yet
- Business Ethics and Code of Conduct PolicyDocument13 pagesBusiness Ethics and Code of Conduct PolicyNazmul Haque ShaikatNo ratings yet
- 3R Rules Reduce Reuse RecycleDocument3 pages3R Rules Reduce Reuse RecycleNazmul Haque ShaikatNo ratings yet
- An ILO Contribution To TheDocument102 pagesAn ILO Contribution To TheNazmul Haque ShaikatNo ratings yet
- Fire 2Document189 pagesFire 2Frances Gallano Guzman AplanNo ratings yet
- Amfori BSCI System Manual ENG PDFDocument369 pagesAmfori BSCI System Manual ENG PDFadhavanisoNo ratings yet
- 3R Rules Reduce Reuse RecycleDocument3 pages3R Rules Reduce Reuse RecycleNazmul Haque ShaikatNo ratings yet
- R177 Chemicals RecommendationDocument11 pagesR177 Chemicals RecommendationNazmul Haque ShaikatNo ratings yet
- DATE:21-12-2018 Refurbishment of Palladium Washroom - Material ListDocument6 pagesDATE:21-12-2018 Refurbishment of Palladium Washroom - Material ListVishal KediaNo ratings yet
- HOC VOLUME2 Book1 Chapter2 PDFDocument59 pagesHOC VOLUME2 Book1 Chapter2 PDFthotNo ratings yet
- Ancient Egyptian Art - Captivating Cave and Egyptian ArtworksDocument17 pagesAncient Egyptian Art - Captivating Cave and Egyptian ArtworksKezianahNo ratings yet
- KomplettDocument68 pagesKomplettMirela OprisanNo ratings yet
- Testi Inglisur Enasi Testi Inglisur Enasi: Instruqcia InstruqciaDocument13 pagesTesti Inglisur Enasi Testi Inglisur Enasi: Instruqcia InstruqciamanchomamaiaNo ratings yet
- GP Pu Prime ClearDocument1 pageGP Pu Prime ClearJaison JoseNo ratings yet
- Clarke 1991 Houses of Roman ItalyDocument24 pagesClarke 1991 Houses of Roman ItalyC.y. WuNo ratings yet
- Trend Spring Summer 2011Document196 pagesTrend Spring Summer 2011mayamicaNo ratings yet
- Roof Mounting Solution For Frameless ModuleDocument4 pagesRoof Mounting Solution For Frameless ModuleAhmet TosunNo ratings yet
- Expressionism in Literature: Daria Obukhovskaya 606Document14 pagesExpressionism in Literature: Daria Obukhovskaya 606Дарья ОбуховскаяNo ratings yet
- 350 - Guide To Making An RPGDocument9 pages350 - Guide To Making An RPGsuperbala16No ratings yet
- Digital Painting Techniques and Computer SoftwareDocument1 pageDigital Painting Techniques and Computer Softwarefemeller l podadorNo ratings yet
- Victaulic DimensionsDocument2 pagesVictaulic DimensionsSH1961No ratings yet
- Wilson, Mabel 'Dancing in The Dark'Document11 pagesWilson, Mabel 'Dancing in The Dark'Aleix Saura VallverdúNo ratings yet
- ADM - CPAR Q1 MELC 3 16pDocument16 pagesADM - CPAR Q1 MELC 3 16pDionel T. Galagar LptNo ratings yet
- ARTS1Document5 pagesARTS1Alphonse Rossaint Sambrano0% (1)
- Catálogo SouvenirsDocument15 pagesCatálogo SouvenirsJacNo ratings yet
- CivilDocument153 pagesCivilhbuyhbuyNo ratings yet
- Benefits of Oxazolidine Moisture Scavengers in PU Protective Top Coats For Wind TurbinesDocument8 pagesBenefits of Oxazolidine Moisture Scavengers in PU Protective Top Coats For Wind TurbinesSarvesht DhingraNo ratings yet