You might also like
- Fundamentals of Turbo Ex PandersDocument36 pagesFundamentals of Turbo Ex Panderselinino100% (4)
- Compressor Performance Test Procedure Shaybah Rev.2 BorsigDocument23 pagesCompressor Performance Test Procedure Shaybah Rev.2 BorsigMachineryengNo ratings yet
- Reciprocating Compressor ImprovementsDocument13 pagesReciprocating Compressor ImprovementsSANJANA SINGHNo ratings yet
- Reciprocating CompressorsDocument91 pagesReciprocating CompressorsBehnam Hosseinzadeh100% (7)
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaNo ratings yet
- Compressor Fundamentals, Performance CurvesDocument69 pagesCompressor Fundamentals, Performance Curvesใบบอนสิชล100% (3)
- Compressor Seal Selection Justification t32-18Document12 pagesCompressor Seal Selection Justification t32-18Pedro Diaz100% (1)
- Turbomachinery Centrifugal Compressors: Class 13Document70 pagesTurbomachinery Centrifugal Compressors: Class 13Manoj BaishyaNo ratings yet
- 5 Reciprocating Compressor SelectionDocument27 pages5 Reciprocating Compressor SelectionGuido Mariano GonzalezNo ratings yet
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniNo ratings yet
- Centrifugal CompressorsDocument152 pagesCentrifugal Compressorsnmaciel123No ratings yet
- Reciprocating Compresor TrainingDocument57 pagesReciprocating Compresor TrainingManuel Quimson100% (6)
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IIAhmad Aloudah100% (4)
- Centrifugal Gas Compressors Handbook Solar CompressorsDocument266 pagesCentrifugal Gas Compressors Handbook Solar CompressorsNavanidhi MayyaNo ratings yet
- Your Gas Compression ApplicationDocument26 pagesYour Gas Compression Applicationdhanu_aqua100% (1)
- Compressor DocsDocument28 pagesCompressor DocsMohd Yameen100% (1)
- Anti-Surge White PaperDocument8 pagesAnti-Surge White Papervgogulakrishnan100% (1)
- Guielines For Specifying and Evaluating New and Rerated Multistage Centrifugal Compressors - PAPERDocument18 pagesGuielines For Specifying and Evaluating New and Rerated Multistage Centrifugal Compressors - PAPERVILLANUEVA_DANIEL2064No ratings yet
- Reciprocating CompressorDocument23 pagesReciprocating CompressorPierre Norris100% (1)
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IISagar NaduvinamaniNo ratings yet
- Dresser RandDocument71 pagesDresser RandLong Nguyen100% (1)
- Compressor Selection GuidelineDocument44 pagesCompressor Selection Guidelinevojin nedimovic100% (1)
- Reciprocating CompressorDocument26 pagesReciprocating Compressorfaisalnadim100% (1)
- TurboExpander ProcessDocument18 pagesTurboExpander ProcessdndudcNo ratings yet
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aquaNo ratings yet
- Forsthoffer's Rotating Equipment HandbookDocument411 pagesForsthoffer's Rotating Equipment HandbookkarthickmectrNo ratings yet
- Application Guide Line For Centrifugal Compressor Surge Control Systems PDFDocument75 pagesApplication Guide Line For Centrifugal Compressor Surge Control Systems PDFmoralesmjyNo ratings yet
- Centrifugal Compressor Predicting PerformanceDocument6 pagesCentrifugal Compressor Predicting PerformanceRicardo Bec100% (3)
- Centrifugal Compressor PDFDocument8 pagesCentrifugal Compressor PDFSmokesoimu100% (2)
- Screw Compressor ApplicationDocument8 pagesScrew Compressor ApplicationChakravarthy Bharath100% (1)
- Reciprocating CompressorDocument12 pagesReciprocating CompressorKha Mn100% (3)
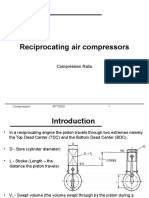
- Reciprocating Air Compressors: Compression RatioDocument25 pagesReciprocating Air Compressors: Compression RatioRichardt LootsNo ratings yet
- Centrifugal Compressor TestingDocument10 pagesCentrifugal Compressor TestingBalasubramanian CNo ratings yet
- Compressor PPT - Part 1Document37 pagesCompressor PPT - Part 1Ahmed AlhinaiNo ratings yet
- Compresores Reciprocantes Arranque y Metodos de ControlDocument8 pagesCompresores Reciprocantes Arranque y Metodos de Controlroberdani12No ratings yet
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
- Centrifugal Compressor NotesDocument54 pagesCentrifugal Compressor NotesKalou BoniNo ratings yet
- Compreesor EfficiencyDocument16 pagesCompreesor EfficiencyHarindharan JeyabalanNo ratings yet
- Optimization of Screw Compressor Design: SynopsisDocument11 pagesOptimization of Screw Compressor Design: SynopsisDustyn Deakins100% (1)
- CompressorDocument62 pagesCompressorBalaji Kalai100% (1)
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramNo ratings yet
- 04 Rotating Equipment PDFDocument82 pages04 Rotating Equipment PDFViswanathPvNo ratings yet
- Compressor TheoryDocument4 pagesCompressor TheoryGuillermo ArdenaNo ratings yet
- Centrifugal CompressorsDocument52 pagesCentrifugal CompressorsFadoooll75% (4)
- Compressor Choke or StonewallDocument2 pagesCompressor Choke or StonewallajaysapruNo ratings yet
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Design Procedure of Centrifugal CompressorsDocument16 pagesDesign Procedure of Centrifugal CompressorsSrujana KandagatlaNo ratings yet
- Centrifugal Compressor HorsepowerDocument9 pagesCentrifugal Compressor HorsepowerCurtis DookieNo ratings yet
- GE Reciprocating Compressor BrochureDocument13 pagesGE Reciprocating Compressor Brochurepratik banerjeeNo ratings yet
- TAMU Compressor SelectionDocument8 pagesTAMU Compressor SelectionAdnan RajkotwalaNo ratings yet
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Reciprocating Compressor Rod Position Rod Drop Whats The DifferenceDocument5 pagesReciprocating Compressor Rod Position Rod Drop Whats The DifferenceMuhd Fadzlee ZNo ratings yet
- Compression Machinery for Oil and GasFrom EverandCompression Machinery for Oil and GasKlaus BrunRating: 4 out of 5 stars4/5 (4)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Ic Engine Cycles 1Document85 pagesIc Engine Cycles 1jhpandiNo ratings yet
- Mini Gas DemoDocument6 pagesMini Gas DemodeepakNo ratings yet
- Fundamentals of Turboexpanders PDFDocument8 pagesFundamentals of Turboexpanders PDFjhchung111100% (1)
- 800 PDFDocument155 pages800 PDFdnageshm4n244No ratings yet
- Topcoating Zinc-Rich PrimersDocument6 pagesTopcoating Zinc-Rich Primersdnageshm4n244No ratings yet
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Document38 pagesIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNo ratings yet
- STD Practice For Welding MS Bar For RCC ConstructionIS-2751Document185 pagesSTD Practice For Welding MS Bar For RCC ConstructionIS-2751dnageshm4n244No ratings yet
- Welding Newly Devel0Ped, High Strength, Seismic Grade Reinforcing BarsDocument8 pagesWelding Newly Devel0Ped, High Strength, Seismic Grade Reinforcing Barsdnageshm4n244No ratings yet
- Engineer Manual - Engineer and Design Liquid Process Piping - ReviewDocument245 pagesEngineer Manual - Engineer and Design Liquid Process Piping - ReviewSyedFAkharAbbas100% (5)
- Gas Turbine BasicsDocument25 pagesGas Turbine Basicsdnageshm4n244No ratings yet
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Document38 pagesIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNo ratings yet
- (First Revision) : Specification FOR Crane Rail SectionsDocument19 pages(First Revision) : Specification FOR Crane Rail SectionsNeo NaveenNo ratings yet
- Boiler Act@Business Std-25.06.2010Document1 pageBoiler Act@Business Std-25.06.2010dnageshm4n244No ratings yet
- Is 210-1993-Grey Iron Castings SpecificationDocument10 pagesIs 210-1993-Grey Iron Castings Specificationdnageshm4n244No ratings yet
- 400 SeriesDocument37 pages400 SeriesShashank SaxenaNo ratings yet
- Coldrolledlowcarbonsteelsheets and Strips-Specification (: Indian StandardDocument13 pagesColdrolledlowcarbonsteelsheets and Strips-Specification (: Indian Standarddnageshm4n244No ratings yet
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- Is 318-1981-Specification For Leaded Tin Bronze IngotsDocument7 pagesIs 318-1981-Specification For Leaded Tin Bronze Ingotsdnageshm4n244No ratings yet
- Fans & Blowers-Calculation of PowerDocument20 pagesFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Vasthushastra BasicsDocument1 pageVasthushastra Basicsdnageshm4n244No ratings yet
- Comparison ASME and PEDDocument19 pagesComparison ASME and PEDManjadi MaverickNo ratings yet
- PWHT of Socket Weldded ValvesDocument6 pagesPWHT of Socket Weldded Valvesdnageshm4n244No ratings yet
- Chevron Valve SpecificationDocument32 pagesChevron Valve Specificationhtutswe100% (2)
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- 400 SeriesDocument37 pages400 SeriesShashank SaxenaNo ratings yet
- Fans & Blowers-Calculation of PowerDocument20 pagesFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Cracking in Fire Tube BoilersDocument8 pagesCracking in Fire Tube BoilersRui AlexandreNo ratings yet
- Stock® HPG Feeder - High Pressure Gravimetric FeederDocument3 pagesStock® HPG Feeder - High Pressure Gravimetric Feederdnageshm4n244No ratings yet
- Shot PeeningDocument11 pagesShot Peeningdnageshm4n244No ratings yet
- Mathematics ICSE 17Document40 pagesMathematics ICSE 17dnageshm4n244No ratings yet
- From North America's Largest and Most Experienced Belting FabricatorDocument6 pagesFrom North America's Largest and Most Experienced Belting Fabricatordnageshm4n244No ratings yet
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- Fongs ProgrammerDocument5 pagesFongs ProgrammerPankaj PolaraNo ratings yet
- Synthesis of Glycerol Monooctadecanoate From Octadecanoic Acid and Glycerol. Influence of Solvent On The Catalytic Properties of Basic OxidesDocument6 pagesSynthesis of Glycerol Monooctadecanoate From Octadecanoic Acid and Glycerol. Influence of Solvent On The Catalytic Properties of Basic OxidesAnonymous yNMZplPbVNo ratings yet
- Ex450-5 Technical DrawingDocument12 pagesEx450-5 Technical DrawingTuan Pham AnhNo ratings yet
- Sqluser v11r1Document199 pagesSqluser v11r1samnolenNo ratings yet
- Watchgas AirWatch MK1.0 Vs MK1.2Document9 pagesWatchgas AirWatch MK1.0 Vs MK1.2elliotmoralesNo ratings yet
- Factors That Affect College Students' Attitudes Toward MathematicsDocument17 pagesFactors That Affect College Students' Attitudes Toward MathematicsAnthony BernardinoNo ratings yet
- Icf 7 Module First YearDocument180 pagesIcf 7 Module First YearMarvin PanlilioNo ratings yet
- ST7201-Finite Element MethodDocument14 pagesST7201-Finite Element MethodVishal RanganathanNo ratings yet
- Exploring Music ContentsDocument370 pagesExploring Music ContentsRoby SamboraNo ratings yet
- Como Desarmar Sony Vaio VGN-FE PDFDocument14 pagesComo Desarmar Sony Vaio VGN-FE PDFPeruInalambrico Redes InalambricasNo ratings yet
- 1995 S320 S420 S500 Owner's Manual Edition C PDFDocument153 pages1995 S320 S420 S500 Owner's Manual Edition C PDFnpachecorecabarrenNo ratings yet
- Fire Dynamic Damper Installation InstructionsDocument18 pagesFire Dynamic Damper Installation InstructionsJohnMerrNo ratings yet
- Chapter 16 - Oral Radiography (Essentials of Dental Assisting)Document96 pagesChapter 16 - Oral Radiography (Essentials of Dental Assisting)mussanteNo ratings yet
- SR-X Script Reference - EDocument24 pagesSR-X Script Reference - EDomagoj ZagoracNo ratings yet
- Shaping Plastic Forming1Document24 pagesShaping Plastic Forming1Himan JitNo ratings yet
- Wacker Neuson Light Towers LTN 6l Parts Manual 348628422Document23 pagesWacker Neuson Light Towers LTN 6l Parts Manual 348628422kellyholland180884pnc100% (61)
- 3x Exemplar 2017 en PDFDocument4 pages3x Exemplar 2017 en PDFgudzalovNo ratings yet
- Lab 3.1 - Configuring and Verifying Standard ACLsDocument9 pagesLab 3.1 - Configuring and Verifying Standard ACLsRas Abel BekeleNo ratings yet
- PassivityDocument15 pagesPassivitySmarties AcademyNo ratings yet
- Translating Trig Graphs PDFDocument4 pagesTranslating Trig Graphs PDFMark Abion ValladolidNo ratings yet
- Flame Test ExplanationDocument2 pagesFlame Test ExplanationMia-shae ClarkeNo ratings yet
- Specializations MTech Software SystemsDocument5 pagesSpecializations MTech Software SystemsAkanksha SinghNo ratings yet
- MIL-PRF-85704C Turbin CompressorDocument31 pagesMIL-PRF-85704C Turbin CompressordesosanNo ratings yet
- Q2. Give An Example of Each A. Stochastic Model B. Continuous Model C. Discrete Model D. Static Model E. Dynamic ModelDocument2 pagesQ2. Give An Example of Each A. Stochastic Model B. Continuous Model C. Discrete Model D. Static Model E. Dynamic Modelsheena RomNo ratings yet
- 21 API Functions PDFDocument14 pages21 API Functions PDFjet_mediaNo ratings yet
- EXP.2 Enzyme Extraction From BacteriaDocument3 pagesEXP.2 Enzyme Extraction From BacteriaLinhNguyeNo ratings yet
- Class VI (Second Term)Document29 pagesClass VI (Second Term)Yogesh BansalNo ratings yet
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDocument4 pagesUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelHubbak KhanNo ratings yet
- Stability Analysis of Steel Storage Rack Structures PDFDocument7 pagesStability Analysis of Steel Storage Rack Structures PDFFabian Flemin BahamondeNo ratings yet
- Day 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyDocument20 pagesDay 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyhuseyiNo ratings yet