You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 2007 Chevrolet Cobalt Service Repair Manual PDFDocument15 pages2007 Chevrolet Cobalt Service Repair Manual PDFfujsjejfksekmem33% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hino Truck Service Manual Download PDFDocument3 pagesHino Truck Service Manual Download PDFAndres Guaman23% (26)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
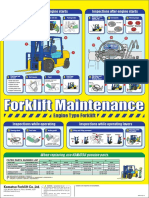
- Forklift MaintenanceDocument1 pageForklift MaintenanceomoulayeNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Clutch ComponentsDocument19 pagesClutch ComponentsCecilia Gil60% (5)
- VW Passat b8 Component Locations EngDocument376 pagesVW Passat b8 Component Locations EngAndris Priedītis100% (1)
- BMW Coding Parameters - F22 - For 2 SeriesDocument6 pagesBMW Coding Parameters - F22 - For 2 SeriesMehmet GüvenNo ratings yet
- Liebherr t252Document8 pagesLiebherr t252Foromaquinas100% (1)
- C8 2005 PDFDocument357 pagesC8 2005 PDFRicardo SantosNo ratings yet
- Jhbvokhvi0ebhb Y226379 1 en 000Document2 pagesJhbvokhvi0ebhb Y226379 1 en 000ธีรพงษ์ นิตยบูรณ์No ratings yet
- Renault, Mazda and Chevrolet models guideDocument281 pagesRenault, Mazda and Chevrolet models guideAlejandro Arr0% (1)
- E 4804 ADocument7 pagesE 4804 AKien NguyenNo ratings yet
- Catalogo Spazzole Tergi BoschDocument32 pagesCatalogo Spazzole Tergi Boschlucaravarotto03No ratings yet
- Your Bentley Continental GT V8 in MagneticDocument9 pagesYour Bentley Continental GT V8 in MagneticSERGIO FERNANDO BOTINA AVILANo ratings yet
- Some History of Land Rover Gearboxes: Manual Gearboxes From Inception Through 2007Document3 pagesSome History of Land Rover Gearboxes: Manual Gearboxes From Inception Through 2007Pieter SteenkampNo ratings yet
- Stall Test en PPSDocument18 pagesStall Test en PPSOscar Matus CarrilloNo ratings yet
- Audi A6 Current Flow Diagram for Cruise Control and Diesel Direct Injection SystemsDocument1 pageAudi A6 Current Flow Diagram for Cruise Control and Diesel Direct Injection SystemsalexNo ratings yet
- "Vehicle Inspection Process Standardization": A Report On Project TitledDocument20 pages"Vehicle Inspection Process Standardization": A Report On Project TitledHimanshu JoonNo ratings yet
- SAE Paper 2002-01-2071Document10 pagesSAE Paper 2002-01-2071samanaveenNo ratings yet
- Japan Automotive Power Transmission Belts InformationDocument1 pageJapan Automotive Power Transmission Belts InformationKhalid MahmoodNo ratings yet
- List of Car BrandsDocument24 pagesList of Car BrandsLeonardo ArbeláezNo ratings yet
- MiniRider 76 SD Lawn Tractor ReviewDocument1 pageMiniRider 76 SD Lawn Tractor ReviewmuaadhNo ratings yet
- Echlin Part No RefDocument85 pagesEchlin Part No Refpilveni100% (1)
- Boletín Tecnico p220c Vehículos GMDocument3 pagesBoletín Tecnico p220c Vehículos GMautissanNo ratings yet
- 2005 Toyota Land Cruiser 47Document24 pages2005 Toyota Land Cruiser 47jodomofoNo ratings yet
- Car Cost UpdateDocument11 pagesCar Cost UpdateblithevincentNo ratings yet
- Donaldson Filtros SeparadoresDocument4 pagesDonaldson Filtros SeparadoresRicardo CruzNo ratings yet
- RBR Surface SetupsDocument1 pageRBR Surface SetupsDamien Rhys JonesNo ratings yet
- Java Printingkia SportajeDocument2 pagesJava Printingkia SportajeElectroventica ElectroventicaNo ratings yet
- XXXXXXXXXXXXDocument9 pagesXXXXXXXXXXXXShivanibooruguNo ratings yet
- Hopping Ews: OneysaverDocument24 pagesHopping Ews: OneysaverCoolerAdsNo ratings yet