You might also like
- A1010 WeldingDocument20 pagesA1010 WeldingCurious RajNo ratings yet
- AISI 430 Ferritic Stainless Steel MicrostuctureDocument7 pagesAISI 430 Ferritic Stainless Steel MicrostuctureAid Farhan MaarofNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Stud Welding Capacitive Discharge WeldingDocument30 pagesStud Welding Capacitive Discharge WeldingwenigmaNo ratings yet
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Smart MaterialsDocument30 pagesSmart MaterialsHarish LambadiNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldingkarthik100% (4)
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Steel MicrostructureDocument63 pagesSteel Microstructurezerimar333No ratings yet
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaNo ratings yet
- Aluminium 2014 t6 2014 t651Document3 pagesAluminium 2014 t6 2014 t651Agung Sapto AjiNo ratings yet
- Brasses microstructure analysis guideDocument7 pagesBrasses microstructure analysis guideSelvaraj0% (1)
- Strength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985From EverandStrength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985H. J. McQueenNo ratings yet
- SA253MA DetailDocument16 pagesSA253MA Detailksquare2001100% (1)
- Welding of Tool Steel - Uddeholm (Ebook, 17 Pages)Document17 pagesWelding of Tool Steel - Uddeholm (Ebook, 17 Pages)Ismael 8877No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- Plastic Deformation, Flow Stress and FormabilityDocument35 pagesPlastic Deformation, Flow Stress and FormabilityAnna100% (1)
- Basics of Metallographic Specimen PreparationDocument13 pagesBasics of Metallographic Specimen PreparationFlop ShowNo ratings yet
- Ceramic To Metal Joining ReportDocument9 pagesCeramic To Metal Joining ReportmadangkNo ratings yet
- Stud Welding Instruction ManualDocument5 pagesStud Welding Instruction Manualedwin jimenezNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Engineering Fracture DesignFrom EverandEngineering Fracture DesignH. LiebowitzNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Effect of Grain Size On Mechanical Properties of SteelDocument8 pagesEffect of Grain Size On Mechanical Properties of SteelAlok JhaNo ratings yet
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Uts Material SuperplastisDocument10 pagesUts Material SuperplastisHandrizaHanifAsyrafiNo ratings yet
- Spot Welding Process LabDocument4 pagesSpot Welding Process Labjunaid gujratiNo ratings yet
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- Defects according ISO 6520-1:2007Document27 pagesDefects according ISO 6520-1:2007steeluisNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Role of Vanadium in Microalloyed Steels - Lagneborg PDFDocument86 pagesRole of Vanadium in Microalloyed Steels - Lagneborg PDFYogi173No ratings yet
- Welding Jurnal 1982 07 s212Document10 pagesWelding Jurnal 1982 07 s212Ashley JacksonNo ratings yet
- 10 Residual StressDocument21 pages10 Residual StressAlaaNo ratings yet
- Mild Steel Welding Handbook Vol 4Document2 pagesMild Steel Welding Handbook Vol 4Fasil ParuvanathNo ratings yet
- Etchant Composition Conc. Conditions Comments Kalling's No. 1Document1 pageEtchant Composition Conc. Conditions Comments Kalling's No. 1Nick LaveryNo ratings yet
- Properties of NickelDocument60 pagesProperties of NickelchodekiranNo ratings yet
- Steel MakingDocument35 pagesSteel MakingBharichalo007No ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- Gas Tungsten Arc WeldingDocument13 pagesGas Tungsten Arc WeldingEmad A.AhmadNo ratings yet
- Dual Phase SteelsDocument43 pagesDual Phase SteelsLuis MendozaNo ratings yet
- (Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiDocument79 pages(Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiMuthukumarNo ratings yet
- Aluminum Welding GuideDocument35 pagesAluminum Welding Guidenavas100% (1)
- CMT Short Circuit Metal TransferDocument3 pagesCMT Short Circuit Metal Transferkarthick32mechNo ratings yet
- Physics of WeldingDocument8 pagesPhysics of WeldingAbu SaadNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Welding Technology FundamentalsDocument20 pagesWelding Technology FundamentalsAli BurguluNo ratings yet
- Extrusion of Metals: An Overview of the Process and VariablesDocument27 pagesExtrusion of Metals: An Overview of the Process and VariablesAdityasinh DesaiNo ratings yet
- Welding Metallurgy 2Document37 pagesWelding Metallurgy 2Asad Bin Ala QatariNo ratings yet
- Form of Corrosion Illustration Form of Corrosion IllustrationDocument2 pagesForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilNo ratings yet
- Application Note Metallography of WeldsDocument8 pagesApplication Note Metallography of WeldsLorena Grijalba LeónNo ratings yet
- Application Note Metallography of WeldsDocument8 pagesApplication Note Metallography of WeldsLorena Grijalba LeónNo ratings yet
- Common Weld DicontinuitiesDocument17 pagesCommon Weld DicontinuitiesBarış Musa TetikNo ratings yet
- Welding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedDocument21 pagesWelding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedBarış Musa TetikNo ratings yet
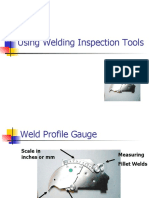
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection Toolsdeepak kumarNo ratings yet
- Weld Joint Geometry and Weld SymbolsDocument7 pagesWeld Joint Geometry and Weld Symbolsdeepak kumarNo ratings yet
- Weld Joint Geometry and Weld SymbolsDocument7 pagesWeld Joint Geometry and Weld Symbolsdeepak kumarNo ratings yet
- Welding TechniquesDocument21 pagesWelding Techniquessharafudheen_sNo ratings yet
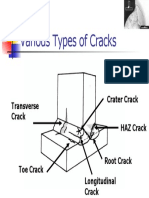
- Various Types of CracksDocument1 pageVarious Types of CracksBarış Musa TetikNo ratings yet
- Welding - Visual DefectsDocument19 pagesWelding - Visual Defectsbasita2No ratings yet
- Various Types of CracksDocument1 pageVarious Types of CracksBarış Musa TetikNo ratings yet
- Welding - Visual DefectsDocument19 pagesWelding - Visual Defectsbasita2No ratings yet
- Unleash Your Primal EdgeDocument180 pagesUnleash Your Primal EdgeLuis Alvarado100% (4)
- Fillet WeldDocument7 pagesFillet WeldBarış Musa TetikNo ratings yet
- Weld Joint Geometry and Weld SymbolsDocument7 pagesWeld Joint Geometry and Weld Symbolsdeepak kumarNo ratings yet
- Welding SuitabilityDocument1 pageWelding SuitabilityBarış Musa TetikNo ratings yet
- How To Prevent Weld FailureDocument14 pagesHow To Prevent Weld FailureKeith RutherfordNo ratings yet
- Common Weld DicontinuitiesDocument17 pagesCommon Weld DicontinuitiesBarış Musa TetikNo ratings yet
- Hydraulic SealsDocument358 pagesHydraulic Sealsjohnysonycum100% (8)
- Premature EjaculationDocument381 pagesPremature EjaculationBarış Musa Tetik100% (3)
- PoemInPocketDay 2016 March27Document63 pagesPoemInPocketDay 2016 March27Akanksha SonnaNo ratings yet
- Part I - Theory Handbook PDFDocument207 pagesPart I - Theory Handbook PDFBarış Musa TetikNo ratings yet
- Poetry BookDocument48 pagesPoetry Bookamitldoijode0016224No ratings yet
- Expansion of theoretically exact dimensions TED framingDocument8 pagesExpansion of theoretically exact dimensions TED framingBarış Musa TetikNo ratings yet
- Elliotts Get Big TemplateDocument12 pagesElliotts Get Big TemplatebobNo ratings yet
- Guide To Friction WeldingDocument34 pagesGuide To Friction WeldingBarış Musa TetikNo ratings yet
- Alpha BlueprintDocument265 pagesAlpha BlueprintDavid Herbert Lawrence88% (33)
- Guide To Friction WeldingDocument34 pagesGuide To Friction WeldingBarış Musa TetikNo ratings yet
- 067 - en 10246-7Document13 pages067 - en 10246-7Barış Musa TetikNo ratings yet
- NSCP Ce Lawswith Chapter 5 6Document23 pagesNSCP Ce Lawswith Chapter 5 6ChumpNo ratings yet
- Flexej Elaflex Erv G 1116Document2 pagesFlexej Elaflex Erv G 1116victorvikramNo ratings yet
- Wood and Wood Products - Written ReportDocument4 pagesWood and Wood Products - Written ReportIsnsbema UahsnalNo ratings yet
- Laser Welding Steel Wheel RimsDocument5 pagesLaser Welding Steel Wheel RimsSamanthaPereraNo ratings yet
- EG 15-14-1.1 Inspection and Testing of InstrumentsDocument3 pagesEG 15-14-1.1 Inspection and Testing of Instrumentsamin100% (1)
- 225221300-03-403 Structural Design Calculations For Balancing TankDocument177 pages225221300-03-403 Structural Design Calculations For Balancing TankAhmed elsebaeyNo ratings yet
- ES SeriesDocument32 pagesES Seriesduongbk24 luu quang duongNo ratings yet
- General Specification of Offshore PlatformsDocument25 pagesGeneral Specification of Offshore Platformshalim_ka100% (1)
- Construction MaterialsDocument4 pagesConstruction MaterialsanmolNo ratings yet
- Design Calculations For Pressure VesselsDocument32 pagesDesign Calculations For Pressure VesselsGeorge Georgian100% (3)
- ANEXO G Tuberia Foam Maker TK-01Document12 pagesANEXO G Tuberia Foam Maker TK-01ernesto garciaNo ratings yet
- Install High Alumina Castable SafelyDocument6 pagesInstall High Alumina Castable Safelyswatkool100% (1)
- Seashield Marine Systems: Seashield 550 Epoxy Grout (Australian)Document2 pagesSeashield Marine Systems: Seashield 550 Epoxy Grout (Australian)mehdi_hoseineeNo ratings yet
- Design of Roof RaftersDocument1 pageDesign of Roof RaftersKriengsak RuangdechNo ratings yet
- Special Reinforced Concrete Shear Wall Design Based On ACI 318-05 / IBC 06Document2 pagesSpecial Reinforced Concrete Shear Wall Design Based On ACI 318-05 / IBC 06Muhammad Sajid0% (1)
- Hilti Hit Re 500-Sd - Esr-2322Document45 pagesHilti Hit Re 500-Sd - Esr-2322zuccoloNo ratings yet
- Chapter-3 FoundationDocument53 pagesChapter-3 Foundationkader ArefeNo ratings yet
- Ductle Iron Spec1Document8 pagesDuctle Iron Spec1윤병택No ratings yet
- Webforge Access WebDocument32 pagesWebforge Access WebWajeeh Ul HassanNo ratings yet
- Sdpc-76613-Works-itb-056 - Annex III To The Contract - Bill of Quantities (Boq)Document8 pagesSdpc-76613-Works-itb-056 - Annex III To The Contract - Bill of Quantities (Boq)Hemn Rafiq TofiqNo ratings yet
- High production carding machine systemDocument1 pageHigh production carding machine systemJ.SathishNo ratings yet
- GfrsDocument9 pagesGfrsnamanNo ratings yet
- CIVL 837 An Investigation On Flexural Behavior of RC Beams Strengthened With Prestressed CFRPDocument11 pagesCIVL 837 An Investigation On Flexural Behavior of RC Beams Strengthened With Prestressed CFRPterry xieNo ratings yet
- Quality ControlDocument4 pagesQuality ControlAhmed BadrNo ratings yet
- Pekan Soft Clay Treated With Hydrated Lime As A Method of Soil StabilizerDocument5 pagesPekan Soft Clay Treated With Hydrated Lime As A Method of Soil StabilizerFaris AsriNo ratings yet
- Design of Sub Structures (ST5012)Document38 pagesDesign of Sub Structures (ST5012)Sharon ShineNo ratings yet
- Design of Pinned Column BaseplatesDocument61 pagesDesign of Pinned Column BaseplateslyeshiunNo ratings yet
- Review Paper On Study On Properties of Black Cotton Soil Using Stone Dust and Sisal FiberDocument3 pagesReview Paper On Study On Properties of Black Cotton Soil Using Stone Dust and Sisal FiberEditor IJTSRDNo ratings yet
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaNo ratings yet
- 6-With-Cover-Page-V2 221009 101917esen 221009 102139Document19 pages6-With-Cover-Page-V2 221009 101917esen 221009 102139ajskfdhasknNo ratings yet