You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Asaan Remittance Account - FAQsDocument3 pagesAsaan Remittance Account - FAQsqazi12No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Size ChartDocument8 pagesSize ChartJay PanapanaanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Saes 0001 Chemical Cleaning of BoilersDocument56 pagesSaes 0001 Chemical Cleaning of Boilersqazi12No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- SAIC-B-2002 Rev 0 PDFDocument1 pageSAIC-B-2002 Rev 0 PDFqazi12No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Welding Inspection Qualifications & Testing Procedures PDFDocument116 pagesWelding Inspection Qualifications & Testing Procedures PDFHagen_of_Tronje100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SAIC-A-2013 Rev 0Document4 pagesSAIC-A-2013 Rev 0qazi12No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- John Lucas PDFDocument30 pagesJohn Lucas PDFqazi12No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Size ChartDocument8 pagesSize ChartJay PanapanaanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Size ChartDocument8 pagesSize ChartJay PanapanaanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Manual Rim Vent Pressure Relief Valve North America Only Fisher en 135480Document4 pagesManual Rim Vent Pressure Relief Valve North America Only Fisher en 135480qazi12No ratings yet
- Saic K 4039Document1 pageSaic K 4039dilshadmit1280No ratings yet
- SAES-Q-010 Cement Based, Non-Shrink Grout PDFDocument4 pagesSAES-Q-010 Cement Based, Non-Shrink Grout PDFWaqar Ahmed100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- SAIC-A-2013 Rev 0Document2 pagesSAIC-A-2013 Rev 0philipyapNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- SAIC-A-2009 Rev 0Document3 pagesSAIC-A-2009 Rev 0philipyapNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Saic K 4039Document1 pageSaic K 4039dilshadmit1280No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Saudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 25-May-05 MechDocument2 pagesSaudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 25-May-05 Mechqazi12No ratings yet
- SAIC-A-2001 Rev 0Document3 pagesSAIC-A-2001 Rev 0bluelions_19No ratings yet
- Saic K 4039Document1 pageSaic K 4039dilshadmit1280No ratings yet
- Finnish Education in A NutshellDocument3 pagesFinnish Education in A Nutshellqazi12No ratings yet
- How To Creat Effective BrochureDocument4 pagesHow To Creat Effective BrochureFarrukh TouheedNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- G-STAR 2018: Global Game ExhibitionDocument12 pagesG-STAR 2018: Global Game Exhibitionqazi12No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Introduction To Finland & HelsinkiDocument12 pagesIntroduction To Finland & HelsinkiMarcelo Vial RoeheNo ratings yet
- Estimating Your API Test Score Eliminate 8 Weeks of Fretting While You Wait For Your API Exam Score! MSTSDocument3 pagesEstimating Your API Test Score Eliminate 8 Weeks of Fretting While You Wait For Your API Exam Score! MSTSqazi12No ratings yet
- Finnish education system promotes equity and lifelong learningDocument28 pagesFinnish education system promotes equity and lifelong learningshivaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- G-Star RAW Research II Digital LookbookDocument12 pagesG-Star RAW Research II Digital Lookbookqazi12No ratings yet
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyNo ratings yet
- 4 Ba 38 Fe 2Document2 pages4 Ba 38 Fe 2qazi12No ratings yet
- API 510 Study PlanDocument7 pagesAPI 510 Study Plankoib789100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyNo ratings yet
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyNo ratings yet
- PIP STC01018 (Blast Resistant Building Design Criteria)Document55 pagesPIP STC01018 (Blast Resistant Building Design Criteria)Liu Leo100% (3)
- Mil C 24604Document18 pagesMil C 24604Corey C. JordanNo ratings yet
- 13 Ext Pressure PDFDocument37 pages13 Ext Pressure PDFSagarNo ratings yet
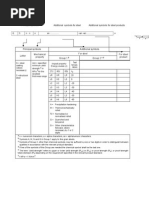
- Principal Symbols Additional Symbols Letter Mechanical Property For Steel For Steel Product Group 1 Group 2Document1 pagePrincipal Symbols Additional Symbols Letter Mechanical Property For Steel For Steel Product Group 1 Group 2TasmanijskaNemaNo ratings yet
- The Performance of Epoxy-Coated Shear Reinforcement: Aci Structural Journal Technical PaperDocument7 pagesThe Performance of Epoxy-Coated Shear Reinforcement: Aci Structural Journal Technical PaperpicottNo ratings yet
- General Criteria For Design Steel StructureDocument12 pagesGeneral Criteria For Design Steel StructureSurat WaritNo ratings yet
- Analytical Approach of Anchor Rod Stiffness and Steel Base-Plate Calculation under TensionDocument24 pagesAnalytical Approach of Anchor Rod Stiffness and Steel Base-Plate Calculation under TensionVladimir GuamanNo ratings yet
- Direct Methods For Limit States in Structures, (Franck Pastor, Joseph Pastor, Djimedo Kondo (Auth.), Konstantinos Spiliopoulos, Dieter Weichert (Eds.) )Document281 pagesDirect Methods For Limit States in Structures, (Franck Pastor, Joseph Pastor, Djimedo Kondo (Auth.), Konstantinos Spiliopoulos, Dieter Weichert (Eds.) )Geoffrey Armstrong100% (2)
- Design of Structural Connections To Eurocode 3Document135 pagesDesign of Structural Connections To Eurocode 3Habtamu Gebreselassie100% (2)
- Collins - 2002 - A Thermomechanical Analysis of A Family of Soil ModelsDocument4 pagesCollins - 2002 - A Thermomechanical Analysis of A Family of Soil ModelsHUGINo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- AbaqusExplicit Honeycomb Material ModelDocument6 pagesAbaqusExplicit Honeycomb Material Modeladiraju07100% (1)
- Styrolution TDS400700190196Document3 pagesStyrolution TDS400700190196asegundoferreiraNo ratings yet
- UMAT Superelastic Plastic PDFDocument4 pagesUMAT Superelastic Plastic PDFAnastasios KarahaliosNo ratings yet
- Metallurgy Multiple Choice QuestionsDocument101 pagesMetallurgy Multiple Choice QuestionsZubair MalikNo ratings yet
- Development of MMPDS Handbook Aircraft Design AllowablesDocument14 pagesDevelopment of MMPDS Handbook Aircraft Design AllowablesTony MchedlishviliNo ratings yet
- Mander's ModelDocument120 pagesMander's Modelpcaizas2No ratings yet
- Astm A-197Document4 pagesAstm A-197Alex FernandesNo ratings yet
- Behaviour of Hollow Concrete Filled Steel Tubular Composite ElementsDocument12 pagesBehaviour of Hollow Concrete Filled Steel Tubular Composite ElementsLayth GhanemNo ratings yet
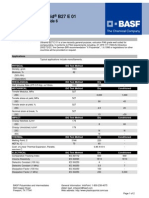
- UltramidB27E01 IsoDocument2 pagesUltramidB27E01 IsoAngie HmNo ratings yet
- Solidworks FEA Model Type: Linear & NonlinearDocument16 pagesSolidworks FEA Model Type: Linear & NonlinearKuen WongNo ratings yet
- ZK 60 A PDFDocument14 pagesZK 60 A PDF孙俊磊No ratings yet
- A 496 - 97 Qtq5ni05n0ffmqDocument5 pagesA 496 - 97 Qtq5ni05n0ffmqMung Duong XuanNo ratings yet
- Information For Agitator - Mixer PDFDocument4 pagesInformation For Agitator - Mixer PDFArun GuptaNo ratings yet
- Civil and Mechnical Finalkey PDFDocument15 pagesCivil and Mechnical Finalkey PDFNAVEEN BUDDARAPUNo ratings yet
- 机械设计英文版 PDFDocument390 pages机械设计英文版 PDFArifa Jamal100% (1)
- Is 15911 2010 PDFDocument13 pagesIs 15911 2010 PDFdevar raju100% (2)
- Mechanical Properties and HardenabilityDocument32 pagesMechanical Properties and Hardenabilitydharlanuctcom100% (1)
- Jis G3455Document21 pagesJis G3455Jihoom ShinNo ratings yet
- Mechanics of Fibrous Structure (TM-3051) : Dr. M IrfanDocument45 pagesMechanics of Fibrous Structure (TM-3051) : Dr. M IrfanHussainNo ratings yet
- The Age of Magical Overthinking: Notes on Modern IrrationalityFrom EverandThe Age of Magical Overthinking: Notes on Modern IrrationalityRating: 4 out of 5 stars4/5 (13)
- Raising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsFrom EverandRaising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsRating: 5 out of 5 stars5/5 (1)
- Why We Die: The New Science of Aging and the Quest for ImmortalityFrom EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityRating: 3.5 out of 5 stars3.5/5 (2)
- The Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsFrom EverandThe Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsRating: 3.5 out of 5 stars3.5/5 (3)
- LIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionFrom EverandLIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionRating: 4 out of 5 stars4/5 (402)