You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Stainless Steel GuideDocument22 pagesStainless Steel Guideasfarjee67% (6)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Handling & Storage Procedure For Welding Consumables - W455Document6 pagesHandling & Storage Procedure For Welding Consumables - W455Jessie PimentelNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Coating Reference HandbookDocument145 pagesCoating Reference HandbookJessie Pimentel100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Microbiologia AmbientalDocument389 pagesMicrobiologia AmbientalLaura Bosco100% (1)
- Pfi-Es-3 (2000) PDFDocument4 pagesPfi-Es-3 (2000) PDFBarnum Pebble Darrel100% (1)
- MS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingDocument27 pagesMS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingJessie PimentelNo ratings yet
- MIP Thickener DesignDocument3 pagesMIP Thickener DesignHatem SalahNo ratings yet
- Molybdenum PDFDocument6 pagesMolybdenum PDFJessie PimentelNo ratings yet
- Guide To Storage Tanks and Equipment Part 1Document296 pagesGuide To Storage Tanks and Equipment Part 1Huno Rammlig90% (68)
- C5-21B B777 CapabilitiesDocument8 pagesC5-21B B777 CapabilitiesPablo Restrepo OssaNo ratings yet
- Insulation GuideDocument5 pagesInsulation GuideJessie PimentelNo ratings yet
- Additive Manufacturing STR 2 2018Document20 pagesAdditive Manufacturing STR 2 2018Denis StancuNo ratings yet
- Manual Minicas 2Document12 pagesManual Minicas 2ecotexano100% (1)
- 1Document37 pages1Sharat ChandraNo ratings yet
- Mechanical Insulation Design GuideDocument11 pagesMechanical Insulation Design GuideJessie PimentelNo ratings yet
- Mechanical Insulation Design GuideDocument8 pagesMechanical Insulation Design GuideJessie PimentelNo ratings yet
- Mechanical Insulation Design GuideDocument8 pagesMechanical Insulation Design GuideJessie PimentelNo ratings yet
- How To Check Pre Alignment MotorDocument6 pagesHow To Check Pre Alignment MotorJessie PimentelNo ratings yet
- Pressure Test ProcedureDocument53 pagesPressure Test ProcedureJessie PimentelNo ratings yet
- Piping QuestionnairesDocument4 pagesPiping QuestionnairesJessie PimentelNo ratings yet
- The Duties of The Welding InspectorDocument2 pagesThe Duties of The Welding InspectorJessie PimentelNo ratings yet
- Heat Tracing InsulationDocument8 pagesHeat Tracing InsulationJessie PimentelNo ratings yet
- ManganeseDocument7 pagesManganeseJessie PimentelNo ratings yet
- Pipe Fitting DimensionDocument39 pagesPipe Fitting DimensionJessie PimentelNo ratings yet
- Pipe Schedule SizeDocument1 pagePipe Schedule SizeJessie PimentelNo ratings yet
- Inspection ToolsDocument6 pagesInspection ToolsJessie PimentelNo ratings yet
- Micaceous Iron OxideDocument2 pagesMicaceous Iron OxideJessie Pimentel100% (1)
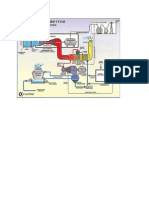
- Gas Turbine CycleDocument1 pageGas Turbine CycleJessie PimentelNo ratings yet
- Glossary For InsulationDocument32 pagesGlossary For InsulationJessie PimentelNo ratings yet
- Chemical3 8Document51 pagesChemical3 8Shambhu Singh RathoreNo ratings yet
- 1.4 Water Conservation: Water Monitoring and ManagementDocument3 pages1.4 Water Conservation: Water Monitoring and ManagementGaurav DuttaNo ratings yet
- Indoor Icerink Dehum SizingDocument4 pagesIndoor Icerink Dehum SizingmohdnazirNo ratings yet
- Rupsha Power Plant PDFDocument19 pagesRupsha Power Plant PDFHossain Mohammad MahbubNo ratings yet
- CH 8 Class 12 Chem PDFDocument12 pagesCH 8 Class 12 Chem PDFDhanushNo ratings yet
- Operator's Manual: EH Series Desiccant DryerDocument52 pagesOperator's Manual: EH Series Desiccant Dryermakhrufharsono 86No ratings yet
- Grundfos Literature 2667235.Pdf1682009798Document47 pagesGrundfos Literature 2667235.Pdf1682009798gamalNo ratings yet
- LMP NodalBasics 2004jan14Document61 pagesLMP NodalBasics 2004jan14Dzikri HakamNo ratings yet
- Food and Nutrition EssayDocument5 pagesFood and Nutrition EssayKavi BharathiNo ratings yet
- 12 Physics Exemplar Chapter 14Document11 pages12 Physics Exemplar Chapter 14Haarish KrishnamurthyNo ratings yet
- Solenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticDocument8 pagesSolenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticVivin Welroy RodriguesNo ratings yet
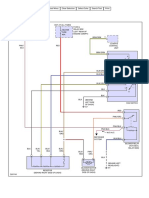
- Calefaccion Mazda 3 2006 - 2010Document2 pagesCalefaccion Mazda 3 2006 - 2010Jhon ConnorNo ratings yet
- Manual - BigMuff - Green RussianDocument10 pagesManual - BigMuff - Green RussianBen KussauerNo ratings yet
- 35-3000RKA-LEL Sample Draw Combustible Gas Detector: SpecificationsDocument18 pages35-3000RKA-LEL Sample Draw Combustible Gas Detector: SpecificationspcatruongNo ratings yet
- Design of Flywheel: Prepared By:-Mourya Sachin BabulalDocument16 pagesDesign of Flywheel: Prepared By:-Mourya Sachin BabulalSachin MouryaNo ratings yet
- GDI 14 - Exploration Aff - Lundeen-Langr-PointerDocument213 pagesGDI 14 - Exploration Aff - Lundeen-Langr-PointerGabrielj348100% (1)
- Revolution Wind (Deepwater Wind LLC) Public BidDocument130 pagesRevolution Wind (Deepwater Wind LLC) Public BidAndy TomolonisNo ratings yet
- LCM FormatDocument2 pagesLCM FormatSIMANTA KUMAR SAHUNo ratings yet
- Electrochemistry, PPT 3Document33 pagesElectrochemistry, PPT 3Ernest Nana Yaw AggreyNo ratings yet
- Analogue Addressable Repeater - MFAREP Fire Detection SystemDocument20 pagesAnalogue Addressable Repeater - MFAREP Fire Detection SystemShadi AbdelsalamNo ratings yet
- Motor Load MonitorDocument4 pagesMotor Load MonitorRenghat RumahorboNo ratings yet
- Ficha Pulsar 220 FsDocument11 pagesFicha Pulsar 220 FsWalter SaguiNo ratings yet
- Iq8Control C: 117 MM Esserbus-Plus, Loop 1 Loop 2 Esserbus TransponderDocument2 pagesIq8Control C: 117 MM Esserbus-Plus, Loop 1 Loop 2 Esserbus TranspondermotaNo ratings yet
- Catalog - For - Surface - Grinding - Machines - by - Kohinoor - Machine - ToolsDocument2 pagesCatalog - For - Surface - Grinding - Machines - by - Kohinoor - Machine - ToolsKohinoor Machine ToolsNo ratings yet
- An Experimental Study On Usage of Hollow Glass Spheres (HGS) For Reducing Mud Density in Geothermal DrillingDocument7 pagesAn Experimental Study On Usage of Hollow Glass Spheres (HGS) For Reducing Mud Density in Geothermal DrillingifebrianNo ratings yet