You might also like
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Filtrate, Re Idue,: Determining The Zinc Coating Weight On SteelDocument2 pagesFiltrate, Re Idue,: Determining The Zinc Coating Weight On SteelSrikanth SrikantiNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Analysis of The Characteristics of Nickel-Plating Baths: 2.1 Experimental ConditionsDocument14 pagesAnalysis of The Characteristics of Nickel-Plating Baths: 2.1 Experimental ConditionsJeremy MurrayNo ratings yet
- Electro Chemical Processes Laboratory: Department of Process Engineering and Energy TechnologyDocument15 pagesElectro Chemical Processes Laboratory: Department of Process Engineering and Energy TechnologyVignesh ArunNo ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Corrosion Prevention and Control Corrosion FundamentalsDocument9 pagesCorrosion Prevention and Control Corrosion FundamentalsbrodyNo ratings yet
- Zinc-Rich Primers-Test Performance and Electrochemical PropertiesDocument6 pagesZinc-Rich Primers-Test Performance and Electrochemical PropertiesSyaiful Arif WicaksonoNo ratings yet
- Anodizing 2Document25 pagesAnodizing 2Valeria Rueda100% (1)
- Anodizing of AluminiumDocument2 pagesAnodizing of AluminiumDilip KrishnaNo ratings yet
- Steel Alloy Testing Pro No. 1599 GuideDocument14 pagesSteel Alloy Testing Pro No. 1599 GuideOm PrakashNo ratings yet
- New Development of Anodic Electrocatalysts for Chlor-Alkali IndustryDocument11 pagesNew Development of Anodic Electrocatalysts for Chlor-Alkali Industryfaisal58650No ratings yet
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Anodizado PDFDocument5 pagesAnodizado PDFValentin GuzmanNo ratings yet
- Aerospace Special Process TechniquesDocument23 pagesAerospace Special Process Techniquesvivek nuthiNo ratings yet
- Electropolishing of 316L Stainless Steel For Anticorrosion PassivationDocument5 pagesElectropolishing of 316L Stainless Steel For Anticorrosion PassivationGia Minh Tieu TuNo ratings yet
- How Organic Contamination Affects Stress in Electrodeposited RhodiumDocument5 pagesHow Organic Contamination Affects Stress in Electrodeposited RhodiumRaviIdhayachanderNo ratings yet
- 07-Hull Cell R-10-14Document22 pages07-Hull Cell R-10-14Alejandro AvalosNo ratings yet
- Assessing IGC in 316(N) SS Using Electrochemical NoiseDocument7 pagesAssessing IGC in 316(N) SS Using Electrochemical Noiseandrew_yeap_2No ratings yet
- Ijaiem 2014 11 19 60Document6 pagesIjaiem 2014 11 19 60International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Effects of Nano Pigments On The Corrosion Resistance of Alkyd CoatingDocument8 pagesEffects of Nano Pigments On The Corrosion Resistance of Alkyd Coatingdvega1981No ratings yet
- AA6082 Corrosion Behaviour .,2017Document9 pagesAA6082 Corrosion Behaviour .,2017Ahsan Iqbal AlamgirNo ratings yet
- Novel Surface Treatment Processes To Protect Metal SubstratesDocument1 pageNovel Surface Treatment Processes To Protect Metal SubstratesMohamed WahidNo ratings yet
- Benefits of Anodizing AluminumDocument31 pagesBenefits of Anodizing AluminumSenthil Kumar100% (2)
- What Is AnodizingDocument5 pagesWhat Is AnodizingSuleman Khan0% (1)
- Uobj Paper 2014 4824269Document10 pagesUobj Paper 2014 4824269YunusANo ratings yet
- Measurement of Corrosion Potentials of Aluminum Alloys: Standard Test Method ForDocument4 pagesMeasurement of Corrosion Potentials of Aluminum Alloys: Standard Test Method ForGrato Jr SingcoNo ratings yet
- A Corrosion Analysis of Aluminum Alloys and CoatingsDocument9 pagesA Corrosion Analysis of Aluminum Alloys and Coatingsjesus00158No ratings yet
- Anodizing Aluminum: Processes and PropertiesDocument39 pagesAnodizing Aluminum: Processes and PropertiesbirhangebrieNo ratings yet
- Chemistry IADocument13 pagesChemistry IAPuttalokeshwari DeepaNo ratings yet
- ANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTDocument18 pagesANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTn4alpacaNo ratings yet
- B254Document6 pagesB254hamidharvard100% (1)
- Dokumen - Tips Electropolishing-58620fe2d578eDocument9 pagesDokumen - Tips Electropolishing-58620fe2d578eSy Nguyen VietNo ratings yet
- PlatingDocument12 pagesPlatingdilipbangaruNo ratings yet
- Chemistry-II: Answer Any Five of Following: (15 Marks)Document18 pagesChemistry-II: Answer Any Five of Following: (15 Marks)Kenneth C.LinojNo ratings yet
- Evangelisti2017 - Electronic and Structural Characterization of Barrier-TypeDocument45 pagesEvangelisti2017 - Electronic and Structural Characterization of Barrier-TypeDamon CiouNo ratings yet
- Low Temperature Ni-free Alternatives for Post Treatment of Anodising LayersDocument6 pagesLow Temperature Ni-free Alternatives for Post Treatment of Anodising LayersSollehah SuhaimiNo ratings yet
- Introduction To Sputtering, Targets and Utilization PDFDocument4 pagesIntroduction To Sputtering, Targets and Utilization PDFanon_876950641No ratings yet
- UAS Korosi Resume PDFDocument8 pagesUAS Korosi Resume PDFMochamad FijayNo ratings yet
- 97513 EFFECTS OF RESIDUAL ELEMENTS ON THE CORROSION RESISTANCE OF STEELS IN HF (51300-97513-SG)Document12 pages97513 EFFECTS OF RESIDUAL ELEMENTS ON THE CORROSION RESISTANCE OF STEELS IN HF (51300-97513-SG)arnoldbatista55No ratings yet
- Technical Service Memorandum: Abrasion Resistant Steels and Surface Treatments For Extending Tool LifeDocument4 pagesTechnical Service Memorandum: Abrasion Resistant Steels and Surface Treatments For Extending Tool Liferoohollah13No ratings yet
- Anodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLDocument11 pagesAnodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLpunkassbobNo ratings yet
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- 9 Corrosion PDFDocument7 pages9 Corrosion PDFKuang Yung ChiewNo ratings yet
- Aluminium Alloy Specimens With High Edge RetentionDocument4 pagesAluminium Alloy Specimens With High Edge RetentionfotickNo ratings yet
- ivy-AAO ExperimentDocument9 pagesivy-AAO Experimentxiyu sunNo ratings yet
- Improving Corrosion Resistance of Copper by Forming Super Hydrophobic Layer On SurfaceDocument7 pagesImproving Corrosion Resistance of Copper by Forming Super Hydrophobic Layer On SurfaceMoeNo ratings yet
- Passivation Treatment of Stainless Steel AcomDocument10 pagesPassivation Treatment of Stainless Steel Acomvijayarangam1984No ratings yet
- Electroplating Plastics Amp EffectsDocument4 pagesElectroplating Plastics Amp EffectsAnonymous P5qwnfhlNo ratings yet
- Surface FinishesDocument8 pagesSurface FinishesasritaipNo ratings yet
- Hayfield Report Nace Tm0294-94Document6 pagesHayfield Report Nace Tm0294-94Ricardo Rivas - New GlobalNo ratings yet
- Pelapisan Aluminium Dengan Proses Anodisasi Multiwarna Untuk Aplikasi Komponen Dekoratif Secara Praktis PDFDocument8 pagesPelapisan Aluminium Dengan Proses Anodisasi Multiwarna Untuk Aplikasi Komponen Dekoratif Secara Praktis PDFFatkhur Rochman BarotNo ratings yet
- Improving Quality Welding Stainless Steel PipeDocument2 pagesImproving Quality Welding Stainless Steel PipeGordan SanticNo ratings yet
- Failure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic PressureDocument9 pagesFailure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic Pressureeid elsayedNo ratings yet
- Anodizing Aluminum Experiment ReportDocument5 pagesAnodizing Aluminum Experiment ReportASHIR HASAN NIBIRNo ratings yet
- Duplex Stainless Steel 2012Document16 pagesDuplex Stainless Steel 2012abhishekchoubeyNo ratings yet
- Thermocouple CalibirationDocument18 pagesThermocouple CalibirationAnonymous w6v7JWfr5100% (2)
- Brinell Hardness TestingDocument21 pagesBrinell Hardness TestingAnonymous w6v7JWfr5100% (1)
- ASM Metal Reference Book 3rd EditionDocument596 pagesASM Metal Reference Book 3rd EditionAnonymous w6v7JWfr5100% (12)
- Inclusion in Cast SteelDocument42 pagesInclusion in Cast SteelAnonymous w6v7JWfr5100% (1)
- Cold Forging DefectsDocument56 pagesCold Forging DefectsAnonymous w6v7JWfr5No ratings yet
- Coating Thickness MeasurementDocument15 pagesCoating Thickness MeasurementAnonymous w6v7JWfr5100% (1)
- Non Metallice InclusionDocument103 pagesNon Metallice InclusionAnonymous w6v7JWfr5No ratings yet
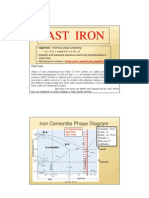
- Cast Iron: Iron Cementite Phase DiagramDocument24 pagesCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5No ratings yet
- Standard Handbook of Environmental EngineeringDocument1,248 pagesStandard Handbook of Environmental Engineeringsalahabdalla63% (8)
- Plating Thickness by Colourimetric MethodeDocument10 pagesPlating Thickness by Colourimetric MethodeAnonymous w6v7JWfr5No ratings yet
- Stress and Strain CurveDocument8 pagesStress and Strain CurveAnonymous w6v7JWfr5No ratings yet
- Aluminum - Aluminium and Its AlloysDocument226 pagesAluminum - Aluminium and Its Alloysminhduc_leNo ratings yet
- Coating Thickness CheckingDocument16 pagesCoating Thickness CheckingAnonymous w6v7JWfr5No ratings yet
- Pocket Welding InspectionDocument1 pagePocket Welding InspectionAnonymous w6v7JWfr5No ratings yet
- Hardness TestingDocument29 pagesHardness TestingAnonymous w6v7JWfr5100% (1)
- Case Hardening Steels - Technical Delivery Conditions: British Standard Bs en 10084:2008Document40 pagesCase Hardening Steels - Technical Delivery Conditions: British Standard Bs en 10084:2008Senthil Kumar Ganesan100% (1)
- Copper Design GuideDocument28 pagesCopper Design GuidevthiseasNo ratings yet
- Al Properties Stress Strain CurveDocument17 pagesAl Properties Stress Strain CurveAnonymous w6v7JWfr5No ratings yet
- Relationship of Hardness to Tensile Strength of Carbon & Alloy SteelDocument1 pageRelationship of Hardness to Tensile Strength of Carbon & Alloy SteelMelissa MurrayNo ratings yet
- Eddy Current Test Verifies Aluminum Alloy Heat TreatmentDocument19 pagesEddy Current Test Verifies Aluminum Alloy Heat TreatmentAnonymous w6v7JWfr5No ratings yet
- METALOGRAPHYDocument13 pagesMETALOGRAPHYAnonymous w6v7JWfr5No ratings yet
- Tensile Testing Basics Quality MagazineDocument4 pagesTensile Testing Basics Quality MagazinePrabin Kumar RautNo ratings yet
- Derive The TownsendDocument6 pagesDerive The TownsendsachinthaNo ratings yet
- 21 PrimepowerDocument2 pages21 PrimepowerfernandoNo ratings yet
- Peak Atlas DCA Pro: User GuideDocument49 pagesPeak Atlas DCA Pro: User GuideLaurentEuniceNo ratings yet
- 3.26.2020 I2C Unbounded - Solve Your 2-Wire ChallengesDocument14 pages3.26.2020 I2C Unbounded - Solve Your 2-Wire ChallengesMohsen haghighatNo ratings yet
- VOTANO 100 PresentationDocument26 pagesVOTANO 100 Presentationbcqbao100% (1)
- Power System Incident ReportDocument33 pagesPower System Incident ReportmentongNo ratings yet
- Display TechnologyDocument63 pagesDisplay Technologyanalog changeNo ratings yet
- PATROL - 601: Quad PirDocument2 pagesPATROL - 601: Quad PirAdrian DeoancaNo ratings yet
- 5V Relay - Pinout, Description, Working & DatasheetDocument5 pages5V Relay - Pinout, Description, Working & DatasheetLet willNo ratings yet
- A User S Guide To Electrical Ppe Based On Nfpa 70 e Ray A. Jones and Jae G. Jones PDFDocument88 pagesA User S Guide To Electrical Ppe Based On Nfpa 70 e Ray A. Jones and Jae G. Jones PDFJairo FlechasNo ratings yet
- Samsung 2200mah ICR18650-22FDocument17 pagesSamsung 2200mah ICR18650-22FStreet_skNo ratings yet
- Electrical Measuring InstrumentsDocument10 pagesElectrical Measuring InstrumentsKhen RamosNo ratings yet
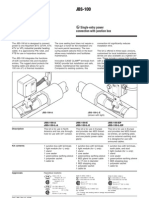
- Raychem R10 - JBS 100Document2 pagesRaychem R10 - JBS 100gregoiarNo ratings yet
- Circuit Design - Time Borrowing and Time StealingDocument5 pagesCircuit Design - Time Borrowing and Time StealingarunsrlNo ratings yet
- HFSSintro PDFDocument45 pagesHFSSintro PDFuserdceNo ratings yet
- 22 - EEE - 2023 - Underground CablesDocument16 pages22 - EEE - 2023 - Underground CablesAmbadiNo ratings yet
- Kathrein 732 690Document2 pagesKathrein 732 690PavelKuzovkinNo ratings yet
- GRID Power transformer protection and monitoringDocument8 pagesGRID Power transformer protection and monitoringTrang LeNo ratings yet
- Compact 20MHz Oscilloscope with Large Screen and Wide BandwidthDocument2 pagesCompact 20MHz Oscilloscope with Large Screen and Wide Bandwidthadak avijitNo ratings yet
- JSS Academy Electrical Engineering AssignmentDocument2 pagesJSS Academy Electrical Engineering Assignmentamit621988No ratings yet
- A Digital Temperature Meter Using An LM35 Temperature SensorDocument10 pagesA Digital Temperature Meter Using An LM35 Temperature SensorsunpnairNo ratings yet
- Three Gorges - Shanghai HVDC - Reinforcing InterconnectionDocument7 pagesThree Gorges - Shanghai HVDC - Reinforcing InterconnectionAnonymous zmV3UaG0TNo ratings yet
- 14 kVA Diesel Generator SetDocument4 pages14 kVA Diesel Generator Setmhmmd14No ratings yet
- Unit - 4: Noise in Analog Communication SystemsDocument92 pagesUnit - 4: Noise in Analog Communication Systemskadalisirisha4No ratings yet
- Blm18ag102sn1 Ferrite Rs485Document3 pagesBlm18ag102sn1 Ferrite Rs485onafetsNo ratings yet
- Lab Manual: 1.NAME: Sujal PranamiDocument28 pagesLab Manual: 1.NAME: Sujal PranamiSujal PranamiNo ratings yet
- Excess Carriers in SemiconductorsDocument36 pagesExcess Carriers in SemiconductorsKOKONo ratings yet
- DC Short Circuit Fault Analysis and Protection of Ring Type DC MicrogridDocument7 pagesDC Short Circuit Fault Analysis and Protection of Ring Type DC Microgridmusharraf saeedNo ratings yet
- 140-IM-3001-B SPA80 AHTS Training Manual PDFDocument142 pages140-IM-3001-B SPA80 AHTS Training Manual PDFruslan rumyantsevNo ratings yet
- Reed's Vol 06 Basic Electrotechnology For Marine EngineersDocument570 pagesReed's Vol 06 Basic Electrotechnology For Marine EngineersXthesinos50% (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilFrom EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo ratings yet
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Subsea Valves and Actuators for the Oil and Gas IndustryFrom EverandSubsea Valves and Actuators for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (1)
- Petroleum Rock Mechanics: Drilling Operations and Well DesignFrom EverandPetroleum Rock Mechanics: Drilling Operations and Well DesignRating: 5 out of 5 stars5/5 (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisFrom EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisRating: 5 out of 5 stars5/5 (1)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)