You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Cutting Speed LaserDocument6 pagesCutting Speed LaserSrinivasan KasiNo ratings yet
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Tips On CuttingDocument2 pagesTips On Cuttingdev-nullNo ratings yet
- Spreader BarDocument1 pageSpreader BarJohn Rom CabadonggaNo ratings yet
- Worldwide Steel SpecificationsDocument34 pagesWorldwide Steel SpecificationsmilesmiconNo ratings yet
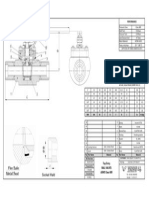
- Sample2 DrawingDocument1 pageSample2 DrawingSourav HaitNo ratings yet
- The Gently Curled Fingers of Your Guide HandDocument7 pagesThe Gently Curled Fingers of Your Guide HandRuby ann corpuzNo ratings yet
- Super Clamps-General Clamp Industries IncDocument19 pagesSuper Clamps-General Clamp Industries IncTagor SianiparNo ratings yet
- KOBE Steel SS Weld Filler Tables and Comparison SMAW GTAW SAW FCAW KWT - SUS - 3edDocument22 pagesKOBE Steel SS Weld Filler Tables and Comparison SMAW GTAW SAW FCAW KWT - SUS - 3edlram70No ratings yet
- Welding Consumable Comparison ListDocument7 pagesWelding Consumable Comparison ListMPCReader100% (1)
- Crane Engineering Data2Document40 pagesCrane Engineering Data2jerry666aNo ratings yet
- DesignManualAUGUST2014 Watermarked PDFDocument35 pagesDesignManualAUGUST2014 Watermarked PDFAbdelaziz BrakhliaNo ratings yet
- Litewalk Steel GratingDocument2 pagesLitewalk Steel GratingDr Bugs TanNo ratings yet
- DS Top Entry Ball Valve A105Document1 pageDS Top Entry Ball Valve A105Ercan YilmazNo ratings yet
- Heavy Hex NutsDocument3 pagesHeavy Hex NutsAhmadreza AminianNo ratings yet
- Material TableDocument1 pageMaterial TablepratikkapseNo ratings yet
- M2 U7 Plasma Arc CuttingDocument29 pagesM2 U7 Plasma Arc CuttingKenan MuhamedagicNo ratings yet
- Solidification Analysis of Investment Cast Knee Joint ImplantDocument7 pagesSolidification Analysis of Investment Cast Knee Joint ImplantijsretNo ratings yet
- Simply SupportedDocument9 pagesSimply Supportedpackya7191No ratings yet
- #160 Lifting Fixture 38tons 020807Document14 pages#160 Lifting Fixture 38tons 020807halder_kalyan9216No ratings yet
- Parallel Flange Channels (ALL Sections) : DiagramDocument1 pageParallel Flange Channels (ALL Sections) : Diagramalvin_tanNo ratings yet
- Mini ContainerDocument1 pageMini ContainerRezza AdityaNo ratings yet
- 4 EyeBolts-HoistRings-LiftingSlings - US PricingDocument5 pages4 EyeBolts-HoistRings-LiftingSlings - US PricingJohn MuellerNo ratings yet
- PT 20200520 Sungrow ESS Business Introduction V10 enDocument22 pagesPT 20200520 Sungrow ESS Business Introduction V10 enHoàng ChungNo ratings yet
- SOUDAL Product Catalogue 2016 129171Document68 pagesSOUDAL Product Catalogue 2016 129171Candice Diaz100% (1)
- ShacklesDocument16 pagesShacklesJerzy RistujczinNo ratings yet
- Demo Weld Cost Calc XL (Recovered)Document9 pagesDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskeNo ratings yet
- Leaflet Swing Beam Spreader PDFDocument1 pageLeaflet Swing Beam Spreader PDFGhyd ArtiagaNo ratings yet
- Piping Design CourseDocument22 pagesPiping Design CoursesanthoshkumarsmsNo ratings yet
- Marine Propulsion System Failures-A Review: Marine Science and EngineeringDocument14 pagesMarine Propulsion System Failures-A Review: Marine Science and EngineeringDavid NuñezNo ratings yet
- LinePipe PDFDocument3 pagesLinePipe PDFAutumn Assirem TrefoilNo ratings yet
- Dimensions of Weld Neck Flanges and Stud Bolts ASME B16.5 NPS 3Document1 pageDimensions of Weld Neck Flanges and Stud Bolts ASME B16.5 NPS 3Hanafi MansorNo ratings yet
- Profiled Sheeting AssemblyDocument24 pagesProfiled Sheeting Assemblyfhoria_20No ratings yet
- Bethlehem Structural Shapes Catalogue 1911Document122 pagesBethlehem Structural Shapes Catalogue 1911Alberto ChazarretaNo ratings yet
- Api 5L X52Document1 pageApi 5L X52Hai TranNo ratings yet
- C P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersDocument20 pagesC P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersArdian20No ratings yet
- Piling Codes of Practice in Southern AfricaDocument7 pagesPiling Codes of Practice in Southern AfricaMfanelo MbanjwaNo ratings yet
- Aa Spec 371002Document5 pagesAa Spec 371002JDNo ratings yet
- StainlessSteelData (GERPAAS)Document4 pagesStainlessSteelData (GERPAAS)ilovemould100% (1)
- American Structural ShapesDocument16 pagesAmerican Structural ShapesSYedZYnAleNo ratings yet
- ANSI Fittings WeightsDocument42 pagesANSI Fittings Weightsmatthewwalls4386No ratings yet
- Step by Step Procedure For Concrete RepairDocument4 pagesStep by Step Procedure For Concrete RepairMdShahbazAhmedNo ratings yet
- Steel Plate Specs ComparisonDocument3 pagesSteel Plate Specs ComparisonPuđa TomicaNo ratings yet
- Knauf ProductsDocument1 pageKnauf ProductsknudsenDenmarkNo ratings yet
- SABS Idlers 2008 PDFDocument29 pagesSABS Idlers 2008 PDFJay Ryan SantosNo ratings yet
- Flange ChartDocument4 pagesFlange ChartBowo Edhi WibowoNo ratings yet
- Basics of Shell and Tube Heat Exchangers With PDFDocument12 pagesBasics of Shell and Tube Heat Exchangers With PDFtruong cong truc100% (1)
- Technical DetailsDocument100 pagesTechnical Detailsnvkjayanth50% (2)
- Shearing Force & Bending Moment DiagramDocument17 pagesShearing Force & Bending Moment DiagramdearsaswatNo ratings yet
- Double Block Bleed ValveDocument18 pagesDouble Block Bleed ValveToty DzNo ratings yet
- Appendix ADocument25 pagesAppendix ALUIGI ARENANo ratings yet
- 38 JSW Steel Plant (1) - RA 06Document231 pages38 JSW Steel Plant (1) - RA 06annappaNo ratings yet
- As 3711.6-2000 Freight Containers Tank ContainersDocument8 pagesAs 3711.6-2000 Freight Containers Tank ContainersSAI Global - APACNo ratings yet
- Welding CalculationDocument10 pagesWelding CalculationMaqsood100% (1)
- Welding consumable calculation for Petrofac Berantai projectDocument10 pagesWelding consumable calculation for Petrofac Berantai projectkeymal9195No ratings yet
- DNV Design Lifting Unit 08456104Document5 pagesDNV Design Lifting Unit 08456104Eko Budi SantosoNo ratings yet
- Swire Mini Containers Spec SheetDocument2 pagesSwire Mini Containers Spec Sheetsopian320No ratings yet
- EAGLE Mechanical Seals: Rotating Outside Mount SealDocument2 pagesEAGLE Mechanical Seals: Rotating Outside Mount SealOscar SalazarNo ratings yet
- Peeled Round Steel BarsDocument9 pagesPeeled Round Steel BarsaxgasaNo ratings yet
- Computerised Design of Radial GatesDocument160 pagesComputerised Design of Radial GatesAnilkumar CmNo ratings yet
- Retaining Wall DesignDocument180 pagesRetaining Wall DesignsnirosNo ratings yet
- Seismic design forces for a four-storey RC buildingDocument26 pagesSeismic design forces for a four-storey RC buildingjonnyprem100% (1)
- Best Practice IndustrialDocument60 pagesBest Practice Industrialplienovyras100% (3)
- 1.06.02 Concrete Placement Lift Fall Heights PDFDocument3 pages1.06.02 Concrete Placement Lift Fall Heights PDFAnilkumar CmNo ratings yet
- DESIGN CALCULATION OF SPILLWAY GATEDocument11 pagesDESIGN CALCULATION OF SPILLWAY GATEramkumar121100% (5)
- 2.5 Technical Specifications For Hydro Mechanical WorksDocument62 pages2.5 Technical Specifications For Hydro Mechanical WorksAbhishek PandeyNo ratings yet
- m3l18 Lesson 18 The Moment - Distribution Method: IntroductionDocument15 pagesm3l18 Lesson 18 The Moment - Distribution Method: IntroductionVitor ValeNo ratings yet
- Hydropower Contents PDFDocument8 pagesHydropower Contents PDFAnilkumar CmNo ratings yet
- 08 08 99Document2 pages08 08 99Anilkumar CmNo ratings yet
- Detailed Design of Single-Storey Steel Portal FramesDocument135 pagesDetailed Design of Single-Storey Steel Portal FramespodderickNo ratings yet
- Wind Load Examples of Revised 875 Part 3Document110 pagesWind Load Examples of Revised 875 Part 3PRABHUTIRUPURNo ratings yet
- Is SP 6 6 1972 PDFDocument218 pagesIs SP 6 6 1972 PDFAnilkumar Cm100% (1)
- Criteria For Structural Design of Barrages and WeirsDocument27 pagesCriteria For Structural Design of Barrages and WeirsVSMS867825% (4)
- National Food Secu 1404268a PDFDocument16 pagesNational Food Secu 1404268a PDFAbhishek Kr GuptaNo ratings yet
- Purlin and Roof DesignDocument4 pagesPurlin and Roof DesignAnilkumar Cm100% (2)
- IITK-GSDMA Wind Codes DocumentDocument105 pagesIITK-GSDMA Wind Codes DocumentMadusha Galappaththi100% (2)
- IITK-GSDMA Wind Codes DocumentDocument105 pagesIITK-GSDMA Wind Codes DocumentMadusha Galappaththi100% (2)
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationLakshmi NarayananNo ratings yet
- Is 875-1-1987Document44 pagesIs 875-1-1987Anshal VyasNo ratings yet
- The Industrial Disputes ActDocument71 pagesThe Industrial Disputes ActsharmarohitmsNo ratings yet
- Is 875 3 1987Document69 pagesIs 875 3 1987Anilkumar CmNo ratings yet
- Selecting Hydraulic Reaction TurbinesDocument54 pagesSelecting Hydraulic Reaction TurbinesSasank100% (1)
- Is 1852Document28 pagesIs 1852kbasawaNo ratings yet
- Chhattisgarh Commercial Tax Act - 1994 Forms - FORM 59ADocument1 pageChhattisgarh Commercial Tax Act - 1994 Forms - FORM 59AAnilkumar CmNo ratings yet
- Autocad PlottingDocument12 pagesAutocad PlottingManish KewalramaniNo ratings yet
- I S 816 - 1969Document29 pagesI S 816 - 1969Hariprasad gantyalaNo ratings yet
- Central Excise Act 1944Document63 pagesCentral Excise Act 1944Krishna Das KotaNo ratings yet
- SMAW Electrode ClassificationDocument2 pagesSMAW Electrode ClassificationHarold GillNo ratings yet
- SMAW Electrode ClassificationDocument2 pagesSMAW Electrode ClassificationHarold GillNo ratings yet
- Filler SlabDocument4 pagesFiller Slabthusiyanthanp100% (1)
- IntuitionDocument10 pagesIntuitionmailsonNo ratings yet
- FED - Summer Term 2021Document18 pagesFED - Summer Term 2021nani chowdaryNo ratings yet
- Ex 2 6 FSC Part2 Ver3Document16 pagesEx 2 6 FSC Part2 Ver3Usama TariqNo ratings yet
- Ubiquiti Af60-Xr DatasheetDocument3 pagesUbiquiti Af60-Xr Datasheetayman rifaiNo ratings yet
- Air Con LouvresDocument1 pageAir Con LouvresChung May LynnNo ratings yet
- New Japa Retreat NotebookDocument48 pagesNew Japa Retreat NotebookRob ElingsNo ratings yet
- Professional Builder - Agosto 2014Document32 pagesProfessional Builder - Agosto 2014ValNo ratings yet
- Electronics HubDocument9 pagesElectronics HubKumaran SgNo ratings yet
- WBC Study Reveals God's NatureDocument11 pagesWBC Study Reveals God's NatureSherwin Castillo DelgadoNo ratings yet
- Neural Network For PLC PDFDocument7 pagesNeural Network For PLC PDFMarcelo Moya CajasNo ratings yet
- Teaching Support Untuk Managemen HRDocument102 pagesTeaching Support Untuk Managemen HRFernando FmchpNo ratings yet
- GEHC DICOM Conformance CentricityRadiologyRA600 V6 1 DCM 1030 001 Rev6 1 1Document73 pagesGEHC DICOM Conformance CentricityRadiologyRA600 V6 1 DCM 1030 001 Rev6 1 1mrzdravko15No ratings yet
- Template - Time in ManufacturingDocument2 pagesTemplate - Time in ManufacturingVero RoaNo ratings yet
- Examples of IELTS Speaking Part 1 QuestionsDocument15 pagesExamples of IELTS Speaking Part 1 QuestionsThanh TrầnNo ratings yet
- Amna Hameed: ObjectiveDocument2 pagesAmna Hameed: ObjectiveSabrina GandapurNo ratings yet
- Statement Bank MBBDocument11 pagesStatement Bank MBBminyak bidara01No ratings yet
- Philippine Politics Concepts ExplainedDocument3 pagesPhilippine Politics Concepts ExplainedAngel Lyn A Lacerna100% (1)
- RA For Installation & Dismantling of Loading Platform A69Document15 pagesRA For Installation & Dismantling of Loading Platform A69Sajid ShahNo ratings yet
- Lazo v. Judge TiongDocument9 pagesLazo v. Judge TiongKing BadongNo ratings yet
- Amway Final ReportDocument74 pagesAmway Final ReportRadhika Malhotra75% (4)
- Academic Writing & IdentityDocument218 pagesAcademic Writing & IdentityGustavo RegesNo ratings yet
- How 50 Million People Are Changing the WorldDocument5 pagesHow 50 Million People Are Changing the WorldCTRCTR0% (1)
- Tower Light Inspection ChecklistDocument19 pagesTower Light Inspection ChecklistMOHAMMED RIYAN TNo ratings yet
- Ultimate Guide To Construction SubmittalsDocument10 pagesUltimate Guide To Construction SubmittalsDavid ConroyNo ratings yet
- E.sybox - Esybox All Information PDFDocument56 pagesE.sybox - Esybox All Information PDFnle_16948No ratings yet
- PS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es PoDocument40 pagesPS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es Po7seguridadNo ratings yet
- A. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise SingaporeDocument2 pagesA. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise Singaporeng chee yongNo ratings yet
- Electronics Foundations - Basic CircuitsDocument20 pagesElectronics Foundations - Basic Circuitsccorp0089No ratings yet
- China Sichuan Province Se'Ergu Hydro Power Project PDD 20080821Document50 pagesChina Sichuan Province Se'Ergu Hydro Power Project PDD 20080821akhilkuwarNo ratings yet