You might also like
- Time Synchronous Average Based Acoustic Emission Signal Analysis On Gear Fault DetectionDocument9 pagesTime Synchronous Average Based Acoustic Emission Signal Analysis On Gear Fault DetectionEric BechhoeferNo ratings yet
- Robust DesignDocument19 pagesRobust Designmathewalex18No ratings yet
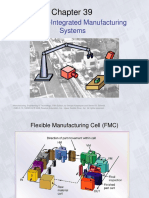
- Computer-Integrated Manufacturing SystemsDocument9 pagesComputer-Integrated Manufacturing SystemshasbyNo ratings yet
- Introduction to Manufacturing Processes and Materials PropertiesDocument5 pagesIntroduction to Manufacturing Processes and Materials PropertiesPutraNo ratings yet
- Continuous Learning ProgammeDocument21 pagesContinuous Learning Progammeakhilgupta26No ratings yet
- Casting TolerancesDocument1 pageCasting TolerancesKumaraswamy ViswanathanNo ratings yet
- Bearings and BearingsDocument27 pagesBearings and Bearingsmans2014No ratings yet
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- Process Optimization - Press Shop SCHULERDocument12 pagesProcess Optimization - Press Shop SCHULERVbNo ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingMagisterr0% (2)
- Hybrid Additive ManufacturingDocument9 pagesHybrid Additive ManufacturingAbhishek KaleNo ratings yet
- Design For Precision: Current Status and Trends: KeywordsDocument30 pagesDesign For Precision: Current Status and Trends: KeywordsBrunoNo ratings yet
- Additive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisDocument17 pagesAdditive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisFelipe MarinNo ratings yet
- Metallurgy of Superconducting Materials: Treatise on Materials Science and Technology, Vol. 14From EverandMetallurgy of Superconducting Materials: Treatise on Materials Science and Technology, Vol. 14Thomas LuhmanNo ratings yet
- Radial Drilling MachineDocument25 pagesRadial Drilling MachinesriNo ratings yet
- Report - AM in ProductionDocument140 pagesReport - AM in ProductiontanNo ratings yet
- Essential elements of bearingsDocument12 pagesEssential elements of bearingsRAHUL16398100% (1)
- Hybryd ManufacturingDocument21 pagesHybryd ManufacturingDiego JimenezNo ratings yet
- Developments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesDocument5 pagesDevelopments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesBita MohajerniaNo ratings yet
- Application of Fracture Mechanics to Composite MaterialsFrom EverandApplication of Fracture Mechanics to Composite MaterialsNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Advanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingFrom EverandAdvanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingNo ratings yet
- Manufacturing Processes ForDocument3 pagesManufacturing Processes ForSpartan India0% (5)
- Manufacturing Processes Lecture 1 by Dr Liaqat AliDocument30 pagesManufacturing Processes Lecture 1 by Dr Liaqat Aliirum,No ratings yet
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Document16 pagesInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89No ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- Improving Productivity by Reducing Wastages in Manufacturing ProcessDocument12 pagesImproving Productivity by Reducing Wastages in Manufacturing ProcessTJPRC PublicationsNo ratings yet
- Cutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesDocument15 pagesCutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesAmR El SHeNaWyNo ratings yet
- 1.03-012.06 Potential Supplier Assessment - Technical Manufacturing SurveyDocument37 pages1.03-012.06 Potential Supplier Assessment - Technical Manufacturing SurveySama UmateNo ratings yet
- Trends in Machinetools PDFDocument6 pagesTrends in Machinetools PDFmohan SRNo ratings yet
- Notes On Production EngineeringDocument516 pagesNotes On Production EngineeringDamodarMukundDasNo ratings yet
- Review of Multiple Material Additive Manufacturing TechnologiesDownloaded by Politecnico di Milano Bibl at 01:08 22 October 2015Liquid binders are selectively deposited to join powdermaterialsDocument33 pagesReview of Multiple Material Additive Manufacturing TechnologiesDownloaded by Politecnico di Milano Bibl at 01:08 22 October 2015Liquid binders are selectively deposited to join powdermaterialsFabioNo ratings yet
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocument9 pagesApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNo ratings yet
- How It Works Thread Rolling TMW 2006 AugustDocument5 pagesHow It Works Thread Rolling TMW 2006 AugustDipo SanjoyoNo ratings yet
- Design Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)Document13 pagesDesign Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)IJRASETPublicationsNo ratings yet
- Asnakew Final MSC Thesis Approved@DOE11Document84 pagesAsnakew Final MSC Thesis Approved@DOE11zewdu mekonnenNo ratings yet
- Module 3 PDFDocument55 pagesModule 3 PDFSandeep VermaNo ratings yet
- Elements of Gating SystemDocument21 pagesElements of Gating SystemsudhirNo ratings yet
- Case Studies On Additive ManufacturingDocument8 pagesCase Studies On Additive Manufacturingrohan_murdeshwar100% (1)
- Multi-objective optimisation of EDM for AISI P20 tool steelDocument244 pagesMulti-objective optimisation of EDM for AISI P20 tool steelShiba Narayan SahuNo ratings yet
- Recent Trends in ManufacturingDocument13 pagesRecent Trends in ManufacturingAmbarish100% (2)
- Modelling Methods of Continuous Casting PDFDocument24 pagesModelling Methods of Continuous Casting PDFPrakash SarangiNo ratings yet
- M Tech ProjectDocument98 pagesM Tech Projectmanoj phadtareNo ratings yet
- Max Bramer - Artificial Intelligence in Theory and Practice - IFIP 19th World Computer Congress, TC-12 IFIP AI 2006 Stream, August 21-24, 2006, SaDocument513 pagesMax Bramer - Artificial Intelligence in Theory and Practice - IFIP 19th World Computer Congress, TC-12 IFIP AI 2006 Stream, August 21-24, 2006, SaIlTedNo ratings yet
- Topology Optimization Using Additive Manufacturing ConstraintsDocument22 pagesTopology Optimization Using Additive Manufacturing ConstraintsManoj NehraNo ratings yet
- Manufacturing OperationsDocument31 pagesManufacturing OperationsAkash KharatNo ratings yet
- Additive Manufacturing: Challenges, Trends, and ApplicationsDocument27 pagesAdditive Manufacturing: Challenges, Trends, and ApplicationsKevinGarciaNo ratings yet
- Rapid Tooling Technologies & Industrial ApplicationsDocument267 pagesRapid Tooling Technologies & Industrial ApplicationsDenis Cabrera Anaya100% (1)
- M.E BooksDocument5 pagesM.E BooksPrasoon SurendranNo ratings yet
- Jig AbstractDocument1 pageJig AbstractSathish KasilingamNo ratings yet
- Additive Manufacturing MaterialDocument60 pagesAdditive Manufacturing MaterialPRATIK JADHAVNo ratings yet
- Design For Manufacturing - SyllabusDocument1 pageDesign For Manufacturing - SyllabuskanivelNo ratings yet
- Supplier Assessment FormDocument5 pagesSupplier Assessment FormTerence279No ratings yet
- Eurostat - About Innnovation in BGDocument29 pagesEurostat - About Innnovation in BGsoulortNo ratings yet
- Math LabDocument1 pageMath LabsoulortNo ratings yet
- Innovation - BG ReportDocument91 pagesInnovation - BG ReportsoulortNo ratings yet
- Entrepreneurship in EU and BeyondDocument256 pagesEntrepreneurship in EU and BeyondsoulortNo ratings yet
- Sketchup User GuideDocument887 pagesSketchup User GuideAdrian BrownNo ratings yet
- Bulgaria's Innovation System and PoliciesDocument5 pagesBulgaria's Innovation System and PoliciessoulortNo ratings yet
- EBrailleDocument36 pagesEBrailleprovida_burusu100% (1)
- SHLD S@Akd: E'btksx9 Dked Xd'q9 3 Rdldrsdq9 1/0/.1/00 VHMSDQDocument1 pageSHLD S@Akd: E'btksx9 Dked Xd'q9 3 Rdldrsdq9 1/0/.1/00 VHMSDQsoulortNo ratings yet
- Lectures in TU SofiaDocument37 pagesLectures in TU SofiasoulortNo ratings yet
- Learning Module For Epp 5: East Negros Academy, IncDocument16 pagesLearning Module For Epp 5: East Negros Academy, IncKath PalabricaNo ratings yet
- Build A Learning Tower For Under 50 PDFDocument12 pagesBuild A Learning Tower For Under 50 PDFThiago FWNo ratings yet
- P-Way Items ListDocument4 pagesP-Way Items ListAbhiroop AwasthiNo ratings yet
- (INGCO) 17 April 2023 Stock ReportDocument16 pages(INGCO) 17 April 2023 Stock ReportMandiri JayaNo ratings yet
- BTM MCQ Unit 03Document6 pagesBTM MCQ Unit 03Harish sangleNo ratings yet
- Special Purpose Machines (SPM)Document3 pagesSpecial Purpose Machines (SPM)Kamendra KumarNo ratings yet
- Quotation: S.No Description Unit Qty Total Price (AED) A Laundry (Ground Floor) Unit Price (AED)Document2 pagesQuotation: S.No Description Unit Qty Total Price (AED) A Laundry (Ground Floor) Unit Price (AED)Budi PrayitnoNo ratings yet
- Circular Saw - Ryobi CSB125Document48 pagesCircular Saw - Ryobi CSB125BmackieNo ratings yet
- Atlas Lathe AccessoriesDocument8 pagesAtlas Lathe Accessoriesfix100% (1)
- 3rd Quarter - Project On Parallel LinesDocument2 pages3rd Quarter - Project On Parallel LinesJOHNEN DELACRUZ100% (1)
- Heads Up for Safety ManualDocument172 pagesHeads Up for Safety ManualJereth CutestoryNo ratings yet
- BOQ For Repair Work at Principal Quarters at A/Rajanganaya Yaya 01 P.VDocument17 pagesBOQ For Repair Work at Principal Quarters at A/Rajanganaya Yaya 01 P.VAnuranga SahampathNo ratings yet
- Bathroom Cabinet Building PlansDocument15 pagesBathroom Cabinet Building PlansMordor ChaliceNo ratings yet
- Alumidi: Concealed Beam Hanger With and Without HolesDocument12 pagesAlumidi: Concealed Beam Hanger With and Without HolesAnonymous KRS4mebjxYNo ratings yet
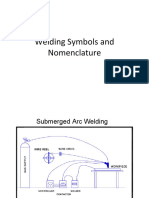
- Welding Symbols and NomenclatureDocument17 pagesWelding Symbols and Nomenclaturesa saNo ratings yet
- Wood Beam Calculator: General InformationDocument1 pageWood Beam Calculator: General InformationandyhrNo ratings yet
- CNC Lathe Calibration Procedure: 1.0 Standards and EquipmentDocument4 pagesCNC Lathe Calibration Procedure: 1.0 Standards and EquipmentTri SetiaNo ratings yet
- Hurricane Construction ManualDocument111 pagesHurricane Construction ManualJorge José Figueiredo SiqueiraNo ratings yet
- Tooling Catalogue Citizen 2016 LRDocument124 pagesTooling Catalogue Citizen 2016 LRbadrezzineNo ratings yet
- Mr. Sushant Babasaheb Kamble: Project Report ON "Wood Turning Machine"Document48 pagesMr. Sushant Babasaheb Kamble: Project Report ON "Wood Turning Machine"Om HaraleNo ratings yet
- KDS 41 50 10 목구조 재료 및 허용응력Document24 pagesKDS 41 50 10 목구조 재료 및 허용응력colt0No ratings yet
- Philippine TVE 8 Carpentry Exam ReviewDocument10 pagesPhilippine TVE 8 Carpentry Exam ReviewJANE CABIGAS100% (1)
- List Workshop Equipment Ver LengkapDocument11 pagesList Workshop Equipment Ver LengkapqowiNo ratings yet
- Softwood Rules For GradeDocument64 pagesSoftwood Rules For GradeGelayel SamiiNo ratings yet
- 4in Comet PumpDocument6 pages4in Comet PumpOlindo D'AndreaNo ratings yet
- Parallel Clamp Plans: Build Your Own Adjustable Woodworking ClampsDocument19 pagesParallel Clamp Plans: Build Your Own Adjustable Woodworking ClampsMartin MartinezNo ratings yet
- Carpentry and MasonryDocument12 pagesCarpentry and MasonryRAN DOM FUNNo ratings yet
- Bolts - Catalogue 2014 CDRDocument9 pagesBolts - Catalogue 2014 CDRkanosriNo ratings yet
- A Project of Volunteers in AsiaDocument98 pagesA Project of Volunteers in AsiaMbah DukNo ratings yet
- MD Golam Mosabbir Tawhid PortfolioDocument26 pagesMD Golam Mosabbir Tawhid PortfolioMd MosabbirNo ratings yet