You might also like
- Thomas Calculus 11th (Textbook + Solutions)Document140 pagesThomas Calculus 11th (Textbook + Solutions)Sendhilkumar Alalasundaram76% (33)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- 022 Instrumentation & Electronics (JAA ATPL Theory)Document733 pages022 Instrumentation & Electronics (JAA ATPL Theory)Wd Shaant100% (1)
- Condensate Water RecoveryDocument4 pagesCondensate Water RecoveryTy Smith100% (2)
- Perkins 1500Document2 pagesPerkins 1500Andry HikariNo ratings yet
- Fulltext01 PDFDocument64 pagesFulltext01 PDFdexiNo ratings yet
- Central Battery Systems ExplainedDocument26 pagesCentral Battery Systems ExplainedHassan FarazNo ratings yet
- Control Valve SourcebookDocument5 pagesControl Valve Sourcebookpneuma110No ratings yet
- Jan 2018 - Data Center Continuous (DCC) Ratings - A Comparison of DCC Ratings, IsO Definitions and Uptime RequirementsDocument4 pagesJan 2018 - Data Center Continuous (DCC) Ratings - A Comparison of DCC Ratings, IsO Definitions and Uptime RequirementsAngan KitaNo ratings yet
- Electrical Power System Fundamentals for Non-Electrical EngineersDocument42 pagesElectrical Power System Fundamentals for Non-Electrical EngineersMoeed IqbalNo ratings yet
- ALA 1 Chapter 9 - Fluid DynamicsDocument9 pagesALA 1 Chapter 9 - Fluid Dynamicsphoenix eastwoodNo ratings yet
- Usco PD V1 A1 22Document12 pagesUsco PD V1 A1 22baywatch80No ratings yet
- Danfoss AHU - 5Document16 pagesDanfoss AHU - 5J.P. PazaNo ratings yet
- Analysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)Document10 pagesAnalysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Design Gas LiftDocument5 pagesDesign Gas LiftRima Apriani JamilahNo ratings yet
- Understanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsDocument4 pagesUnderstanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsmohdnazirNo ratings yet
- Flow Measurement PDFDocument32 pagesFlow Measurement PDFmn_sundaraam100% (1)
- Pump EfficiencyDocument2 pagesPump EfficiencyRsn786No ratings yet
- Global Trend and Challenges to Internet Data Centre: High Energy Efficiency StrategiesDocument19 pagesGlobal Trend and Challenges to Internet Data Centre: High Energy Efficiency StrategiesYashveer TakooryNo ratings yet
- Intelligent Device Management Tutorial: CalibrationDocument16 pagesIntelligent Device Management Tutorial: Calibrationtrozn2812100% (1)
- Vertiv Ap Elevated Return Air Temperature - en - Asia 302442 0Document10 pagesVertiv Ap Elevated Return Air Temperature - en - Asia 302442 0YoYoRamezNo ratings yet
- Steam TheoryDocument44 pagesSteam TheoryProcess EngineerNo ratings yet
- Waste Heat Recovery Power GeneratorDocument20 pagesWaste Heat Recovery Power GeneratorPasquale Cutri100% (1)
- Smart TransmitterDocument53 pagesSmart TransmitterMuhammad FaizanNo ratings yet
- Distributed Pumping ConceptDocument52 pagesDistributed Pumping ConceptRichard Richard100% (1)
- Basics of Flow Measurement With The Orifice Flow MeterDocument14 pagesBasics of Flow Measurement With The Orifice Flow MeterBEN ADEGBULUNo ratings yet
- Pump Formulas - Imperial and SI Units: Pressure To HeadDocument9 pagesPump Formulas - Imperial and SI Units: Pressure To Headkesavaganesan58No ratings yet
- Design Considerations For Hydronic Pump System Design PDFDocument74 pagesDesign Considerations For Hydronic Pump System Design PDFFredie UnabiaNo ratings yet
- Petersenplgpckrcats PDFDocument112 pagesPetersenplgpckrcats PDFEdixon ZambranoNo ratings yet
- 1-HVAC Concepts and Fundamentals R1Document88 pages1-HVAC Concepts and Fundamentals R1Tony HuangNo ratings yet
- Orifice Assembly: Let The Restriction Do MeasurementDocument29 pagesOrifice Assembly: Let The Restriction Do MeasurementRajesh ViswanNo ratings yet
- Power+ A Parallel Redundant UPS - Uninterruptible Power SupplyDocument8 pagesPower+ A Parallel Redundant UPS - Uninterruptible Power SupplyGamatronicNo ratings yet
- Deluge ValveDocument3 pagesDeluge ValveFarhan AhmedNo ratings yet
- Industrial Instrumentation NotesDocument13 pagesIndustrial Instrumentation NotesArun RajeshNo ratings yet
- Hiway Gateway Specification and Technical Data: DetergantDocument6 pagesHiway Gateway Specification and Technical Data: Detergantthericksays7827No ratings yet
- CRANE BS&U Proportional Balancing GuideDocument37 pagesCRANE BS&U Proportional Balancing GuideAhmed MostafaNo ratings yet
- From Wikipedia, The Free EncyclopediaDocument6 pagesFrom Wikipedia, The Free Encyclopediapredic1No ratings yet
- Bending The RulesDocument2 pagesBending The RuleskikiuNo ratings yet
- Energy Efficient Building TechnologiesDocument41 pagesEnergy Efficient Building TechnologiesArundeep SinghNo ratings yet
- Energy Saving TipsDocument7 pagesEnergy Saving Tipsabhimanyu5001No ratings yet
- Scada Paper1Document8 pagesScada Paper1Edu EdyNo ratings yet
- Aspen Hysys Course W0orkDocument1 pageAspen Hysys Course W0orknwosu_dixonNo ratings yet
- Riesenberger J. and J. Koeller (2005) Commercial Laundry FacilitiesDocument30 pagesRiesenberger J. and J. Koeller (2005) Commercial Laundry FacilitiesTilakjiNo ratings yet
- Irrigation Pump VFD Energy Savings CalculationDocument15 pagesIrrigation Pump VFD Energy Savings CalculationRavindra Angal0% (1)
- Optimizing HVAC Water Pumping SystemsDocument49 pagesOptimizing HVAC Water Pumping SystemsVasanth KumarNo ratings yet
- Data Acquisition & SCADA SystemsDocument4 pagesData Acquisition & SCADA SystemsSneha MvNo ratings yet
- Energy Efficiency Tips for Facility ManagersDocument2 pagesEnergy Efficiency Tips for Facility ManagersRushikesh Uttamrao patilNo ratings yet
- Process Control SystemDocument8 pagesProcess Control SystemIno JohannisNo ratings yet
- Energy OptimizationDocument21 pagesEnergy OptimizationadnanNo ratings yet
- Chillers - CatalogDocument2 pagesChillers - Catalogdéborah_rosalesNo ratings yet
- Cooling Water Problems and SolutionsDocument56 pagesCooling Water Problems and SolutionsArselan Mustafa KhanNo ratings yet
- LT IDCBookextractDocument33 pagesLT IDCBookextractKurniawan SaputraNo ratings yet
- VSD Pumps Best PracticeDocument48 pagesVSD Pumps Best PracticebeechyNo ratings yet
- AIR SYSTEM BASICS: THE FUNDAMENTALSDocument11 pagesAIR SYSTEM BASICS: THE FUNDAMENTALSpbhat83No ratings yet
- 07Khp Water-Cooled Split Condensing Unit: InstallationDocument14 pages07Khp Water-Cooled Split Condensing Unit: InstallationAbel L. LopezNo ratings yet
- CFD Simulation For Charging and Discharging Process of Thermal Energy Storage System Using Phase Change MaterialDocument8 pagesCFD Simulation For Charging and Discharging Process of Thermal Energy Storage System Using Phase Change MaterialInnovative Research PublicationsNo ratings yet
- Evaporative Cooling SystemDocument8 pagesEvaporative Cooling SystemAshok KumarNo ratings yet
- Pump Control With Variable Frequency Drives - Case Study: Hitachi America, Ltd.Document4 pagesPump Control With Variable Frequency Drives - Case Study: Hitachi America, Ltd.Hitachi America, Ltd., Industrial Components and Equipment DivisionNo ratings yet
- To VFD or To FCVDocument7 pagesTo VFD or To FCVAmit SarkarNo ratings yet
- Efficient AC Drives: Yaskawa Electric America, IncDocument4 pagesEfficient AC Drives: Yaskawa Electric America, IncRajashekar LokamNo ratings yet
- #A-Direct VFD ConsiderationsDocument8 pages#A-Direct VFD ConsiderationsCyrix.OneNo ratings yet
- Main Steam Turbine Controls Retrofit ISA FinalDocument13 pagesMain Steam Turbine Controls Retrofit ISA Finalvankayalasurya100% (1)
- Metering Pumps - A New DefinitionDocument3 pagesMetering Pumps - A New DefinitionMoises JonesNo ratings yet
- Separator Drain Traps - Eaton Corporation - FiltrationDocument2 pagesSeparator Drain Traps - Eaton Corporation - FiltrationMONANo ratings yet
- 66B Breathing AirDocument11 pages66B Breathing AirMONANo ratings yet
- Cursive 48 RefDocument1 pageCursive 48 RefMONANo ratings yet
- Cursive 36 RefDocument1 pageCursive 36 RefMONANo ratings yet
- Energy Saving in The Filtration and Drying of Compressed AirDocument31 pagesEnergy Saving in The Filtration and Drying of Compressed AirMONANo ratings yet
- 488109Document4 pages488109MONANo ratings yet
- Technical Data on Gas Liquid SeparatorsDocument4 pagesTechnical Data on Gas Liquid SeparatorsMONANo ratings yet
- Best Practices For Condensate Removal On Steam Lines - TLVDocument5 pagesBest Practices For Condensate Removal On Steam Lines - TLVMONANo ratings yet
- Installation Instructions - GeneralDocument4 pagesInstallation Instructions - GeneralMONANo ratings yet
- A032 035Document4 pagesA032 035MONANo ratings yet
- 66B Breathing AirDocument11 pages66B Breathing AirMONANo ratings yet
- Optimum Design of Reciprocating CompressorsDocument6 pagesOptimum Design of Reciprocating Compressors최승원No ratings yet
- Type DTL DryDocument6 pagesType DTL DryMONANo ratings yet
- ChromAccessories GCAcc GasPurifiersNTraps P268to275Document8 pagesChromAccessories GCAcc GasPurifiersNTraps P268to275MONANo ratings yet
- 20450Document8 pages20450MONANo ratings yet
- Compressed Air System Design ManualDocument26 pagesCompressed Air System Design ManualBadrul HishamNo ratings yet
- Chilled Water System Installation Operation Maintenance Manual 2811 15340Document36 pagesChilled Water System Installation Operation Maintenance Manual 2811 15340MONANo ratings yet
- 00620Document14 pages00620MONANo ratings yet
- Odwadniacz Plywakowy UNA 13 P (INS) (En)Document14 pagesOdwadniacz Plywakowy UNA 13 P (INS) (En)MONANo ratings yet
- Install Water Heater Indoors Away From FlammablesDocument28 pagesInstall Water Heater Indoors Away From FlammablesMONANo ratings yet
- Document Information Pages (List of NFPA Codes & Standards)Document16 pagesDocument Information Pages (List of NFPA Codes & Standards)MONANo ratings yet
- PVV 540 PumpDocument14 pagesPVV 540 PumpMONANo ratings yet
- Install Water Heater Indoors Away From FlammablesDocument28 pagesInstall Water Heater Indoors Away From FlammablesMONANo ratings yet
- Aspen Exchanger Design and Rating V7.3.2: Release NotesDocument42 pagesAspen Exchanger Design and Rating V7.3.2: Release NotesMONANo ratings yet
- Pump Different FluidsDocument5 pagesPump Different FluidsMONANo ratings yet
- Pump OperationsDocument1 pagePump OperationsMONANo ratings yet
- Tgifb 4Document20 pagesTgifb 4MONANo ratings yet
- TLV JA3 Air Drain TrapDocument2 pagesTLV JA3 Air Drain TrapMONANo ratings yet
- Maintenance Tips For Heat ExchangerDocument4 pagesMaintenance Tips For Heat ExchangerMONANo ratings yet
- Appendix 2CDocument159 pagesAppendix 2Crmm99rmm99No ratings yet
- IEGCDocument80 pagesIEGCMonika SharmaNo ratings yet
- 2600: The Hacker Quarterly (Volume 7, Number 1, Spring 1990)Document48 pages2600: The Hacker Quarterly (Volume 7, Number 1, Spring 1990)Ranko KohimeNo ratings yet
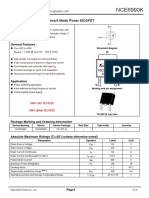
- NCE6990K: NCE N-Channel Enhancement Mode Power MOSFETDocument7 pagesNCE6990K: NCE N-Channel Enhancement Mode Power MOSFETpepenitoNo ratings yet
- 1 HPPDocument36 pages1 HPPAutomation WorksNo ratings yet
- R-30iA KAREL Operation Manual Reference (B-83144EN-1 01) PDFDocument510 pagesR-30iA KAREL Operation Manual Reference (B-83144EN-1 01) PDFfrederic190pNo ratings yet
- Manual Book Oriental MotorDocument4 pagesManual Book Oriental MotorPepi SupriatnaNo ratings yet
- As 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandDocument8 pagesAs 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandSAI Global - APAC50% (2)
- Mini Project of Paper BatteryDocument22 pagesMini Project of Paper BatteryvamsiNo ratings yet
- Inventory list of electronic equipment and accessoriesDocument2 pagesInventory list of electronic equipment and accessoriessmuralirajNo ratings yet
- Dse402mk11 Data SheetDocument2 pagesDse402mk11 Data Sheetgigo_dreamNo ratings yet
- Guidelines PHD Admission 20153Document8 pagesGuidelines PHD Admission 20153manish_chaturvedi_6No ratings yet
- Polyphase RectifierDocument4 pagesPolyphase RectifierGlenda Grageda100% (1)
- máy cắt sf6 abbDocument7 pagesmáy cắt sf6 abbQuảng Thành NamNo ratings yet
- IEEE STD ANSI-IEEE STD 1004-1987Document14 pagesIEEE STD ANSI-IEEE STD 1004-1987abdou samiNo ratings yet
- 1 Icol Trading Product ListDocument8 pages1 Icol Trading Product ListRichard RegidorNo ratings yet
- Passenger Lift: Type: Machine Room Gearless MachineDocument5 pagesPassenger Lift: Type: Machine Room Gearless Machineandri kustiawanNo ratings yet
- 2G CMDDocument3 pages2G CMDأبوعمر الفاروق عبدالرحمنNo ratings yet
- A 65nm CMOS Ultra Low Power and Low Noise 131M Front-End Transimpedance AmplifierDocument5 pagesA 65nm CMOS Ultra Low Power and Low Noise 131M Front-End Transimpedance AmplifierBerry KueteNo ratings yet
- Understanding and Testing The Negative-Sequence Directional ElementDocument12 pagesUnderstanding and Testing The Negative-Sequence Directional ElementJosé Miguel Ochoa AcerosNo ratings yet
- Gt5a604 PDFDocument19 pagesGt5a604 PDFArnaud BegueNo ratings yet
- Atv32 PDFDocument40 pagesAtv32 PDFRavi NegiNo ratings yet
- Lab Report Process (Repaired)Document16 pagesLab Report Process (Repaired)amirulNo ratings yet
- PLC Training ManualQ Series Basic Course (For GX Developer) EDocument374 pagesPLC Training ManualQ Series Basic Course (For GX Developer) EHamdan AbdurrahmanNo ratings yet
- Gs Ds Nanocom Ax100 33Document27 pagesGs Ds Nanocom Ax100 33Damas WangsaNo ratings yet
- Xii Derivation List-2023-24 2Document3 pagesXii Derivation List-2023-24 2prachurjyapadhiNo ratings yet
- Nota Padat Fizik F5 ElectronicDocument21 pagesNota Padat Fizik F5 Electronicslokkro100% (24)
- Operations ResearchDocument37 pagesOperations ResearchShashank BadkulNo ratings yet