You might also like
- Nuts Bolts Screws and WashersDocument4 pagesNuts Bolts Screws and WashersneevarpsufurNo ratings yet
- Threads Design in SolidWorksDocument12 pagesThreads Design in SolidWorksRicky TerryNo ratings yet
- Machine Drawing-Short Answer QuestionsDocument3 pagesMachine Drawing-Short Answer QuestionsfatehjitsinghNo ratings yet
- Screw Threads and Assembly Drawing Class NotesNotesDocument17 pagesScrew Threads and Assembly Drawing Class NotesNotesRay NjorogeNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- Project For Mechanical DrawingDocument19 pagesProject For Mechanical DrawingMoh AmmNo ratings yet
- Topic 1 Design of FastenersDocument15 pagesTopic 1 Design of FastenersSimon DavidNo ratings yet
- DCDocument24 pagesDCnandhakumarmeNo ratings yet
- Unit 4 Riveted Joints: StructureDocument10 pagesUnit 4 Riveted Joints: StructureDilip ChavdaNo ratings yet
- Boundy Screw ThreadsDocument4 pagesBoundy Screw ThreadsMohammed ImranNo ratings yet
- Kianz NarrativeDocument4 pagesKianz Narrativecristymacas38No ratings yet
- Types of ThreadsDocument20 pagesTypes of Threadsrethinamk50% (2)
- 10 - Design of Screw FasteningDocument36 pages10 - Design of Screw FasteningMiguel Ocampo100% (1)
- DMX4306 - Session 4.thereded JointsDocument11 pagesDMX4306 - Session 4.thereded JointsG.G. PRABHATH CHINTHAKANo ratings yet
- Pipe Threads, General Purpose (Inch) : ASME B1.20.1-2013Document4 pagesPipe Threads, General Purpose (Inch) : ASME B1.20.1-2013NavafNo ratings yet
- Bolts, Nuts and KeysDocument32 pagesBolts, Nuts and KeysAmalkrishna KrishnaNo ratings yet
- Fastener HandoutDocument32 pagesFastener HandoutamolhwNo ratings yet
- Threads and Threaded FastenersDocument12 pagesThreads and Threaded FastenersPalaNo ratings yet
- Cad & Component DrawingDocument36 pagesCad & Component DrawingkousikkumaarNo ratings yet
- Topic 1 - Mechanical Fastening 2Document11 pagesTopic 1 - Mechanical Fastening 2nazirulhakimNo ratings yet
- Thread DetailsDocument27 pagesThread DetailsN.PalaniappanNo ratings yet
- BSP ThreadsDocument3 pagesBSP ThreadssatphoenixNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
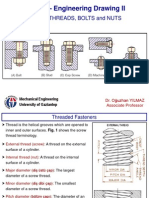
- SCREW THREADS, BOLTS and NUTS PDFDocument10 pagesSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- MD R19 - PART - A WordDocument120 pagesMD R19 - PART - A Wordashok junapudiNo ratings yet
- Equipment Design Chapter 3Document30 pagesEquipment Design Chapter 3Miguel Magat JovesNo ratings yet
- Chapter 11 Thread FastenerDocument54 pagesChapter 11 Thread FasteneriwtolivNo ratings yet
- Chapter 11 Thread FastenerDocument54 pagesChapter 11 Thread FastenerAlexShearNo ratings yet
- Chapter 11 Thread FastenerDocument55 pagesChapter 11 Thread FastenerREan ANandNo ratings yet
- Screwed Fitting - An Overview - ScienceDirect Topics PDFDocument47 pagesScrewed Fitting - An Overview - ScienceDirect Topics PDFSoran Salam Awlla100% (1)
- 3 - Fasteners, Threads&Springs (Wk4,5)Document18 pages3 - Fasteners, Threads&Springs (Wk4,5)franciseton115No ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- CH 6Document42 pagesCH 6Sunilkumar ReddyNo ratings yet
- Technical Drawing SS3Document36 pagesTechnical Drawing SS3Moyo DaviesNo ratings yet
- TMC 4214 Metal JoiningDocument28 pagesTMC 4214 Metal JoiningLinda FondoNo ratings yet
- Threads and FastenersDocument11 pagesThreads and FastenersEtHical EmoTionNo ratings yet
- DRG ch7 PDFDocument56 pagesDRG ch7 PDFRamim AhmedNo ratings yet
- Bolted ConnectionsDocument59 pagesBolted ConnectionsTusharRanjan100% (5)
- Thread&End Connection Id GuideDocument54 pagesThread&End Connection Id GuidePRUDHOMME100% (1)
- Design of Screw JackDocument39 pagesDesign of Screw Jackshreedharkolekar0% (1)
- British Standard Pipe ThreadDocument3 pagesBritish Standard Pipe ThreaduttampokharkarNo ratings yet
- LESSON 5. Riveted ConnectionsDocument12 pagesLESSON 5. Riveted ConnectionsAdarsh bhatNo ratings yet
- N XD 3 2 1 XD XD XD: TurningDocument3 pagesN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNo ratings yet
- Pin Connections and Failure of Bolted JointsDocument3 pagesPin Connections and Failure of Bolted JointsAvish GunnuckNo ratings yet
- Unified Thread StandardDocument6 pagesUnified Thread Standardmasoud_968370957No ratings yet
- Chapter 3Document25 pagesChapter 3Fadhiran YahyaNo ratings yet
- MD R19 - Part - ADocument116 pagesMD R19 - Part - Aashok junapudiNo ratings yet
- Involute Gear ProfileDocument8 pagesInvolute Gear ProfiledressfeetNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet