You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FULLTEXT01Document246 pagesFULLTEXT01rayzo2182No ratings yet
- Test Format Light & WaveDocument7 pagesTest Format Light & WaveDewan Olin ChotepadaeNo ratings yet
- RFP Iecc KochiDocument73 pagesRFP Iecc KochiCUBE ProjectsNo ratings yet
- Radiation Dose Limits: Appendix BDocument6 pagesRadiation Dose Limits: Appendix BVaradha RajanNo ratings yet
- Proceedings CIB W062 2018 SymposiumDocument354 pagesProceedings CIB W062 2018 SymposiumdplumbingNo ratings yet
- Sunlight Battery 12V 12ahDocument1 pageSunlight Battery 12V 12ahCarolyn MunozNo ratings yet
- Mass SpectrosDocument47 pagesMass SpectrosEdward PittsNo ratings yet
- 1.TareaParticipacion 2do - ParcialDocument19 pages1.TareaParticipacion 2do - ParcialLeonardo EstradaNo ratings yet
- Static-Electricity (Edexcel Igcse) WorksheetDocument9 pagesStatic-Electricity (Edexcel Igcse) Worksheetertugoz100% (1)
- IT Chem F5 Mid-Year Examination (E)Document10 pagesIT Chem F5 Mid-Year Examination (E)Norzawati NoordinNo ratings yet
- Act 4070Document10 pagesAct 4070Diego PachecoNo ratings yet
- Verified Carbon StandardDocument34 pagesVerified Carbon Standardkamlesh pardeshiNo ratings yet
- Voltage DropDocument18 pagesVoltage DropVaughn GaneloNo ratings yet
- Buhler Rice Processing Catalogue Global 2015 PDFDocument32 pagesBuhler Rice Processing Catalogue Global 2015 PDFdoniNo ratings yet
- Barracuda Lite 19 WS RegularDocument2 pagesBarracuda Lite 19 WS RegularcarlosorizabaNo ratings yet
- Timing Belt RemovalDocument4 pagesTiming Belt RemovalrenimoNo ratings yet
- Lincoln Vantage 300 CaracterísticasDocument8 pagesLincoln Vantage 300 CaracterísticasJean MunozNo ratings yet
- Frax22b Frax22d Drx32ddlmanualDocument18 pagesFrax22b Frax22d Drx32ddlmanualPawel Vlad LatoNo ratings yet
- CD 4069Document7 pagesCD 4069Ch S SrinivasNo ratings yet
- MONTZ Main Cataloque PDFDocument69 pagesMONTZ Main Cataloque PDFswaminathanNo ratings yet
- Faults in Power SystemDocument14 pagesFaults in Power SystemHafizi IdrisNo ratings yet
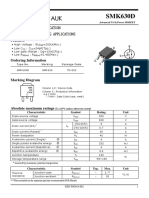
- SMK 630 DDocument8 pagesSMK 630 DMuhammad Chaidir FhadlyNo ratings yet
- 2D& 3D-Kate Susannah - Lindsay Sorin and Michelle Maranto-Option 2 - 22.03.23Document11 pages2D& 3D-Kate Susannah - Lindsay Sorin and Michelle Maranto-Option 2 - 22.03.23Miliausha KarimNo ratings yet
- TALAT Lecture 1253: CreepDocument26 pagesTALAT Lecture 1253: CreepCORE Materials100% (1)
- D Aerator SS6000 Liquid Settlement System de Airing Unit SSB0011BDocument1 pageD Aerator SS6000 Liquid Settlement System de Airing Unit SSB0011BMiguel Angel BoldúNo ratings yet
- 16operation StartingadieselengineDocument76 pages16operation StartingadieselengineVijay HanchinalNo ratings yet
- For Less: Stack MoreDocument12 pagesFor Less: Stack MoreKshitiz MittalNo ratings yet
- Soliton WavesDocument42 pagesSoliton WavesAbdalmoedAlaiashyNo ratings yet
- What Is A Gripper? Why Use One?: GrippersDocument4 pagesWhat Is A Gripper? Why Use One?: Gripperssagarsinghal26No ratings yet
- Colfax Mechanical Seal LeakageDocument4 pagesColfax Mechanical Seal Leakagesoumya19800000000No ratings yet