You might also like
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300394% (16)
- SSPC SP3Document2 pagesSSPC SP3Jose AngelNo ratings yet
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsDocument6 pagesSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloNo ratings yet
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- SSPC Guide11 PDFDocument5 pagesSSPC Guide11 PDFNgô Trung NghĩaNo ratings yet
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFDocument3 pagesASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- SSPC Ab2 1996 PDFDocument4 pagesSSPC Ab2 1996 PDFmarklesterNo ratings yet
- ASTM D3276 - 07 Standard Guide For Painting Inspectors PDFDocument14 pagesASTM D3276 - 07 Standard Guide For Painting Inspectors PDFFCT80% (5)
- SSPC SP-3-00 Power Tool Cleaning PDFDocument2 pagesSSPC SP-3-00 Power Tool Cleaning PDFAshish PatelNo ratings yet
- Sspc-Pa 17-2012Document7 pagesSspc-Pa 17-2012ALEXIS MARTINEZ100% (1)
- D 4417 21 Field Measurement of Surface Profile of Blast Cleaned Steel Apiasme Practice TestDocument7 pagesD 4417 21 Field Measurement of Surface Profile of Blast Cleaned Steel Apiasme Practice TestEdgar GuerraNo ratings yet
- Abrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag AbrasivesDocument7 pagesAbrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag Abrasivesdanedt28No ratings yet
- SSPC SP 17Document8 pagesSSPC SP 17German Favela100% (3)
- SSPC sp1Document2 pagesSSPC sp1beberly_torres0% (1)
- SSPC Pa1Document12 pagesSSPC Pa1romeroberna100% (1)
- SSPC Pa 2Document16 pagesSSPC Pa 2Rony Ruiz100% (5)
- Astm D 5064Document2 pagesAstm D 5064Alejandro 20No ratings yet
- Astm D6677-18 6.02Document2 pagesAstm D6677-18 6.02amirhossein100% (3)
- SSPC AB3 Standard For Ferrous Metallic AbrasiveDocument6 pagesSSPC AB3 Standard For Ferrous Metallic Abrasivelonglong3003100% (1)
- Procedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count RequirementsDocument7 pagesProcedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count Requirementssarath100% (1)
- Astm D 6677Document2 pagesAstm D 6677Ronny Moreno100% (1)
- SSPC Package PDFDocument962 pagesSSPC Package PDFsyed nadeem100% (6)
- SSPC Paint20Document5 pagesSSPC Paint20vlong3003100% (3)
- Sspc-Pa Guide 3 PDFDocument16 pagesSspc-Pa Guide 3 PDFvricardol100% (1)
- SSPC Ab 3Document6 pagesSSPC Ab 3kishorekumar.animuNo ratings yet
- ASTM D7393 - 2016 Standard Practice For Indicating Oil in AbrasivesDocument2 pagesASTM D7393 - 2016 Standard Practice For Indicating Oil in AbrasivesCarlos Villacriz100% (1)
- SSPC-SP 11Document5 pagesSSPC-SP 11topdrive100% (3)
- SSPC Vis 1Document2 pagesSSPC Vis 1cesar100% (3)
- New SSPC Visual Standard for Abrasive Blast CleaningDocument4 pagesNew SSPC Visual Standard for Abrasive Blast CleaningOscar López Lemos100% (1)
- SSPC-SP 1 Solvent Cleaning PDFDocument2 pagesSSPC-SP 1 Solvent Cleaning PDFbhadresh_prajapati_188% (8)
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocument6 pagesPaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!No ratings yet
- SSPC Ab 4Document3 pagesSSPC Ab 4mithileshNo ratings yet
- Sspc-Ab1 - 2017Document5 pagesSspc-Ab1 - 2017Selvakpm06100% (1)
- Bare Metal Surface Prep via Power ToolsDocument6 pagesBare Metal Surface Prep via Power ToolsDanielNo ratings yet
- D4259 ssrf9249Document2 pagesD4259 ssrf9249Raymond TahanNo ratings yet
- Norma Astm D 4259 2012Document2 pagesNorma Astm D 4259 2012Carlos Corral De León100% (1)
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- 3 Coat SpecsDocument4 pages3 Coat SpecsSarathiraja SekarNo ratings yet
- Power Tool Cleaning To Bare MetalDocument5 pagesPower Tool Cleaning To Bare MetalBenjamin De Paz100% (1)
- SSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsDocument5 pagesSSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsPablo Ahumada G.No ratings yet
- Shop and Field Painting Specification for Reliance EngineeringDocument46 pagesShop and Field Painting Specification for Reliance EngineeringVivek Rathod100% (2)
- SSPC SP3Document2 pagesSSPC SP3hidromecanico78% (9)
- Painting Procedure TemplateDocument14 pagesPainting Procedure TemplateNnamdi Celestine NnamdiNo ratings yet
- Blasting and Painting Procedure GuideDocument6 pagesBlasting and Painting Procedure Guidevishwas salunkheNo ratings yet
- Specification For Painting-Piping & EquipmentDocument21 pagesSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- Guide Specification For Coatings With Inorganic Zinc Rich PrimerDocument7 pagesGuide Specification For Coatings With Inorganic Zinc Rich PrimerFernando AlvarengaNo ratings yet
- 2 75 Eng FRDocument21 pages2 75 Eng FRShirley HurtubiseNo ratings yet
- Painting Procedure TemplateDocument15 pagesPainting Procedure TemplateMohd Fadzle93% (70)
- Advances in Surface Preparation StandardsDocument13 pagesAdvances in Surface Preparation StandardsMithun NandanNo ratings yet
- Flooring Systems SpecificationDocument18 pagesFlooring Systems SpecificationPageduesca RouelNo ratings yet
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDocument17 pagesUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriNo ratings yet
- Painting An Coating StandardDocument12 pagesPainting An Coating StandardkolaaruNo ratings yet
- Surface Treatment and Painting ProcedureDocument7 pagesSurface Treatment and Painting ProcedureMohamedNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- CNH Spec MAT2010 - Casting Soundness & Surface QualityDocument14 pagesCNH Spec MAT2010 - Casting Soundness & Surface QualityJoe Scopelite100% (2)
- SSPC SP2Document2 pagesSSPC SP2Allen Situ100% (2)
- Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsDocument4 pagesRepair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingskhuzafaNo ratings yet
- Work Method ProceduresDocument37 pagesWork Method ProceduresAnonymous K0fqIO100% (2)
- Fine Bubble Disc Diffuser From AquamartDocument2 pagesFine Bubble Disc Diffuser From Aquamartkilin arkalNo ratings yet
- Field Service Jam Code GuideDocument12 pagesField Service Jam Code GuideDwiHandNo ratings yet
- Apcs 117Document12 pagesApcs 117Ilyas AhmedNo ratings yet
- BASF - APE System PDFDocument86 pagesBASF - APE System PDFrendroedywibowoNo ratings yet
- Aalco Metals LTD Stainless Steel 1.4542 17 4 PH 100Document4 pagesAalco Metals LTD Stainless Steel 1.4542 17 4 PH 100Sergio CLNo ratings yet
- Irbmupdated PDFDocument368 pagesIrbmupdated PDFchaitanya krishnaNo ratings yet
- HSR - AmendmentDocument16 pagesHSR - AmendmentHimalFernandoNo ratings yet
- Production of Precast ConcreteDocument7 pagesProduction of Precast ConcreteDragosPatrascuNo ratings yet
- API 1104 2014 EditionDocument17 pagesAPI 1104 2014 EditionekkyNo ratings yet
- Slabform BrochureDocument16 pagesSlabform BrochureAlform VGSINo ratings yet
- Quotation For Example Bathroom RenovationDocument6 pagesQuotation For Example Bathroom RenovationFadi HouraniNo ratings yet
- Goulds 3298Document20 pagesGoulds 3298amol patkiNo ratings yet
- Approval Material Beton VUB LengkapDocument44 pagesApproval Material Beton VUB LengkapFatkhur RozakNo ratings yet
- Cement PlasteringDocument8 pagesCement PlasteringRam Nepali100% (1)
- GFRC vs. Green Wall Systems: Which Works More Efficiently?Document26 pagesGFRC vs. Green Wall Systems: Which Works More Efficiently?Elanur MayaNo ratings yet
- Final BOQ - Sky Pool Project 19 Feb 2023Document8 pagesFinal BOQ - Sky Pool Project 19 Feb 2023Hebatallah NassarNo ratings yet
- Dimensioning of Welding Equipment: GE34.SO.194 /C Guide ApplicableDocument8 pagesDimensioning of Welding Equipment: GE34.SO.194 /C Guide Applicablehassan eijyNo ratings yet
- Simpson CatalogDocument235 pagesSimpson Catalogasghar7No ratings yet
- 02.020.0201 Vertical Cantilever Wall CMU PartitionDocument1 page02.020.0201 Vertical Cantilever Wall CMU PartitionErwin ObenzaNo ratings yet
- 269 276Document8 pages269 276jl_arvizoNo ratings yet
- Welding ImperfectionsDocument4 pagesWelding ImperfectionsshrikantajitNo ratings yet
- 5555 Back Pressure Valve, Double Seated (Balanced) : SeriesDocument3 pages5555 Back Pressure Valve, Double Seated (Balanced) : SeriesJohnf PreciadoNo ratings yet
- Rediset WMX Ecuador RDocument34 pagesRediset WMX Ecuador RDiego Fernando ChicaizaNo ratings yet
- Construction Notes: Hurricane Ties Connection DetailDocument8 pagesConstruction Notes: Hurricane Ties Connection DetailCristina Dangla CruzNo ratings yet
- Note de Calcul FerraillageDocument4 pagesNote de Calcul FerraillageOUMAYMA MAJDOUBINo ratings yet
- SR Bangalore 2015 - 2016 & Electrical SR 2014-15Document67 pagesSR Bangalore 2015 - 2016 & Electrical SR 2014-15kiranmgopalNo ratings yet
- 89-1501 Air Carbon Arc GougingDocument36 pages89-1501 Air Carbon Arc GougingdevakimdNo ratings yet
- Things To Check Before Buying TMT Steel Bars For ConstructionDocument4 pagesThings To Check Before Buying TMT Steel Bars For ConstructionYash ShanishvaraNo ratings yet
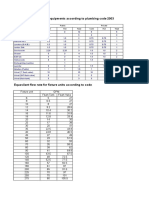
- Fixture Unit For Sanitary Equipments According To Plumbing Code 2003Document2 pagesFixture Unit For Sanitary Equipments According To Plumbing Code 2003Alaa FaiqNo ratings yet
- Bohler Fox S EV 50-1Document1 pageBohler Fox S EV 50-1kamals55No ratings yet