You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Effect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFDocument10 pagesEffect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFsachinguptachdNo ratings yet
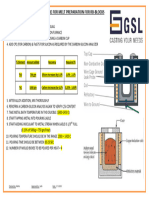
- Standard Operating Procedure For Melt Preparation For RBDocument1 pageStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNo ratings yet
- Masterclass - Pouring System Part 2Document13 pagesMasterclass - Pouring System Part 2Siddharth GuptaNo ratings yet
- Technical Paper On MG Recovery & Slag Control.Document8 pagesTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNo ratings yet
- 243-03 Advanced Coating TechnologyDocument8 pages243-03 Advanced Coating TechnologySiddharth GuptaNo ratings yet
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 pagesVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNo ratings yet
- BK 782Document1 pageBK 782Siddharth GuptaNo ratings yet
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDocument10 pagesHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaNo ratings yet
- Sulphur 2Document8 pagesSulphur 2Siddharth GuptaNo ratings yet
- Air Supply Systemof CupolaDocument26 pagesAir Supply Systemof CupolaSiddharth GuptaNo ratings yet
- COSTING of CASTINGDocument34 pagesCOSTING of CASTINGSiddharth Gupta100% (1)
- Biomass GasifierDocument2 pagesBiomass GasifierSiddharth GuptaNo ratings yet
- GIMPEX Brochures-RenewDocument21 pagesGIMPEX Brochures-RenewSiddharth GuptaNo ratings yet
- 2 Casting FormingDocument56 pages2 Casting FormingMohana KrishnanNo ratings yet
- WP102 Reduce Air Use Drying BlowoffDocument7 pagesWP102 Reduce Air Use Drying BlowoffSiddharth GuptaNo ratings yet
- Influence of Steel Scrap On Microstructure and Mechanical PropertiesDocument6 pagesInfluence of Steel Scrap On Microstructure and Mechanical PropertiesSiddharth GuptaNo ratings yet
- Cooling Rate and Graphite Structure of Final EutecticDocument5 pagesCooling Rate and Graphite Structure of Final EutecticSiddharth GuptaNo ratings yet
- Autocad Mech 2009 UserguideDocument414 pagesAutocad Mech 2009 UserguideJose OlivarNo ratings yet
- Tool GeometryDocument1 pageTool GeometrySiddharth GuptaNo ratings yet
- Azufre Tipo de GrafitoDocument13 pagesAzufre Tipo de Grafitojose.figueroa@foseco.comNo ratings yet
- Foundry EngDocument143 pagesFoundry EngGirmay FasilNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- ErosionDocument3 pagesErosiondellibabu509No ratings yet
- Eutectic Cell and Nodule Count in Cast IronDocument8 pagesEutectic Cell and Nodule Count in Cast IronSiddharth GuptaNo ratings yet
- P 2010 ED tcm16 6752Document21 pagesP 2010 ED tcm16 6752bharatonkarNo ratings yet
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocument3 pagesInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNo ratings yet
- Ekc 102Document16 pagesEkc 102minhdung76npNo ratings yet
- Pneumatic Fittings Push in FittingsDocument7 pagesPneumatic Fittings Push in FittingsSiddharth GuptaNo ratings yet
- ModinamaDocument142 pagesModinamamehul3685No ratings yet
- The Basics of Wheel Blasting PDFDocument6 pagesThe Basics of Wheel Blasting PDFSiddharth GuptaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Jose Rizal Memorial State University: The Premier University in ZamboangadelnorteDocument43 pagesJose Rizal Memorial State University: The Premier University in ZamboangadelnorteJay Calalang ManatadNo ratings yet
- 6th Semester & 3rd Year ENVS Important Question BankDocument41 pages6th Semester & 3rd Year ENVS Important Question BankRaginee MahatoNo ratings yet
- Hysol EA934NA Part B 8OZ MSDSDocument5 pagesHysol EA934NA Part B 8OZ MSDSSEBASTIAN CARDONA QUIMBAYANo ratings yet
- HSE Issues in The Petroleum IndustryDocument4 pagesHSE Issues in The Petroleum Industrycrtnngl0No ratings yet
- Community Health Nursing Solving, Ranking, and Justifying ProblemsDocument13 pagesCommunity Health Nursing Solving, Ranking, and Justifying ProblemsDaimin TevesNo ratings yet
- MSDS Volvo Prem Gear Oil 85W140Document9 pagesMSDS Volvo Prem Gear Oil 85W140santismecanicaNo ratings yet
- Graduation Project Report 2Document30 pagesGraduation Project Report 2Omar ZakiNo ratings yet
- Self Learning Activity 15 in NGEC 0723 (TCW) AY 2020-2021Document5 pagesSelf Learning Activity 15 in NGEC 0723 (TCW) AY 2020-2021Rhonalyn Mantolino MendozaNo ratings yet
- Science 5 Q1 W7Document23 pagesScience 5 Q1 W7Shirley PicioNo ratings yet
- AAnalyst 200 Users and Service GuideDocument331 pagesAAnalyst 200 Users and Service GuideCarneNo ratings yet
- The Punjab Environmental Protection Act 2012Document7 pagesThe Punjab Environmental Protection Act 2012shaheer khanNo ratings yet
- City Vs VillageDocument4 pagesCity Vs VillageAyuni Warhamni100% (2)
- Quiz 1 Environmental HealthDocument2 pagesQuiz 1 Environmental HealthIvory PhublicoNo ratings yet
- Tle-Agri Crop 2q-Week 3-Final (Waste Material Management)Document10 pagesTle-Agri Crop 2q-Week 3-Final (Waste Material Management)Mary Grace PesalboNo ratings yet
- UntitledDocument13 pagesUntitledGeorge ThomasNo ratings yet
- BBA AssignmentDocument2 pagesBBA Assignmentarchana agarwalNo ratings yet
- 01 Guidance On Iso 9001 2008 Sub-Clause 1.2 ApplicationDocument332 pages01 Guidance On Iso 9001 2008 Sub-Clause 1.2 ApplicationSyed Umair HashmiNo ratings yet
- Personal Notes 4Document214 pagesPersonal Notes 4ridhiNo ratings yet
- Ielts 6.5 - WritingDocument12 pagesIelts 6.5 - WritingĐàm Quang Thanh TúNo ratings yet
- MSDS Europe - 880 - 02 - en - 30210 UKDocument7 pagesMSDS Europe - 880 - 02 - en - 30210 UKJermain BarbadosNo ratings yet
- Ecological Solid Waste Management ACT OF 2000Document49 pagesEcological Solid Waste Management ACT OF 2000coyzzdgNo ratings yet
- Associate Env PRACTICE Questions 1.0 PDFDocument13 pagesAssociate Env PRACTICE Questions 1.0 PDFLOKESH REDDYNo ratings yet
- FOOD PROCESS Week 6 Conduct Work in Accordance With Environmental Policies and ProceduresDocument27 pagesFOOD PROCESS Week 6 Conduct Work in Accordance With Environmental Policies and ProceduresLEO CRISOSTOMONo ratings yet
- Waste Management ProcedureDocument3 pagesWaste Management ProcedureBoby ThomasNo ratings yet
- Hazardous Waste DisposalDocument5 pagesHazardous Waste DisposalKamlesh MistriNo ratings yet
- Assignment ThermaxDocument37 pagesAssignment ThermaxAmbar Gaikwad100% (1)
- Garbage Management PlanDocument24 pagesGarbage Management Planwaleed yehiaNo ratings yet
- Sumari RJ PDFDocument77 pagesSumari RJ PDFHansc CondoriNo ratings yet
- The Porch Maiden IssueDocument124 pagesThe Porch Maiden IssueJudy Ann obilloNo ratings yet