You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- One Dimensional FlowDocument75 pagesOne Dimensional FlowJashia IslamNo ratings yet
- Engineering Mechanics and Strength of MaterialsDocument9 pagesEngineering Mechanics and Strength of MaterialsscarlettNo ratings yet
- May-2020 MS (P2 M2)Document17 pagesMay-2020 MS (P2 M2)Syed Aziz HaiderNo ratings yet
- ISO IEC 17025 2017 Lab Competence HandoutDocument63 pagesISO IEC 17025 2017 Lab Competence Handoutjef1234321No ratings yet
- Accuracy and Precision Tests Using Differential GPS: For Natural Resource ApplicationsDocument10 pagesAccuracy and Precision Tests Using Differential GPS: For Natural Resource ApplicationsUsmanNo ratings yet
- JEE Mains Mock Test 01 - Test Paper (Physics) - (Lakshya JEE 2023)Document10 pagesJEE Mains Mock Test 01 - Test Paper (Physics) - (Lakshya JEE 2023)Hacker KingNo ratings yet
- Ratio and ProportionDocument5 pagesRatio and Proportionashubabu362No ratings yet
- Conservation of Mechanical Energy: Driving Question - ObjectiveDocument7 pagesConservation of Mechanical Energy: Driving Question - ObjectiveTal DooreckNo ratings yet
- Engineering Bridging Program KitDocument222 pagesEngineering Bridging Program KitVincent MontalbanNo ratings yet
- Kinematics 9702 Questions - 3Document1 pageKinematics 9702 Questions - 3Zeeshan AhmedNo ratings yet
- Activity Sheet 1 - Length and TimeDocument12 pagesActivity Sheet 1 - Length and TimeFathima AliNo ratings yet
- CET 1 MCQDocument11 pagesCET 1 MCQArunodhaya NNo ratings yet
- 5mm Round With Flange Type Uv Led Technical Data Sheet: Spec No.: B508 X335 Rev No.: V.3 Date: May./23/2008 Page: 1 OF 7Document7 pages5mm Round With Flange Type Uv Led Technical Data Sheet: Spec No.: B508 X335 Rev No.: V.3 Date: May./23/2008 Page: 1 OF 7machogamerNo ratings yet
- 3.1-3.2 Frames of Reference and Centripetal Motion TemplateDocument6 pages3.1-3.2 Frames of Reference and Centripetal Motion TemplateAyman HalimeNo ratings yet
- Technical Data of The Fan: RZR 13-1250: To Motor: Siemens-IE3 1LE1003-1DB43-4AB4/IE3Document3 pagesTechnical Data of The Fan: RZR 13-1250: To Motor: Siemens-IE3 1LE1003-1DB43-4AB4/IE3mahmadwasiNo ratings yet
- Liquid Solution (13th)Document19 pagesLiquid Solution (13th)Raju SinghNo ratings yet
- Measurement Calibration Turbine Gas Meter Matching Reynolds Number DensityDocument8 pagesMeasurement Calibration Turbine Gas Meter Matching Reynolds Number DensityBahaa HasanNo ratings yet
- ATPL Navigation 2Document17 pagesATPL Navigation 2ScipioNo ratings yet
- MRTS-3 (Paper With Solution)Document35 pagesMRTS-3 (Paper With Solution)semofederationNo ratings yet
- Ch-5 MENG 335Document28 pagesCh-5 MENG 335Khurram SattarNo ratings yet
- PH Combinado clf10 PDFDocument122 pagesPH Combinado clf10 PDFDinis MartinsNo ratings yet
- Surveying NotesDocument10 pagesSurveying NotesCarl NellasNo ratings yet
- Question Paper PHY C 302 Electrodynamics IIDocument3 pagesQuestion Paper PHY C 302 Electrodynamics IISandesh KaradNo ratings yet
- The Study Of, The and The Associated With Them.: Electric Charges at Rest Forces Between Them Electric FieldsDocument77 pagesThe Study Of, The and The Associated With Them.: Electric Charges at Rest Forces Between Them Electric FieldsJhen Ivy50% (2)
- 1959 Servicio Geodesico Interamericano - RED de TRIANGULACION REP. DOM.Document144 pages1959 Servicio Geodesico Interamericano - RED de TRIANGULACION REP. DOM.Manuel GuerreroNo ratings yet
- Allen Major 1 QPDocument23 pagesAllen Major 1 QPelavarasanipadNo ratings yet
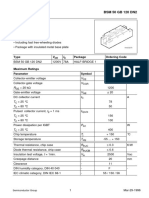
- BSM50GB120DN2Document4 pagesBSM50GB120DN2مجید تولاییNo ratings yet
- Experiment # 8: Conduction Through Copper Bars: 8.0 ObjectivesDocument9 pagesExperiment # 8: Conduction Through Copper Bars: 8.0 ObjectivessantoshNo ratings yet
- RM3545 RM3544 DsDocument12 pagesRM3545 RM3544 DsWira Technic UtamaNo ratings yet
- Catalogo de Medidor FMG, Rotary Meter Series FMR PDFDocument9 pagesCatalogo de Medidor FMG, Rotary Meter Series FMR PDFMARLON MARIO MELGAREJO ACOSTANo ratings yet