You might also like
- CIT PVC ProcessingDocument45 pagesCIT PVC ProcessingThao Nguyen Van100% (1)
- Plastics Additives InfoDocument58 pagesPlastics Additives InfoFranzMigNo ratings yet
- First Internal Question & Answer For Plastic ProcessingDocument17 pagesFirst Internal Question & Answer For Plastic ProcessingSupreeth PremkumarNo ratings yet
- Pelletizing Process PDFDocument8 pagesPelletizing Process PDFAbdulhakeemSolimanNo ratings yet
- Dynasylan For Mineral Fillers and Pigments enDocument28 pagesDynasylan For Mineral Fillers and Pigments enForeverNo ratings yet
- SAN & ABS Polymers GuideDocument9 pagesSAN & ABS Polymers GuideSdkmega HhNo ratings yet
- The Essential Ingredients in A PVC Formulation AreDocument7 pagesThe Essential Ingredients in A PVC Formulation AreRicky DavisNo ratings yet
- Compounding Additives: in This ChapterDocument17 pagesCompounding Additives: in This Chaptermonalihania100% (1)
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocument20 pagesEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasNo ratings yet
- PVC PLasticisersDocument2 pagesPVC PLasticisersKrishna PrasadNo ratings yet
- The Pultrusion Process PDFDocument2 pagesThe Pultrusion Process PDFSan SvsNo ratings yet
- Additives: Fully CompoundedDocument4 pagesAdditives: Fully CompoundedVy ThoaiNo ratings yet
- Flame and Smoke in Vinyl Chloride Polymers  " Commercial Usage and Current DevelopmentsDocument25 pagesFlame and Smoke in Vinyl Chloride Polymers  " Commercial Usage and Current Developmentsabilio_j_vieiraNo ratings yet
- Additives and CompoundingDocument117 pagesAdditives and CompoundingShubham ChaudharyNo ratings yet
- BoPET Applications 2016Document32 pagesBoPET Applications 2016SHRIPAD AMATENo ratings yet
- AdditivesDocument62 pagesAdditivesMohsin Alam100% (1)
- Plastics AdditivesDocument95 pagesPlastics AdditivesJose Castro100% (1)
- A Guide To Thermoplastic Polyurethanes (TPU)Document26 pagesA Guide To Thermoplastic Polyurethanes (TPU)camb1967No ratings yet
- Final1 Additive StandardsDocument16 pagesFinal1 Additive StandardsmohammedNo ratings yet
- Lecture - 15 Additives and CompoundingDocument34 pagesLecture - 15 Additives and CompoundingK.Raghavendra100% (1)
- Technology of PVC Compounding and Its ApplicationsDocument21 pagesTechnology of PVC Compounding and Its ApplicationsBibhu Ranjan Bihari100% (1)
- AdditivesDocument148 pagesAdditivesAkash Yadav100% (2)
- Baerlocher PVC Stabilisers Asian Technical Seminar 2013Document37 pagesBaerlocher PVC Stabilisers Asian Technical Seminar 2013Jen Chavez100% (1)
- PVC Technology: Chapter 11Document80 pagesPVC Technology: Chapter 11Andri0% (1)
- Compounding World June2012Document58 pagesCompounding World June2012Clint FosterNo ratings yet
- 1304 SSchoenfeld Kiev Sofia Applications enDocument55 pages1304 SSchoenfeld Kiev Sofia Applications enHiếu Mai ĐứcNo ratings yet
- Seminar-2 Rubber Compression MoldingDocument11 pagesSeminar-2 Rubber Compression MoldingSwapnil Ahire50% (2)
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- InTech Thermoplastic ElastomersDocument19 pagesInTech Thermoplastic ElastomersRajeev Singh BaisNo ratings yet
- Extrusion Coating Substrates GuideDocument17 pagesExtrusion Coating Substrates GuidecehigueraNo ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraNo ratings yet
- CompoundingDocument39 pagesCompoundingratanjeet pratap singhNo ratings yet
- Thermal Stabilizers For PVC A ReviewDocument8 pagesThermal Stabilizers For PVC A ReviewDarshan ShahNo ratings yet
- Compounding of PlasticsDocument3 pagesCompounding of PlasticsslchemNo ratings yet
- PlasticizersDocument19 pagesPlasticizersPathik ShahNo ratings yet
- Sb2o3 Ath PVCDocument6 pagesSb2o3 Ath PVCnilayNo ratings yet
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- RIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersDocument3 pagesRIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersJuan David Melián Cruz100% (1)
- BlendsDocument106 pagesBlendsAnish Kumar100% (1)
- Polymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic ResinsDocument27 pagesPolymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic Resinsgidlavinay100% (1)
- Desiccant MasterbatchDocument1 pageDesiccant MasterbatchNguyen Xuan GiangNo ratings yet
- Polymer Additives: Fillers & ReinforcementsDocument5 pagesPolymer Additives: Fillers & ReinforcementsHina IbrahimNo ratings yet
- Twin ExtruderDocument20 pagesTwin ExtruderSalem GarrabNo ratings yet
- PVC Technology: Chapter 4Document37 pagesPVC Technology: Chapter 4AndriNo ratings yet
- Effect of Stabilizers On Properties of PVC (Polymer) 1Document52 pagesEffect of Stabilizers On Properties of PVC (Polymer) 1DIPAK VINAYAK SHIRBHATE100% (5)
- BASF - Masterbatch Conference Teheran FinalDocument25 pagesBASF - Masterbatch Conference Teheran Finaljaviera1983No ratings yet
- Basics of Polymers Fabrication and Processing TechnologyDocument108 pagesBasics of Polymers Fabrication and Processing TechnologyneftNo ratings yet
- Reactive ExtrusionDocument19 pagesReactive ExtrusionEetu SatosalmiNo ratings yet
- 19.02.additives For PlasticsDocument61 pages19.02.additives For Plasticsjraman24No ratings yet
- Micro Molding Vacuum Venting BenefitsDocument21 pagesMicro Molding Vacuum Venting BenefitsvenkithankamNo ratings yet
- Purging and Cleaning Screws and Barrels for Plastics ProductionDocument6 pagesPurging and Cleaning Screws and Barrels for Plastics ProductionRodolfoAntonioLeónCárdenasNo ratings yet
- Brochure Carbon Additives For PolymersDocument24 pagesBrochure Carbon Additives For PolymersTUNGNo ratings yet
- PC Makrolon 2405 - 2407 - 2456-DatasheetDocument4 pagesPC Makrolon 2405 - 2407 - 2456-DatasheetNhox Xu0% (1)
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Coatings and InksDocument50 pagesCoatings and InksAndrew KellyNo ratings yet
- CNT From Waste PlasticDocument7 pagesCNT From Waste PlasticChinmoy DholeNo ratings yet
- To Control Stability and Compatibility of Pigment PastesDocument3 pagesTo Control Stability and Compatibility of Pigment PastesChinmoy DholeNo ratings yet
- Offset Ink Good 2Document34 pagesOffset Ink Good 2Chinmoy DholeNo ratings yet
- Black Pearls® 5160 Specialty Carbon BlackDocument3 pagesBlack Pearls® 5160 Specialty Carbon BlackChinmoy DholeNo ratings yet
- Borchi Gen 0851 Product Page ArticleDocument4 pagesBorchi Gen 0851 Product Page ArticleChinmoy DholeNo ratings yet
- CB MFG ProcessDocument35 pagesCB MFG ProcessChinmoy DholeNo ratings yet
- 01 KuttlerDocument81 pages01 KuttlerAhmad Ma'rupNo ratings yet
- Inks For Printing On Plastic FilmsDocument8 pagesInks For Printing On Plastic FilmsLucas Del PretteNo ratings yet
- TDS Byk-C 8013 enDocument2 pagesTDS Byk-C 8013 enChinmoy DholeNo ratings yet
- Carbon Black Production Analyzing and CharacterizationDocument86 pagesCarbon Black Production Analyzing and CharacterizationabdulqadirNo ratings yet
- Paraloid™ Dm-55: Solid Grade Thermoplastic Acrylic ResinDocument5 pagesParaloid™ Dm-55: Solid Grade Thermoplastic Acrylic ResinChinmoy DholeNo ratings yet
- Carbon-Black-Orion ListDocument4 pagesCarbon-Black-Orion ListChinmoy DholeNo ratings yet
- Brochure Specialty Carbon Blacks For Plastic Film and Sheet ApplicationsDocument12 pagesBrochure Specialty Carbon Blacks For Plastic Film and Sheet ApplicationsXuan Giang NguyenNo ratings yet
- Gasification Cabot PatentDocument19 pagesGasification Cabot PatentChinmoy DholeNo ratings yet
- Binders For Industrial SpreadsDocument17 pagesBinders For Industrial SpreadsnatashayukafastianaNo ratings yet
- B Mr. Prashant Agarwal WazirDocument20 pagesB Mr. Prashant Agarwal WazirChinmoy DholeNo ratings yet
- TSE of CNT in PP - Process ConditionsDocument8 pagesTSE of CNT in PP - Process ConditionsChinmoy DholeNo ratings yet
- Entrepreneur Magazine-April 2013 PDFDocument128 pagesEntrepreneur Magazine-April 2013 PDFChinmoy DholeNo ratings yet
- Clariant Antistatic AgentsDocument20 pagesClariant Antistatic AgentsJose Bustos100% (1)
- Offset Ink Very GoodDocument99 pagesOffset Ink Very GoodChinmoy DholeNo ratings yet
- Offset Ink Good 2Document34 pagesOffset Ink Good 2Chinmoy DholeNo ratings yet
- D Mr. Steve Jenkins PCIDocument22 pagesD Mr. Steve Jenkins PCIChinmoy DholeNo ratings yet
- Plastics ProcessingDocument5 pagesPlastics ProcessingChinmoy DholeNo ratings yet
- 30 Seconds That Can Change Your Life: A Decision-Making Guide For Those Who Refuse To Be MediocreDocument155 pages30 Seconds That Can Change Your Life: A Decision-Making Guide For Those Who Refuse To Be Mediocrehenry95366No ratings yet
- Mental StrengthDocument9 pagesMental StrengthChinmoy DholeNo ratings yet
- 44 Ways To KickDocument8 pages44 Ways To KickChinmoy DholeNo ratings yet
- Engineering Plastics: Product Guide For Design EngineersDocument88 pagesEngineering Plastics: Product Guide For Design Engineersrossifam777No ratings yet
- Best Business BooksDocument40 pagesBest Business BooksChinmoy DholeNo ratings yet
- Additive MasterbatchesDocument4 pagesAdditive MasterbatchesChinmoy DholeNo ratings yet
- Hit-Re 500 With Hit-V Has RodsDocument3 pagesHit-Re 500 With Hit-V Has RodsMKNo ratings yet
- Manual Servicio SubaruDocument5,963 pagesManual Servicio SubaruCristian Mauricio Alarcon RojasNo ratings yet
- CUCM Intracluster Port Usage GuideDocument3 pagesCUCM Intracluster Port Usage GuideAbhinayMylavarapuNo ratings yet
- Velp ZX3 Vortex PDFDocument5 pagesVelp ZX3 Vortex PDFarodassanchez0% (1)
- Instructions pour pied SeniorDocument52 pagesInstructions pour pied SeniorPriyanka PatilNo ratings yet
- Coco Press KitDocument55 pagesCoco Press KitPaula RiddenNo ratings yet
- Engine & Transmission ToolsDocument45 pagesEngine & Transmission Toolsabduallah muhammad100% (1)
- DiodeDocument22 pagesDiodeSaurabh Mittal100% (1)
- Lithography GuideDocument29 pagesLithography GuidezanibtahiraNo ratings yet
- Catálogo King LaiDocument144 pagesCatálogo King LaiJason Salas FloresNo ratings yet
- Support Orca3D HelpDocument281 pagesSupport Orca3D Helplavrik100% (1)
- Dewatering SystemDocument124 pagesDewatering SystemSpyros NannosNo ratings yet
- Foxpro For O LevelDocument3 pagesFoxpro For O LevelShiv PathakNo ratings yet
- Mixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Document84 pagesMixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Masayu MYusoffNo ratings yet
- SHB 2503-3703 en 1000081433Document192 pagesSHB 2503-3703 en 1000081433Alberto100% (1)
- QUS 303 CONSTRUCTION ECONOMICSDocument21 pagesQUS 303 CONSTRUCTION ECONOMICSjudexnams1on1No ratings yet
- Achievements Under EpiraDocument6 pagesAchievements Under EpiraLyn Dela Cruz DumoNo ratings yet
- GD&T Training Levels and ServicesDocument1 pageGD&T Training Levels and ServicesdramiltNo ratings yet
- Micron Ezeprox Access Control KeypadDocument4 pagesMicron Ezeprox Access Control KeypadThuy VuNo ratings yet
- Studio GPGL LogDocument5 pagesStudio GPGL LogCarlos Julian LemusNo ratings yet
- Alketerge EDocument4 pagesAlketerge EYohanes OktavianusNo ratings yet
- P1 Conservation and Dissipation of Energy Student Book AnswersDocument11 pagesP1 Conservation and Dissipation of Energy Student Book AnswersjoeNo ratings yet
- Solar TrackerDocument13 pagesSolar TrackerMuthuRajNo ratings yet
- Correlation Study and Regression Analysis of Water Quality Assessment of Nagpur City, IndiaDocument5 pagesCorrelation Study and Regression Analysis of Water Quality Assessment of Nagpur City, IndiaShakeel AhmadNo ratings yet
- Duet CE-3301 Geotechnical Engineering - IDocument37 pagesDuet CE-3301 Geotechnical Engineering - IShekh Muhsen Uddin AhmedNo ratings yet
- DR System ConciseDocument37 pagesDR System ConciseJiten KarmakarNo ratings yet
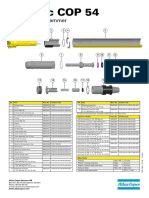
- 9853 1239 01 - COP 54 Service Poster - LOWDocument1 page9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasNo ratings yet
- Sad Thesis Guidelines FinalsDocument13 pagesSad Thesis Guidelines FinalsJes RamosNo ratings yet
- GOT2000 - UserManual Monitor - SH 081196 I PDFDocument614 pagesGOT2000 - UserManual Monitor - SH 081196 I PDFFanny Achmad Hindrarta KusumaNo ratings yet
- Brochure 45 AntasariDocument11 pagesBrochure 45 AntasariFisio Terapi100% (1)