You might also like
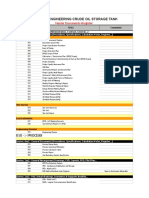
- Crude Oil Storage Tank MDRDocument5 pagesCrude Oil Storage Tank MDRAtty Atty50% (2)
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- Miller RMDDocument4 pagesMiller RMDRony Lesbt100% (1)
- Estimating Steel Building Installation PDFDocument2 pagesEstimating Steel Building Installation PDFJurie_sk3608No ratings yet
- Use of Special Steel for Girder Bridges on Indian RailwaysDocument22 pagesUse of Special Steel for Girder Bridges on Indian RailwaysajaymrNo ratings yet
- Flux Cored Welding Calculator for Steel MaterialDocument2 pagesFlux Cored Welding Calculator for Steel MaterialKhamdi AfandiNo ratings yet
- ST.00.776.FCI.000 - Welded Steel WorkDocument28 pagesST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985From EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNo ratings yet
- Constructing The Gold Standard FinalDocument135 pagesConstructing The Gold Standard FinalGMA16No ratings yet
- Duplex Material PDFDocument4 pagesDuplex Material PDFmengelito almonteNo ratings yet
- ATB 021 Flowtite Pipe Tapping PDFDocument10 pagesATB 021 Flowtite Pipe Tapping PDFRajadurai SinghNo ratings yet
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationDocument6 pagesTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabNo ratings yet
- Hanger Support Spacing and Rod Size For Horizontal PipesDocument8 pagesHanger Support Spacing and Rod Size For Horizontal Pipesyarzar17No ratings yet
- Welding Cost Managment Layout ModifiedDocument13 pagesWelding Cost Managment Layout ModifiedmrNo ratings yet
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Pipe JigsDocument26 pagesPipe Jigsarvind565No ratings yet
- Enter Data:: MM M Weld Size (Leg) Unit Weld LengthDocument6 pagesEnter Data:: MM M Weld Size (Leg) Unit Weld Lengtharifin rizal100% (1)
- Pipeline Equipment and ConstructionDocument16 pagesPipeline Equipment and ConstructionHansLopezNo ratings yet
- ECCS Recommendations Simple JointsDocument81 pagesECCS Recommendations Simple JointsDesignHandbook50% (2)
- General requirements for low-rise concrete building constructionDocument2 pagesGeneral requirements for low-rise concrete building constructionKenneth CabacunganNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Demo Weld Cost Calc XL-UnprotectedDocument10 pagesDemo Weld Cost Calc XL-UnprotectedA R0% (1)
- Astm C361M-14Document26 pagesAstm C361M-14diego rodriguez100% (1)
- NDT of WeldsDocument4 pagesNDT of WeldsVu Tung Linh100% (2)
- Technical Specifications 11kvDocument106 pagesTechnical Specifications 11kvprasanthvenkatesh60% (5)
- Steel Fabrication and Erection ProcessDocument17 pagesSteel Fabrication and Erection ProcessMihajloDjurdjevicNo ratings yet
- Stud Application QualificationDocument1 pageStud Application QualificationPatrick DominguezNo ratings yet
- CIDECT Design Guide 1 2008 - CLDocument142 pagesCIDECT Design Guide 1 2008 - CLChiong Lee100% (1)
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- Percentage Boq: Validate Print HelpDocument12 pagesPercentage Boq: Validate Print HelpNaveen NagisettiNo ratings yet
- Optimum pipe purging for economy and qualityDocument3 pagesOptimum pipe purging for economy and qualityshridharbshenoyNo ratings yet
- Flanges Table: ANSI B16.5 #150Document17 pagesFlanges Table: ANSI B16.5 #150Gaurav SalujaNo ratings yet
- Oisd RP 167Document28 pagesOisd RP 167akhilendraa6221100% (4)
- 78-84 H.G. Poulos - Piled Raft Foundations For Tall BuildingsDocument7 pages78-84 H.G. Poulos - Piled Raft Foundations For Tall Buildingsajaymr100% (1)
- Er70s 6Document2 pagesEr70s 6Carlos PadillaNo ratings yet
- Flux Cored and MIG Pipe WeldingDocument59 pagesFlux Cored and MIG Pipe Weldingcentaury2013No ratings yet
- TCAEMM EmptyvaluesdocumentDocument241 pagesTCAEMM EmptyvaluesdocumentJithinNo ratings yet
- Astm A36 A36m 14 PDFDocument3 pagesAstm A36 A36m 14 PDFWah Khaing0% (1)
- Welding Electrode ProjectDocument36 pagesWelding Electrode ProjectjswldeepNo ratings yet
- PQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerDocument14 pagesPQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerRajeev KhantwalNo ratings yet
- Materials System Specification: Saudi Aramco Desktop StandardsDocument14 pagesMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- Design, Fabrication and Economy of Welded Structures: International Conference Proceedings, 2008From EverandDesign, Fabrication and Economy of Welded Structures: International Conference Proceedings, 2008No ratings yet
- SL Item Specification Dimenssion Quantity Area: PlateDocument6 pagesSL Item Specification Dimenssion Quantity Area: Plateruhul43No ratings yet
- Distorsion Corrective TechniquesDocument4 pagesDistorsion Corrective TechniquesMathew RodriguezNo ratings yet
- KL UHP Catalog 2011-02 PDFDocument30 pagesKL UHP Catalog 2011-02 PDFaconibet9040No ratings yet
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- NPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Document4 pagesNPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Mr. ANo ratings yet
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocument1 pageFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Ador BookletDocument22 pagesAdor Bookletgssrraju0% (1)
- Welding Metallurgy Part 2Document28 pagesWelding Metallurgy Part 2Anonymous UM7Bt6bNo ratings yet
- S o P-PipingDocument17 pagesS o P-PipingPrakash TiwariNo ratings yet
- Mathematical Modelling of GTAW and GMAWDocument240 pagesMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Structural Steel LessonsDocument7 pagesStructural Steel LessonsIngeniero EstructuralNo ratings yet
- Structural Steel Specification for G&P GeotechnicsDocument0 pagesStructural Steel Specification for G&P GeotechnicsGnabBangNo ratings yet
- Hdyw DPR Cpoc QB 21 001Document2 pagesHdyw DPR Cpoc QB 21 001Mohd AzrinNo ratings yet
- Manufacturing Processes Lab WeldingDocument8 pagesManufacturing Processes Lab WeldingKhalid EwigNo ratings yet
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- Pipefitter/WelderDocument2 pagesPipefitter/Welderapi-122242190No ratings yet
- Flange EN1092-1 TYPE 01 Flange PDFDocument4 pagesFlange EN1092-1 TYPE 01 Flange PDFVishal MistryNo ratings yet
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Stainless Steel Tube Stock DataDocument18 pagesStainless Steel Tube Stock DataFU SHING STAINLESS STEEL CO.No ratings yet
- M2 U7 Plasma Arc CuttingDocument29 pagesM2 U7 Plasma Arc CuttingKenan MuhamedagicNo ratings yet
- DesignManualAUGUST2014 Watermarked PDFDocument35 pagesDesignManualAUGUST2014 Watermarked PDFAbdelaziz BrakhliaNo ratings yet
- Wrought Carbon Steel Sleeve-Type Pipe Couplings: Standard Specification ForDocument5 pagesWrought Carbon Steel Sleeve-Type Pipe Couplings: Standard Specification ForDeen ew100% (1)
- Why Assign Project Codes in P6Document28 pagesWhy Assign Project Codes in P6ARP MEILNo ratings yet
- KLM Intro Storage Tanks Rev 3Document7 pagesKLM Intro Storage Tanks Rev 3Bonzibit ZibitNo ratings yet
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocument3 pagesITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalNo ratings yet
- Economy Steel PDFDocument7 pagesEconomy Steel PDFnavinzhereNo ratings yet
- Fmsdownload CFMDocument8 pagesFmsdownload CFMajaymrNo ratings yet
- CamparisionDocument12 pagesCamparisionajaymrNo ratings yet
- Engineering QuoteDocument1 pageEngineering QuoteajaymrNo ratings yet
- 7 FatigueDocument6 pages7 FatigueNagaraj RamachandrappaNo ratings yet
- Final SD Truss DesignDocument17 pagesFinal SD Truss DesignShubhankar KhareNo ratings yet
- WestDocument2 pagesWestajaymrNo ratings yet
- WestDocument2 pagesWestajaymrNo ratings yet
- Long-Term Performance of Epoxy-Coated Reinforcing Steel in Heavy Salt - Contaminated ConcreteDocument133 pagesLong-Term Performance of Epoxy-Coated Reinforcing Steel in Heavy Salt - Contaminated ConcreteajaymrNo ratings yet
- Boq TNHB Ongc ChennaiDocument2,948 pagesBoq TNHB Ongc ChennaiarvindranganathanNo ratings yet
- H-Beam Weight CalculationDocument8 pagesH-Beam Weight Calculationabou bakarNo ratings yet
- Specification For Carbon Structural Steel: SA-36 /SA-36MDocument7 pagesSpecification For Carbon Structural Steel: SA-36 /SA-36MMartua SaragihNo ratings yet
- MSC 0721Document70 pagesMSC 0721Lance ForceNo ratings yet
- 3 D Finite Element Analysis of Partially Restrained Beam To Column Connections in Steel Frames PDFDocument5 pages3 D Finite Element Analysis of Partially Restrained Beam To Column Connections in Steel Frames PDFGC UniversNo ratings yet
- Catalogo Testing. ChinaDocument83 pagesCatalogo Testing. ChinaIsaac Jacob Acuña ParraNo ratings yet
- Temperature Effects in Bridge DecksDocument16 pagesTemperature Effects in Bridge Decksnaba1577No ratings yet
- ALRO Structural ShapesDocument18 pagesALRO Structural ShapesFWICIPNo ratings yet
- Bending Under Seated ConnectionsDocument5 pagesBending Under Seated ConnectionsSaeedNo ratings yet
- Fosroc Nitowrap Carbon Fibre SheetDocument4 pagesFosroc Nitowrap Carbon Fibre Sheetalexcus1539No ratings yet
- Rural Water Supply SR Kalaburagi Circle 2019-20.Document338 pagesRural Water Supply SR Kalaburagi Circle 2019-20.AEE Sub Div 1878% (9)
- Arcon Engineering and Services ProfileDocument30 pagesArcon Engineering and Services ProfilearconsteelNo ratings yet
- ConstructionDocument63 pagesConstructionpulilathaNo ratings yet
- Content AccessHatchBrochure 2012 LR 10-30-12 PDFDocument24 pagesContent AccessHatchBrochure 2012 LR 10-30-12 PDFJizelle JumaquioNo ratings yet
- Lecture 1Document37 pagesLecture 1Sarah Syamimi RozaliNo ratings yet
- F2988-12 Standard Specification For Commercial Coffee BrewersDocument5 pagesF2988-12 Standard Specification For Commercial Coffee BrewersRafael Obusan IINo ratings yet
- Joist (BS4 Part 1@1993 Dimensions PropertiesDocument2 pagesJoist (BS4 Part 1@1993 Dimensions PropertiesAristotle MedinaNo ratings yet
- Fem Design EngDocument12 pagesFem Design EngdesignmukeshNo ratings yet
- Plant Assessment Report-Grp 4Document6 pagesPlant Assessment Report-Grp 4kandyiitkgpNo ratings yet
- P2 User RDBDocument56 pagesP2 User RDBAnonymous tKjZMWnoNo ratings yet