Professional Documents
Culture Documents
Proyecto Mecatronico II
Uploaded by
RonytogauchoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Proyecto Mecatronico II
Uploaded by
RonytogauchoCopyright:
Available Formats
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
INDICE
1.-INTRODUCCIN 2.-PLANTEAMIENTO DEL PROBLEMA 3.-JUSTIFICACIN 4.-OBJETIVOS DEL PROYECTO 5.-ALCANCES 6.-ANTECENDENTES
PAG 2 PAG 3 PAG 3 PAG 4
PAG 4
PAG 5
7.-APLICACIONES PRCTICAS DEL SISTEMA DE MANUFACTURA FLEXIBLE PAG 7 8.-CARACTERSTICAS DEL PRODUCTO FINAL
PAG 7
9.-ESQUEMA DEL PROCESO DE AUTOMATIZACION DE LA PLANTA PROTOTIPO PAG 7 10.-DIGRAMA FUNCIONAL 11.-ORGANIGRAMA 12.-ESTRATEGIA DE TRABAJO 13.-SISTEMAS QUE CONFORMAN LA PLANTA PROTOTIPO AUTOMATIZADA 14.- INFORME ECONMICO 15.- CONCLUSIONES 16.-BIBLIOGRAFIA
PAG 9 PAG 10 PAG 10
PAG 12 PAG 14 PAG 17 PAG 18
1 Seleccin de cilindros mangueras neumticos
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
CURSO DE PROYECTO MECATRONICO II PROYECTO A DESARROLLAR: SISTEMA DE MANUFACTURA FLEXIBLE INTEGRANTES DEL PROYECTO: ORTEGA RIMACHI , Luis Felipe CHACCA CUTI ,Edgar VALDIVIA ARIAS ,Cesar SILES NATES ,Fernando David
1.-INTRODUCCIN Sistema de Manufactura Flexible. Es un sistema integrado por mquinas -herramientas enlazadas mediante un sistema de manejo de materiales automatizado operado automticamente con tecnologa convencional o al menos por un CNC (control numrico por computador). DESCRIPCIN: Un FMS consta de varias mquinas-herramientas controladas numricamente por computador donde cada una de ellas es capaz de realizar muchas operaciones debido a la versatilidad de las mquinas-herramientas y a la capacidad de intercambiar herramientas de corte con rapidez (en segundos), estos sistemas son relativamente flexibles respecto al nmero de tipos de piezas que pueden producir de manera simultnea y en lotes de tamao reducido (a veces unitario). Estos sistemas pueden ser casi tan flexibles y de mayor complejidad que un taller de trabajo y al mismo tiempo tener la capacidad de alcanzar la eficacia de una lnea de ensamble bien balanceada. Las herramientas pueden ser entregadas al FMS tanto en forma manual como automtica. Por ejemplo a travs de vehculos guiados automatizados. Los FMS disponen de un sistema de manejo de materiales automatizado que transporta las piezas de una mquina a otra hacia dentro y fuera del sistema. Puede tratarse de vehculos guiados automticamente (AGV) conducidos por alambre de un sistema transportador o de carros remolcados por lnea y por lo general intercambian de plataforma con las mquinas. El empleo de los FMS permite flexibilidad productiva, gestin en tiempo real y acelerado nivel de automatizacin general, as que una celda en lnea es en resumen aceptar el ingreso de materia prima y sacar productos listos para ser ensamblados. Hay que decidir sobre la distribucin de planta de FMS, tiene que especificar los nmeros y el diseo tanto de las plataformas como de los distintos tipos de accesorios, se tiene que crear y organizar la planeacin, la programacin y las estrategias de control para operar el sistema. Las especificaciones del diseo y las necesidades cambian lo cual ocasiona que los diseos iniciales de un FMS varen mucho. Despus de la creacin y subsiguiente implantacin del diseo de FMS, los modelos resultan tambin tiles para establecer y programar la produccin a travs del sistema. As mismo se han manejado en la planeacin o estructuracin de un FMS para determinar los tipos de piezas que se deben seleccionar para maquinarlos de manera simultnea en un perodo prximo. Se ha recurrido a modelos matemticos en la programacin de un FMS para establecer la secuencia de entrada ptima de las 2
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
piezas y una secuencia optima en cada mquina-herramienta dada la mezcla actual de piezas. Los temas de control de un FMS involucran el monitoreo en tiempo real, para asegurarse de que el sistema se desempee como uno piensa y que se ha logrado la produccin esperada.
2.-PLANTEAMIENTO DEL PROBLEMA En la actualidad los sistemas mecatrnicos son una realidad, cada vez ms las plantas industriales requieren sistemas que desarrollen una tarea de produccin de forma automtica y que sea fcil de cambiar la secuencia de operaciones de acuerdo al plan de produccin que se tenga. En nuestra formacin como estudiantes es difcil poder adquirir un sistema de manufactura flexible por nuestra propia cuenta, debido al costo elevado de componentes. 3.-JUSTIFICACIN El desarrollo de una planta de manufactura flexible con componentes econmicos y accesorios que se pueden adaptar para una funcin especfica es factible debido a la variedad de componentes que se pueden encontrar en nuestro medio; juntamente con la habilidad del diseador se puede obtener una planta tan igual que el de una planta industrial. Razn por la cual una vez que se tenga la planta armada en mdulos, y junto con el uso de un controlador, se puede realizar varias secuencias de trabajo simulando lo que hace una planta real. Con ello las personas que usen el modulo podrn familiarizarse y adquirir un conocimiento mayor e incentivar a la transicin Universidad Campo de Trabajo.
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
4.-OBJETIVOS DEL PROYECTO Disear e implementar un sistema de manufactura flexible, empleando para ello principalmente elementos electroneumticos. Este sistema ser un diseo a pequea escala de una planta industrial. El diseo tendr como misin la reduccin de tiempos y costos de produccin, lo cual involucra la reduccin de personal a cargo de dichos sectores en una planta y adems garantizar una produccin elevada por medio de este proceso de automatizacin. El prototipo a escala tendr como objetivo ser un medio prctico para el uso de PLC en el rea educativa debido a su versatilidad y ergonoma que posee.
5.-ALCANCES 1. El prototipo implementado ser usado para realizar tareas de control empleando para ello un PLC, el cual gobernar la planta segn el programa que se desarrolle para el proceso. 2. Desarrollar diversas secuencias de programas que sern implementadas a travs de un programa. Adems se desarrollar un sistema de supervisin (SCADA) la cual realizar tareas de supervisin y adquisicin de datos y tambin sirva como una interfaz grafica. 3. Con la ejecucin del proyecto se pretende lograr hacer un trabajo en equipo distribuyendo las tareas de manera equitativa y las funciones que cada miembro debe desarrollar en el tiempo previsto para este trabajo 4. El estudio conllevar a la factibilidad del desarrollo del proyecto, ya que en la actualidad el sistema es costoso. Es decir se busca desarrollar el sistema a un menor costo en relacin con los materiales, pero con la funcionalidad que stos poseen.
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
6.-ANTECENDENTES Para entender el problema y ubicarnos en el punto en el cual se desea aplicar la investigacin, primero definiremos algunos conceptos globales en funcin a nuestro problema. AUTOMATIZACION La automatizacin reduce ampliamente la necesidad sensorial y mental del humano. La automatizacin como una disciplina de la ingeniera es ms amplia que un mero sistema de control, abarca la instrumentacin industrial, que incluye los sensores y transmisores de campo, los sistemas de control y supervisin, los sistema de transmisin y recoleccin de datos y las aplicaciones de software en tiempo real para supervisar y controlar las operaciones de plantas o procesos industriales. P.L.C. Los controladores lgicos programables o PLC (Programmable Logic Controller en sus siglas en ingls) son dispositivos electrnicos muy usados en automatizacin industrial. Como su mismo nombre lo indica, se ha diseado para programar y controlar procesos secuenciales en tiempo real. Por lo general, es posible encontrar este tipo de equipos en ambientes industriales. Los PLC sirven para realizar automatismos, se puede ingresar un programa en su disco de almacenamiento, y con un microprocesador integrado, corre el programa, se tiene que saber que hay infinidades de tipos de PLC los cuales tienen diferentes propiedades, que ayudan a facilitar ciertas tareas para las cuales se los disean. LA AUTOMATIZACION EN EL PERU En el Per la automatizacin an est en un proceso de desarrollo. El pequeo y mediano empresario an piensa que automatizar es una tcnica reservada para las grandes empresas. Es tarea de las instituciones educativas en coordinacin con el sector industrial, difundir y capacitar a empresarios, tcnicos, estudiantes y profesionales en las tcnicas de instrumentacin, control y automatizacin para lograr que a mediano plazo nuestra industria alcance el desarrollo tecnolgico requerido para convertirnos en un Pas altamente competitivo a nivel internacional. Importantes sectores industriales del Per vienen desarrollando grandes inversiones en la modernizacin de sus plantas, implementando nuevos sistemas de medicin y control para automatizar sus procesos de manufactura y produccin. El uso intensivo de redes industriales permite un manejo de la informacin precisa dentro de un sistema productivo, logrando un significativo ahorro econmico, calidad del producto y un nivel de eficiencia altamente competitivo. Trminos como SCADA, DCS, Telemetra, Telecontrol, PLC, Fieldbus, Hart,Modbus, Wireless, etc. son cada vez ms difundidos en la industria, lo cual hace necesario que nuestros centros educativos de nivel medio y superior actualicen los contenidos de sus programas curriculares acorde a la realidad actual del pas, formando los tcnicos y profesionales que nuestra industria requiere para su desarrollo. La Automatizacin Industrial es la herramienta que necesita el Per para continuar con su proceso de crecimiento y convertirnos en un pas lder de la regin. 5
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
Si bien es cierto aun en Per y otros pases en Amrica del Sur todava no son participes en el uso de los sistemas de automatizacin debido a la poca investigacin que se hace sobre estos procesos, adems de muchas industrias an siguen utilizando procesos industriales convencionales con lo que el proceso de automatizacin cada vez ms se aleja de ser una evidencia entre nosotros. PROPUESTA DE IMPLEMENTACIN DE UN PROTOTIPO AUTOMATIZADA DE USO EXPERIMENTAL Y EDUCATIVO DE PLANTA
Automatizar una planta, un proceso, o una lnea de ensamblaje involucra tener conocimientos de neumtica, electro neumtica, mecatronica, manejo de software de simulacin de procesos neumticos, PLC entre otros. Por lo que el fin de desarrollar un prototipo de planta es exclusivamente para fines de prueba y educativos de tal manera que el estudiante pueda verificar el comportamiento de las diversas partes que conforman una planta de procesos Industriales y adems lograr entender y desarrollar el proceso de automatizacin adecuado. El prototipo a ejecutarse se basa en la idea de un proceso de real industrial en donde no solamente se ejecuta un solo proceso convencional, sino que agrupa un conjunto de proceso y secuencias mediante las cuales se desarrolla una funcin, un trabajo o seleccin de piezas. El proceso de automatizacin ira siempre de la mano con el proceso de control, ambos son indispensables si se piensa a alcanzar un proceso rpido y preciso. La planta a ejecutar tendr una directa aplicacin referida al interfaz hombre maquina, para lo cual utilizara un sistema de PLC para lograrlo , los circuitos a implementar sern soportados por diversas clases de softwares que el estudiante debe de tener conocimiento y de esta forma saber en qu momento aplicar la lgica del problema en que se encuentre. El proyecto tendr o constara de 3 meses de ejecucin, incluyendo las 2 semanas de prueba que se tendr antes de poner en funcionamiento nuestra maquina
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
7.-APLICACIONES PRCTICAS DEL SISTEMA DE MANUFACTURA FLEXIBLE Carga de materias primas al sistema. Descarga de piezas terminadas. Programacin de los sistemas de maquinado por plc. Administracin del sistema en general. Almacenamiento automtico al mover las piezas a travs de las fajas.
8.-CARACTERSTICAS DEL PRODUCTO FINAL Un sistema flexible capaz de simular procesos de maquinado tales como taladrado o esmerilado as como tambin la manipulacin y paletizacion de diferentes piezas. 9.-ESQUEMA DEL PROCESO DE AUTOMATIZACION DE LA PLANTA PROTOTIPO La implementacin de nuestro proyecto consistir en el uso del control automtico, para lo cual elaboraremos el siguiente diagrama de General de Control, as tenemos: ENERGIA Consigna Unidad de Control Entradas
Salidas Respuesta
ACCIONAMIENTOS
Seales de Control
PLANTA
Seales de Realimentacion
INTERFASES
SENSORES Elemetos de potencia
Elemetos de Seal
Cuadro 2 . Esquema General de Control
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
Elementos ms importantes en la Automatizacin
Plant a
Sistema de Control
Automatismo Industrial
Equipos que permiten que la planta funcione de manera automtica Cuadro3 . Elementos ms importantes de la Automatizacin
Sistema de control
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
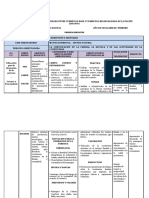
10.-DIGRAMA FUNCIONAL:
Proyecto a implementar
Identificacion del problema
Tiempos elevados de produccin de una industria haciendo uso de procesos convencionales Inversiones elevadas en el rea de Produccin a causa de la mano de obra en operacin Falta de mdulos didcticos destinados al estudio de los procesos de automatizacin y control con fines de aprendizaje y programacin
CONSTRUCCION DE UNA PLANTA PROTOTIPO DE USO INDUSTRIAL
INVESTIGACION
NECESIDADES
SOLUCIONES
FACTIBILIDAD
Aprovechar los procesos de automatizacin mediante aplicaciones de PLC Reduccin de los tiempos de Produccin en una Industria Mdulos de Automatizacin con fines de Programacin e investigacin
Construccin una planta prototipo de uso industrial para reducir los tiempos de produccin y dar solucin a los problemas de carcter econmico en el aspecto Industrial y de aprendizaje en el mbito educativo
Precio Tecnica
Tiempo Aprendizaje
PROCESO
PLANIFICACION Cronograma de tiempos Organigrama y responsabilidades DISEO DEL PROYECTO Bsqueda de informacion CONSTRUCCION Adquisicion de componentes a utilizar Emsamble del prototipo EVALUCACION
Pruebas y modificaciones del prototipo Puesta a punto
Seleccin de componentes Presentacin de la estructura Planos
Estrategia de trabajo
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE A
10
FATIBILIDAD
Precio
Precio de componentes y materiales para la fabricacin de prototipo
Tcnica
Facilidad de encontrar materiales de costo reducido pero de Buena funcionalidad.
Medio Ambiente
Personal de trabajo calificado y laboratorio con los equipos adecuados de trabajo.
11.-ORGANIGRAMA El presenten proyecto se desarrolla en base a un organigrama de la siguiente manera
DIRECTOR DEL PROYECTO Edgar Chacca Cuti
SUBDIRECTOR DEL PROYECTO Luis Felipe Ortega Rimachi
COORDINDOR DE DISEO ESTRUTURAL Cesar Valdivia Arias Fernando David Siles Nates
COORDINADOR DE DISEO NEUMTICO
Luis Felipe Ortega Rimachi
COORDINADOR DE AUTOMATIZACION Edgar Chacca Cuti
12.-ESTRATEGIA DE TRABAJO
Planteamiento de un cronograma de trabajo, el cual servir de gua en las diferentes etapas de construccin del proyecto. Realizar reuniones de trabajo peridicas con los coordinadores de cada rea los cuales entregaran un informe del avance logrado en el tiempo previsto a la DIRECCION. Adquirir conocimientos de profesionales del campo, y de esta manera reunir sugerencias y soluciones prcticas a los problemas que se presenten durante la implementacin del proyecto. Utilizar programas destinados a la generacin de cdigos para el manejo del PLC que en si es el medio principal de control en el proyecto a desarrollar.
10
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
11
Perfeccionamiento en el manejo y diseo de los diversos sistemas que comprenden una planta de automatizacin aplicando los conocimientos recibidos en cursos de diseo en ingeniera y control en ingeniera. Manejo e implementacin de los diversos tipos de sistemas de neumticos que se pueden disear para esta operacin.
11
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
12
13.-SISTEMAS QUE AUTOMATIZADA
CONFORMAN
LA
PLANTA
PROTOTIPO
Sistema electrnico
Sensores de posicin Controlador Lgico Programable Consola de control Vlvulas Electroneumticas
Sistema elctrico
Seleccin de conductores Indicadores luminosos
MAQUINA SECADORA DEGRANOS
Seleccin de Materiales para la implementacin de la estructura soporte Estructura metlica de la maquina Sistema Estructural y Mecnico Seleccin de la Faja Transportadora Seleccin de cilindros neumticos Seleccin de mangueras
12
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
13
14.- INFORME ECONMICO
13
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
14
14
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
15
Materiales y Costos
Cantida d Material Perfil de Aluminio Tornillos y Tuercas Motor DC Ventosas Pistones Neumticos Vlvulas Controlador Mangueras Faja Racores en forma T Finales de Carrera Conductores Borneras de conexin Soldadura ngulos de conexin Bujes Rodamientos Precio
15
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
16
CRONOGRAMA DE TRABAJO
(PERFIL DETALLADO) MES DE AGOSTO
Del 8 al 29 Las actividades realizadas en este periodo consistieron en seleccionar un modelo de proyecto a ejecutar, en esta etapa se elaboraron distintas propuestas las cuales fueron sustentadas y consultadas debidamente , se propusieron dos proyectos, el primero fue la implementacin de un control avanzado e implantarlo en el primer proyecto, implementado en el curso de PROYECTO MECATRONICO II , la segunda propuesta fue la de generar un nuevo proyecto basado en la implementacin de una planta automatizada para aplicaciones industriales, ambas propuestas fueron sometidas a prueba y evaluacin por parte del docente e integrantes del equipo de trabajo , con lo que se llego a la conclusin que se llevara a cabo de la implementacin del segundo proyecto en un plazo de 4 meses y a la culminacin de los mismos ser sustentado y presentado en la FERIA TECNOLOGIA UNIVERSITARIA organizado por el PPIMMEM en el mes de Noviembre del presente
MES DE AGOSTO MES DE SETIEMBRE
Del 27 al 19
En la segunta etapa del proyecto se procesio a la cotizacion de los equipos y sistemas que se requeriran en su contruccion , asi mismo se llevo a cabo la construccin de plataforma del sistema de manufactura , se ha iniciado la etaa de cotizacin tomando en cuenta los proveedores y los precios que ofrecen Se ha realizado matriz de funciones del sistema en la cual se indican la secuencia de funciones a seguir e indicar la mas optima del caso siendo un sistema de multiples procesos el cual fue elegido para desarrollar este proceso. Se han adquirido instrumentos y equipos como cilindros, ventosas, mangueras, vlvulas y uniones en T los cuales sern debidamente comparados con los equipos ya existentes y tener en cuenta las diferencias que posee y en la que difiere uno del otro Se ha elaborado el 1 informe escrito y presentacin del avance del proyecto
16
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
17
15.- CONCLUSIONES La primera etapa del proyecto ha demostrado ser uno de los pasos ms importantes en el diseo en ingeniera debido a que los parmetros y caractersticas se rigen mediante una secuencia la cual ha sido definida y establecida segn el requerimiento y caracterstica deseada. El diseo de manufactura flexible permitir a los desarrolladores emplear los conocimientos adquiridos de mecatrnica, adems una vez terminado, se podr trabajar como una planta de proceso real en que con un controlador y la posicin de los mdulos se podr cambiar la rutina del proceso. En la hoja de materiales encontramos todos los materiales sin ninguna dificultad por esta razn el proyecto se puede realizar sin ninguna percance algunos sensores los estamos adaptando como los finales de carrera
17
PROYECTO MECATRONICO II SISTEMA DE MANUFACTURA FLEXIBLE
18
16.-BIBLIOGRAFIA INSTRUMENTACION INDUSTRIAL,Antonio Creus , Alfaomega/2011 -8va edicin ROBOTICA, Anival Ollero Baturone , Marcombo/2007 STEP 7 Una manera fcil de programar PLC de Siemens Marcombo/2010 ,Pilar Mengual
18
You might also like
- Análisis del entorno fuzzytech y sus herramientas para la lógica difusaDocument15 pagesAnálisis del entorno fuzzytech y sus herramientas para la lógica difusaRonytogauchoNo ratings yet
- Tipos de CablesDocument2 pagesTipos de CablesRonytogauchoNo ratings yet
- EnsayoDocument7 pagesEnsayoRonytogauchoNo ratings yet
- Sensores robóticaDocument9 pagesSensores robóticaRoseli Kelin Ramos DuranNo ratings yet
- Unfv Castillo Neyra Alberto Edgardo Doctorado 2019Document126 pagesUnfv Castillo Neyra Alberto Edgardo Doctorado 2019Thomas SilvaNo ratings yet
- BENTRE24 Grilla de EvaluacionDocument2 pagesBENTRE24 Grilla de EvaluacionAgus MontiNo ratings yet
- TICS para la logística internaDocument11 pagesTICS para la logística internaEliana Marcela MedinaNo ratings yet
- Temp 5to - U2 - Dmpa 08Document8 pagesTemp 5to - U2 - Dmpa 08Wilber Franz Toledo MamaniNo ratings yet
- Cambios en La Severidad en Oracle Support WebinarDocument24 pagesCambios en La Severidad en Oracle Support WebinarEmiliano PungitoreNo ratings yet
- TEMA 2 - Instalacion y ArranqueDocument26 pagesTEMA 2 - Instalacion y ArranqueAlejandro RoncesvallesNo ratings yet
- El Corazón de La ÉticaDocument5 pagesEl Corazón de La ÉticaAnna VlachNo ratings yet
- App Nivel de BurbujaDocument17 pagesApp Nivel de BurbujaInformación Bilingüe El PradoNo ratings yet
- Semana 4 Sig (Teoria)Document27 pagesSemana 4 Sig (Teoria)Juan LinaresNo ratings yet
- Libro Estrategia Competitiva Michael Porter ResumenDocument3 pagesLibro Estrategia Competitiva Michael Porter ResumenGeMaBazarGbpRNo ratings yet
- Tarjeta CNCDocument15 pagesTarjeta CNCEzequiel Otañes MendesNo ratings yet
- Frei LinDocument2 pagesFrei LinFreilin Misael Solano RodriguezNo ratings yet
- Informe RTDDocument7 pagesInforme RTDJavier Camilo Aldana Barrera100% (1)
- 4320 3 PDFDocument80 pages4320 3 PDFAngela HernandezNo ratings yet
- MODULO 1. Introducción A Data WarehousingDocument16 pagesMODULO 1. Introducción A Data WarehousingderianNo ratings yet
- ARMONIZACIÓNDocument912 pagesARMONIZACIÓNRodry SotoNo ratings yet
- Leica FlexLine TS09plus BRODocument6 pagesLeica FlexLine TS09plus BROsdfsdfsNo ratings yet
- Diapositiva 1 Conceptos Basicos de AutomatizacionDocument12 pagesDiapositiva 1 Conceptos Basicos de AutomatizacionaldoNo ratings yet
- Ventajas y Desventajas de Los Avances CientificosDocument4 pagesVentajas y Desventajas de Los Avances Cientificosbego14110% (1)
- LA 1427 01027 A Desarrollo Calidad Vida V1 PDFDocument291 pagesLA 1427 01027 A Desarrollo Calidad Vida V1 PDFNoemiRodriguezNo ratings yet
- Guillermo Nuñez Tareas3Document7 pagesGuillermo Nuñez Tareas3guillermo andres nuñezNo ratings yet
- Áreas de Aplicación de La Investigación de OperacionesDocument2 pagesÁreas de Aplicación de La Investigación de OperacionesRenelmo Favian Cordova Ramirez100% (2)
- Sistemas de AlmacenajeDocument15 pagesSistemas de Almacenajekatherine linaresNo ratings yet
- Matriz de Cumplimiento Ambiental Reina Del CisneDocument9 pagesMatriz de Cumplimiento Ambiental Reina Del CisneBoris Eduardo Pucha MedinaNo ratings yet
- Resumen Frecuencias Eléctricas de 50 y 60 HZDocument3 pagesResumen Frecuencias Eléctricas de 50 y 60 HZgapc21No ratings yet
- Medidor de Consumo Eléctrico (Wattimetro) SterenDocument1 pageMedidor de Consumo Eléctrico (Wattimetro) SterenolgamurciaNo ratings yet
- Sistema de aire comprimido industrialDocument12 pagesSistema de aire comprimido industrialDavid Leonardo Aquino VazquezNo ratings yet
- Actividad 5 - Semana 10 y 11 (Desarrollada)Document3 pagesActividad 5 - Semana 10 y 11 (Desarrollada)andresNo ratings yet
- CV Merek DossaDocument104 pagesCV Merek DossaGenaro Edjo NcoNo ratings yet
- Portales de ArquitecturaDocument7 pagesPortales de ArquitecturaRoxana SantanaNo ratings yet