You might also like
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDocument5 pagesA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseNo ratings yet
- Spread Calculation of Rod RollingDocument6 pagesSpread Calculation of Rod RollingSubrata ChakrabortyNo ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Mechanical Working of Metals: Theory and PracticeFrom EverandMechanical Working of Metals: Theory and PracticeRating: 5 out of 5 stars5/5 (2)
- 6 Grinding & Other Abrasive ProcessesDocument82 pages6 Grinding & Other Abrasive Processessakali ali100% (1)
- MachinabilityDocument5 pagesMachinabilityAshwin KumarNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- Mechanical ForgingDocument17 pagesMechanical Forgingjjonesche2100% (1)
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pages6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- 1 A Polishing Machine BookDocument35 pages1 A Polishing Machine BookPradeep AdsareNo ratings yet
- 03 - Rolling of MetalsDocument61 pages03 - Rolling of MetalsAbhishek SinhaNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingVikas PotluriNo ratings yet
- Drop ForgingDocument5 pagesDrop ForgingVishnu Attitude CountsNo ratings yet
- Theory of Metal CuttingDocument24 pagesTheory of Metal CuttingOmkar BedadeNo ratings yet
- Determining Punch Problems: What The Slug Can Tell YouDocument4 pagesDetermining Punch Problems: What The Slug Can Tell YouAl Engg100% (1)
- Steel CoilDocument20 pagesSteel CoilParimala SubramaniamNo ratings yet
- Procedures For Stud WeldignDocument4 pagesProcedures For Stud WeldignJulius KulvinskasNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- 30 Super Finishing ProcessesDocument14 pages30 Super Finishing ProcessesPRASAD326100% (5)
- Research and Design of Hydraulic AGC System Model of Cold Rolling MillDocument8 pagesResearch and Design of Hydraulic AGC System Model of Cold Rolling MillOmid Behniya100% (1)
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet
- TTT DiagramDocument31 pagesTTT DiagramEducated SmugglerNo ratings yet
- Gating and Risering PDFDocument16 pagesGating and Risering PDFpericharla ravivarmaNo ratings yet
- Plasma Arc MachiningDocument18 pagesPlasma Arc MachiningStephen WeiNo ratings yet
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDocument16 pagesAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaNo ratings yet
- Deep DrawingDocument4 pagesDeep DrawingSsk RogueNo ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Cleaning of Steel and Removal of Rust PDFDocument10 pagesCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxNo ratings yet
- RollingDocument3 pagesRollingMuhammad YasirNo ratings yet
- Pr2302 Metal Forming TechnologyDocument1 pagePr2302 Metal Forming TechnologyarunsunderNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- 31 Screw Threads and Gear Manufacturing MethodsDocument17 pages31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- Aluminum Die Casting Process FlowDocument13 pagesAluminum Die Casting Process FlowPrabish KumarNo ratings yet
- Cartridge Type Boring BarDocument4 pagesCartridge Type Boring BarvishalNo ratings yet
- Rapid Manufacturing Sheet Metal DesignDocument18 pagesRapid Manufacturing Sheet Metal Designniloy_67No ratings yet
- AbrasivesDocument49 pagesAbrasivesfockewulNo ratings yet
- Roll ForgingDocument6 pagesRoll ForgingSaptarshi SinhaNo ratings yet
- Metal Forming & RollingDocument14 pagesMetal Forming & RollingAmmarNo ratings yet
- Forging Rolling DefectsDocument14 pagesForging Rolling DefectsRavichandran GNo ratings yet
- Vol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringDocument5 pagesVol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringSaravana kumarNo ratings yet
- Die CastingDocument14 pagesDie CastingGhulam AbbasNo ratings yet
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- Die Design ParametersDocument3 pagesDie Design ParameterspunkhunkNo ratings yet
- 2 Tool Wear & Tool Life 2Document40 pages2 Tool Wear & Tool Life 2haile mehariNo ratings yet
- Rolling (Metalworking) : From Wikipedia, The Free EncyclopediaDocument12 pagesRolling (Metalworking) : From Wikipedia, The Free Encyclopediarhajtv100% (1)
- Lecture2casting 160411082846Document190 pagesLecture2casting 160411082846IgnatiusAbbyNo ratings yet
- MM 223 Claw Hammer Literature ReviewDocument10 pagesMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- Non - Destructive Evaluation of Rolls of Hot Strip Mill of Tata SteelDocument14 pagesNon - Destructive Evaluation of Rolls of Hot Strip Mill of Tata Steelkhaledali205No ratings yet
- 2020 Business Employee Vacation RequestDocument1 page2020 Business Employee Vacation Requestsatish_trivediNo ratings yet
- Car - Lubricant-Presentation4Document36 pagesCar - Lubricant-Presentation4Gia Nico100% (1)
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- ChandigarhDocument2 pagesChandigarhsatish_trivediNo ratings yet
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- GL SpecialtyDocument32 pagesGL Specialtysatish_trivediNo ratings yet
- 2020 Calendar Template Year at A GlanceDocument2 pages2020 Calendar Template Year at A Glancesatish_trivediNo ratings yet
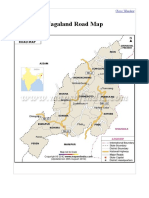
- Nagaland PDFDocument1 pageNagaland PDFsatish_trivediNo ratings yet
- Tripura Road Map: Close WindowDocument2 pagesTripura Road Map: Close Windowsatish_trivediNo ratings yet
- Jharkhandroads: Close WindowDocument1 pageJharkhandroads: Close Windowsatish_trivediNo ratings yet
- Arunachal Pradesh PDFDocument1 pageArunachal Pradesh PDFsatish_trivediNo ratings yet
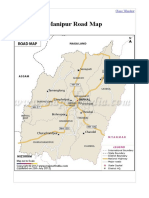
- Manipur Road Map: Close WindowDocument1 pageManipur Road Map: Close Windowsatish_trivediNo ratings yet
- Westbengal Road Map: Close WindowDocument2 pagesWestbengal Road Map: Close Windowsatish_trivediNo ratings yet
- Assam Road Map: Close WindowDocument1 pageAssam Road Map: Close Windowsatish_trivediNo ratings yet
- Handbook of Channel MarketingDocument225 pagesHandbook of Channel Marketingsharmakundan1988No ratings yet
- Bihar Road Map: Close WindowDocument1 pageBihar Road Map: Close Windowsatish_trivediNo ratings yet
- List of Districts of Madhya PradeshDocument2 pagesList of Districts of Madhya Pradeshsatish_trivediNo ratings yet
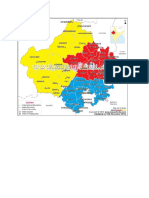
- Rajasthan Area MapDocument1 pageRajasthan Area Mapsatish_trivediNo ratings yet
- Industrial Training Presentation NBCDocument31 pagesIndustrial Training Presentation NBCSuraj Singh Mehta100% (2)
- Arunachal Pradesh Road Map: Close WindowDocument1 pageArunachal Pradesh Road Map: Close Windowsatish_trivediNo ratings yet
- Interview GuideDocument39 pagesInterview GuideVarsha1003No ratings yet
- Become An Idea Machine Because Ideas Are The Currency of The 21st Century PDFDocument708 pagesBecome An Idea Machine Because Ideas Are The Currency of The 21st Century PDFsatish_trivediNo ratings yet
- Matrix ThinkingDocument102 pagesMatrix Thinkingskiiidse100% (12)
- Reinvent Yourself in 30daysDocument12 pagesReinvent Yourself in 30days1basao100% (4)
- Teaching Chess With MiniGamesDocument84 pagesTeaching Chess With MiniGamesMichael SkiesNo ratings yet
- All Student Submissions For Cycle 3Document13 pagesAll Student Submissions For Cycle 3satish_trivediNo ratings yet
- Fundamentals of EAF and Ladle Slags and Ladle Refining PrinciplesDocument73 pagesFundamentals of EAF and Ladle Slags and Ladle Refining Principlessatish_trivediNo ratings yet
- Forklift Training ManualDocument19 pagesForklift Training Manualdexxter201250% (2)
- Chess Teaching ManualDocument303 pagesChess Teaching Manuallavallee2883No ratings yet
- Jan 15 PDFDocument72 pagesJan 15 PDFsatish_trivediNo ratings yet
- Mowital: Technical Data SheetDocument4 pagesMowital: Technical Data SheetIsidro CM100% (1)
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- UN Dangerous Goods Brochure 2014Document17 pagesUN Dangerous Goods Brochure 2014Troy Theboy Mcnamara100% (3)
- (A) The Weld Could Be Hard and Brittle: Page 3 of 43Document29 pages(A) The Weld Could Be Hard and Brittle: Page 3 of 43Jigar PrajapatiNo ratings yet
- Maryland Metrics - Fastener Technical DataDocument92 pagesMaryland Metrics - Fastener Technical Databcsf01100% (1)
- Handbook of FastenersDocument16 pagesHandbook of FastenersMohamed Hassan100% (1)
- Full Text 01Document72 pagesFull Text 01aghosh704No ratings yet
- Epoxy Repair & Bonding Mortar: Chemdur - 31Document3 pagesEpoxy Repair & Bonding Mortar: Chemdur - 31ghazanfar100% (1)
- Blue FoxDocument16 pagesBlue FoxpikemanserbiaNo ratings yet
- Technical DataDocument29 pagesTechnical DataGregory StewartNo ratings yet
- 01 Machinability 4 in 1 PageDocument14 pages01 Machinability 4 in 1 PagedsdvdNo ratings yet
- Determination of Concentration of ChromiumDocument26 pagesDetermination of Concentration of ChromiumCik Tiem Ngagiman70% (10)
- Surface Hardening enDocument20 pagesSurface Hardening enanhntran4850No ratings yet
- Phosphor Bronze To Bs 1400: Pb1Document1 pagePhosphor Bronze To Bs 1400: Pb1Rohan ShiyaniNo ratings yet
- Code of Bitumean 14374 PDFDocument8 pagesCode of Bitumean 14374 PDFshreelabNo ratings yet
- ISO 1461 - American Galvanizer's AssociationDocument3 pagesISO 1461 - American Galvanizer's AssociationBurcu YıldızNo ratings yet
- An Introduction To Pro/SHEETMETAL: A Project Based ApproachDocument47 pagesAn Introduction To Pro/SHEETMETAL: A Project Based ApproachMirek BlaszkoNo ratings yet
- HcoDocument35 pagesHcoBoy Alfredo PangaribuanNo ratings yet
- Heat Treatment of Special SteelDocument11 pagesHeat Treatment of Special SteelSyed Shoaib RazaNo ratings yet
- Iti-Fitter-Multiple-Choice-Questions-Heat-Treatment-Chapter-For-Iti-Job, - Iti-Fitter-Job, - Iti-Fitter-Govt-Job PDFDocument7 pagesIti-Fitter-Multiple-Choice-Questions-Heat-Treatment-Chapter-For-Iti-Job, - Iti-Fitter-Job, - Iti-Fitter-Govt-Job PDFJerome100% (1)
- MILLER - PlasmarezaciDocument28 pagesMILLER - PlasmarezaciIvan DulicNo ratings yet
- Concentrating Table Wifley-1Document4 pagesConcentrating Table Wifley-1felixsamuelalvarado100% (2)
- (UOP) Fabrication of PipingDocument5 pages(UOP) Fabrication of Pipingchandirandelhi100% (1)
- Wrought AlloysDocument33 pagesWrought AlloysKanjiMasroorNo ratings yet
- Final Exam Practice Problems Semester 1 KeyDocument25 pagesFinal Exam Practice Problems Semester 1 KeyRosdy DyingdemonNo ratings yet
- BS 125 - 1970Document16 pagesBS 125 - 1970pratheepshans03No ratings yet
- Sheet Metal Cutter Plan - Metalworking Plans - CraftsmanspaceDocument17 pagesSheet Metal Cutter Plan - Metalworking Plans - Craftsmanspacear02nbs100% (1)
- Cpt-1-History of Metal CastingDocument65 pagesCpt-1-History of Metal CastingAndiWardana100% (1)
- 5 Design of Steel Connections BoltsDocument16 pages5 Design of Steel Connections BoltsSimaoNo ratings yet
- RI 4 Defect CausesDocument49 pagesRI 4 Defect CausesDanang Ristu NugrohoNo ratings yet
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Design and Construction of Soil Anchor PlatesFrom EverandDesign and Construction of Soil Anchor PlatesRating: 5 out of 5 stars5/5 (1)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareFrom EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareRating: 4.5 out of 5 stars4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Concrete Structures: Repair, Rehabilitation and StrengtheningFrom EverandConcrete Structures: Repair, Rehabilitation and StrengtheningNo ratings yet