You might also like
- August Birthday MembersDocument1 pageAugust Birthday MembersXavier J. Aguilar GarcíaNo ratings yet
- 02-Logistics Networks Design - SVDocument46 pages02-Logistics Networks Design - SVXavier J. Aguilar GarcíaNo ratings yet
- Xavy PDFDocument39 pagesXavy PDFXavier J. Aguilar GarcíaNo ratings yet
- Unidad Ii Programacion Lineal PDFDocument15 pagesUnidad Ii Programacion Lineal PDFXavier J. Aguilar GarcíaNo ratings yet
- El Canto GregorianoDocument4 pagesEl Canto GregorianoXavier J. Aguilar GarcíaNo ratings yet
- TESTIMONIO Me Fascina Lo Que Estoy EstudiandoDocument6 pagesTESTIMONIO Me Fascina Lo Que Estoy EstudiandoXavier J. Aguilar GarcíaNo ratings yet
- Lab #1 Lineas EquipotencialesDocument6 pagesLab #1 Lineas EquipotencialesXavier J. Aguilar GarcíaNo ratings yet
- Capitulo XV ConflictosDocument4 pagesCapitulo XV ConflictosXavier J. Aguilar GarcíaNo ratings yet
- Directorio Clero MayaguezDocument5 pagesDirectorio Clero MayaguezXavier J. Aguilar GarcíaNo ratings yet
- Ejercicios ElectroDocument45 pagesEjercicios ElectroJoseSainz100% (1)
- Capitulo XV ConflictosDocument4 pagesCapitulo XV ConflictosXavier J. Aguilar GarcíaNo ratings yet
- Control Estadístico CALIDADDocument36 pagesControl Estadístico CALIDADXavier J. Aguilar García100% (1)
- Presentacion Final INMEDocument36 pagesPresentacion Final INMEXavier J. Aguilar GarcíaNo ratings yet
- Presentacion Final INMEDocument36 pagesPresentacion Final INMEXavier J. Aguilar GarcíaNo ratings yet
- Foda SacrpDocument2 pagesFoda SacrpDaniel Morán YepesNo ratings yet
- A e 1 091Document2 pagesA e 1 091userNo ratings yet
- Folleto Lab ElectromagnetismoDocument24 pagesFolleto Lab ElectromagnetismoJosé FidelNo ratings yet
- CV Edwin Miguel Barboza DuranDocument8 pagesCV Edwin Miguel Barboza DuranEdwin Barboza DuranNo ratings yet
- Manual de Visio 2007Document18 pagesManual de Visio 2007Juan AntonioNo ratings yet
- Tríptico RAPDocument2 pagesTríptico RAPUniversidad La Araucana0% (1)
- Normas APA Sexta EdicionDocument3 pagesNormas APA Sexta Edicionhector cabritaNo ratings yet
- Medida CanadienseDocument3 pagesMedida CanadienseKiara Vásquez100% (1)
- Zabbix 18 Aspectos Funcionales MKDocument40 pagesZabbix 18 Aspectos Funcionales MKPablo Andres ZeballosNo ratings yet
- Sistemas DigitalesDocument147 pagesSistemas DigitalesDayana100% (1)
- Formas CuadraticasDocument12 pagesFormas CuadraticasPatricia PuigNo ratings yet
- Informe 1 MatlabDocument8 pagesInforme 1 MatlabAriel Cruz SusañoNo ratings yet
- Manual Canaima PDFDocument6 pagesManual Canaima PDFluis mendezNo ratings yet
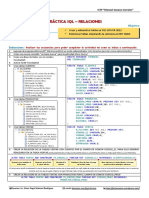
- Prc3a1ctica SQL 3Document3 pagesPrc3a1ctica SQL 3StevenWilliamsCastilloAbrilNo ratings yet
- QGIS 2.14 ManualDocument648 pagesQGIS 2.14 ManualAbril GzmnNo ratings yet
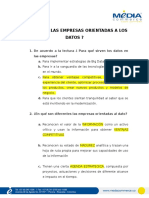
- Assessment Cultura de Datos RespuestasDocument4 pagesAssessment Cultura de Datos RespuestasjasbleiderNo ratings yet
- Cert. ValawaDocument2 pagesCert. ValawaROMARIONo ratings yet
- Práctica Base de DATOSDocument4 pagesPráctica Base de DATOSJuanGreenNo ratings yet
- Regresión Lineal Simple - ChsDocument7 pagesRegresión Lineal Simple - ChsranmachanNo ratings yet
- Eigrp Vs OspfDocument4 pagesEigrp Vs OspfsvittNo ratings yet
- Esquema Plan de Comunicación FestivalDocument4 pagesEsquema Plan de Comunicación Festivalberdinsareazoom5508No ratings yet
- 7metodología de Respuesta A Incidentes (IRMs) IRM9-MalwareEnSmartphones-OEA PDFDocument2 pages7metodología de Respuesta A Incidentes (IRMs) IRM9-MalwareEnSmartphones-OEA PDFgabymena06No ratings yet
- Investigacion de OperacionesDocument5 pagesInvestigacion de Operacionespe_maes2k77580No ratings yet
- Construcción e Interpretación Del Diagrama de Caja y BrazosDocument5 pagesConstrucción e Interpretación Del Diagrama de Caja y BrazosAndres GuevaraNo ratings yet
- IE AP02 AA3 EV02 Espec Requerimientos SI Casos UsoDocument4 pagesIE AP02 AA3 EV02 Espec Requerimientos SI Casos UsoANDREA SANABRIANo ratings yet
- Funciones Desarrollador de SoftwareDocument8 pagesFunciones Desarrollador de SoftwareHernández HernándezNo ratings yet
- Estructuras de Un Automatismo PLCDocument30 pagesEstructuras de Un Automatismo PLCDanielRomero0% (1)
- Cap 2 SucesionesDocument8 pagesCap 2 SucesionesRuben IturraldeNo ratings yet
- HOJA 1.NUMEROSNATURALES - SISTEMASDENUMERACIONdocx PDFDocument3 pagesHOJA 1.NUMEROSNATURALES - SISTEMASDENUMERACIONdocx PDFJoseRamonBascomptaGascóNo ratings yet
- Cuestionario 5 Invest - MercadosDocument13 pagesCuestionario 5 Invest - MercadosElisabeth SanchesNo ratings yet
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.From EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Rating: 5 out of 5 stars5/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.From EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Rating: 4 out of 5 stars4/5 (51)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónFrom EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónRating: 5 out of 5 stars5/5 (1)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másFrom EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másRating: 2.5 out of 5 stars2.5/5 (3)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosFrom EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosRating: 4 out of 5 stars4/5 (1)
- Influencia. La psicología de la persuasiónFrom EverandInfluencia. La psicología de la persuasiónRating: 4.5 out of 5 stars4.5/5 (14)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadFrom EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadRating: 5 out of 5 stars5/5 (1)
- 7 tendencias digitales que cambiarán el mundoFrom Everand7 tendencias digitales que cambiarán el mundoRating: 4.5 out of 5 stars4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaFrom EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaRating: 4.5 out of 5 stars4.5/5 (117)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaFrom EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaRating: 3.5 out of 5 stars3.5/5 (2)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainFrom EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainNo ratings yet
- La causa raiz de los accidentes: Historias de accidentes en la industriaFrom EverandLa causa raiz de los accidentes: Historias de accidentes en la industriaRating: 5 out of 5 stars5/5 (1)
- El dilema humano: Del Homo sapiens al Homo techFrom EverandEl dilema humano: Del Homo sapiens al Homo techRating: 4 out of 5 stars4/5 (1)
- La psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.From EverandLa psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.Rating: 4.5 out of 5 stars4.5/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasFrom EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasRating: 4.5 out of 5 stars4.5/5 (14)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialFrom EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialRating: 4.5 out of 5 stars4.5/5 (10)