You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Applied Combinatorics, Second Edition by Fred S Roberts, Barry TesmanDocument889 pagesApplied Combinatorics, Second Edition by Fred S Roberts, Barry TesmanAnil kumarNo ratings yet
- Reso Course PlannerDocument2 pagesReso Course PlannerSnehasishGhosh100% (1)
- IGCSE Math (Worked Answers)Document22 pagesIGCSE Math (Worked Answers)Amnah Riyaz100% (1)
- Maintenance of SubstationDocument129 pagesMaintenance of Substationrama mohan100% (1)
- Advisor Webcast Exadata Disk Management and Troubleshotting Tips FinalDocument84 pagesAdvisor Webcast Exadata Disk Management and Troubleshotting Tips FinalethenhuntNo ratings yet
- Seguridad Electrica 4Document28 pagesSeguridad Electrica 4salo081018No ratings yet
- UI5 TrainingDocument110 pagesUI5 TrainingShailesh KumarNo ratings yet
- Citect V7.0 Error Codes PDFDocument13 pagesCitect V7.0 Error Codes PDFWahyu PrakosoNo ratings yet
- Triac BT137-600DDocument6 pagesTriac BT137-600DEverton AlvesNo ratings yet
- S7 314 IFM: Hardware and InstallationDocument87 pagesS7 314 IFM: Hardware and InstallationNitko NetkoNo ratings yet
- Guide For Dynamic Report Generator - EndsfsdfsdfsdfsdfDocument15 pagesGuide For Dynamic Report Generator - Endsfsdfsdfsdfsdfmtech structuresNo ratings yet
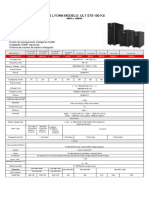
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzNo ratings yet
- Coefficient of Linear Expansion: 1) IntroductionDocument10 pagesCoefficient of Linear Expansion: 1) IntroductionCynthia PeterNo ratings yet
- 2 (Molecular Diffusion in Gases)Document66 pages2 (Molecular Diffusion in Gases)Nasir ShamsNo ratings yet
- Adiabatic Logic: An Alternative Approach To Low Power Application CircuitsDocument6 pagesAdiabatic Logic: An Alternative Approach To Low Power Application CircuitsBibartan DasNo ratings yet
- 626178a42e9a0 Visual Programming Final PaperDocument8 pages626178a42e9a0 Visual Programming Final PaperSaim AhmedNo ratings yet
- Faculty of Engineering Mechanical Engineering Program: Vibration Engineering Lab: KM31401: LAB IVDocument7 pagesFaculty of Engineering Mechanical Engineering Program: Vibration Engineering Lab: KM31401: LAB IVhasmikaNo ratings yet
- Carbon 06 00052Document17 pagesCarbon 06 00052Elbahi DjaalabNo ratings yet
- Columns and preconditions reportDocument2 pagesColumns and preconditions reportIndradeep ChatterjeeNo ratings yet
- Sand, Salt, IronDocument1 pageSand, Salt, IronKevin ChoyNo ratings yet
- Búsqueda Del Medio - RENR6305 - 994F Wheel Loader Power TrainDocument5 pagesBúsqueda Del Medio - RENR6305 - 994F Wheel Loader Power TrainDavidCPNo ratings yet
- Experimental Noize Guitar Set 1 Effects PedalDocument2 pagesExperimental Noize Guitar Set 1 Effects PedalSingani Titicaca100% (1)
- Full Text 01Document110 pagesFull Text 01GumbuzaNo ratings yet
- Install and Configure Computer SystemsDocument18 pagesInstall and Configure Computer SystemsAlbino LarozaNo ratings yet
- Nms5Lx 6.6.1: User ManualDocument590 pagesNms5Lx 6.6.1: User ManualGentjan ZogaNo ratings yet
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarNo ratings yet
- The Pythagorean Spiral ProjectDocument2 pagesThe Pythagorean Spiral Projectapi-316478863No ratings yet
- 2011 Nov P1 Maths L2Document9 pages2011 Nov P1 Maths L2nhlanhlamhlambi3No ratings yet
- Star and Its PropertiesDocument4 pagesStar and Its PropertiesRemond BalabaNo ratings yet
- Newtons CowsDocument9 pagesNewtons CowsLawrence Lim Ah KowNo ratings yet