You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- State-of-the-Art Report On High-Strength Concrete: ACI 363R-92Document55 pagesState-of-the-Art Report On High-Strength Concrete: ACI 363R-92Sahil GandhiNo ratings yet
- T-Beam DesignDocument5 pagesT-Beam DesignPrince Arc MiguelNo ratings yet
- ASHRAE-tables Lighting Power Density PDFDocument3 pagesASHRAE-tables Lighting Power Density PDFDan MolloyNo ratings yet
- Chapter 14 Late Medieval ItalyDocument36 pagesChapter 14 Late Medieval ItalyIZ PrincipaNo ratings yet
- Thermo Hamilton Safeaire Fume Hood ManualDocument32 pagesThermo Hamilton Safeaire Fume Hood ManualAditya PrajasNo ratings yet
- Foundation Design Cee121Document5 pagesFoundation Design Cee121Max KopNo ratings yet
- Activity Coefficient Vs Mole Fraction: Problem 4.34Document4 pagesActivity Coefficient Vs Mole Fraction: Problem 4.34Max KopNo ratings yet
- Membrane ReactorDocument36 pagesMembrane ReactorMax KopNo ratings yet
- Trigonometric Identities and EquationsDocument9 pagesTrigonometric Identities and EquationsOla Sowemimo-CurrencyNo ratings yet
- Assigned Mean Conditions at Sea Level Are As FollowsDocument2 pagesAssigned Mean Conditions at Sea Level Are As FollowsMax KopNo ratings yet
- Activity Coefficient Vs Mole Fraction: Problem 4.34Document4 pagesActivity Coefficient Vs Mole Fraction: Problem 4.34Max KopNo ratings yet
- View ContentDocument74 pagesView ContentMax KopNo ratings yet
- Concrete Design AddDocument9 pagesConcrete Design AddIbeth S OTNo ratings yet
- Chapter 4 Information FluidsDocument2 pagesChapter 4 Information FluidsMax KopNo ratings yet
- Propiedades Mecánicas de Alta Resistencia Del Concreto PDFDocument10 pagesPropiedades Mecánicas de Alta Resistencia Del Concreto PDFcaruingNo ratings yet
- Concrete Design AddDocument9 pagesConcrete Design AddIbeth S OTNo ratings yet
- Scholarship Undergrad ApplicationDocument2 pagesScholarship Undergrad ApplicationMax KopNo ratings yet
- Mass Transfer Homework SLNDocument3 pagesMass Transfer Homework SLNMax KopNo ratings yet
- Splay OptionsDocument4 pagesSplay OptionsMax KopNo ratings yet
- Strength and Durability of Low-Cost, High-Performance ConcreteDocument13 pagesStrength and Durability of Low-Cost, High-Performance ConcreteIbeth S OTNo ratings yet
- Strength and Durability of Low-Cost, High-Performance ConcreteDocument13 pagesStrength and Durability of Low-Cost, High-Performance ConcreteIbeth S OTNo ratings yet
- School E WORKDocument4 pagesSchool E WORKMax KopNo ratings yet
- Realistic Case of Use of Fly Ash OnlyDocument22 pagesRealistic Case of Use of Fly Ash OnlyIbeth S OTNo ratings yet
- Strength and Durability of Low-Cost, High-Performance ConcreteDocument13 pagesStrength and Durability of Low-Cost, High-Performance ConcreteIbeth S OTNo ratings yet
- Splay OptionsDocument4 pagesSplay OptionsMax KopNo ratings yet
- GEOL Minor 2008Document1 pageGEOL Minor 2008Max KopNo ratings yet
- PLSCBADocument1 pagePLSCBAMax KopNo ratings yet
- Steel FibersDocument15 pagesSteel FibersIbeth S OTNo ratings yet
- Splay OptionsDocument4 pagesSplay OptionsMax KopNo ratings yet
- Chapter 5 Chemical Handling and StorageDocument26 pagesChapter 5 Chemical Handling and StorageMax KopNo ratings yet
- Exam 2 Equation SheetDocument2 pagesExam 2 Equation SheetMax KopNo ratings yet
- FibersDocument11 pagesFibersMax KopNo ratings yet
- Files in Concrete DesignDocument3 pagesFiles in Concrete DesignMax KopNo ratings yet
- Ga Tech Kaorock Reports CombinedDocument88 pagesGa Tech Kaorock Reports CombinedAlex KondakovNo ratings yet
- Text Formats: Take Efficiency To New HeightsDocument45 pagesText Formats: Take Efficiency To New HeightsBola KuNo ratings yet
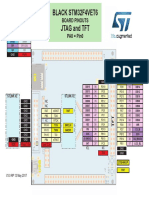
- Black Stm32F4Vet6 Jtag and TFT: Board Pinouts PA0 Pin0Document1 pageBlack Stm32F4Vet6 Jtag and TFT: Board Pinouts PA0 Pin0jose mauricio velandia ramirez50% (2)
- CP N-02 Vol.2 Sec.6 IB Technical Specifications 500Document560 pagesCP N-02 Vol.2 Sec.6 IB Technical Specifications 500louieNo ratings yet
- Technical Information ASSET DOC LOC 1543417Document13 pagesTechnical Information ASSET DOC LOC 1543417michael turcotteNo ratings yet
- Instructions For Use: Washing MachineDocument16 pagesInstructions For Use: Washing MachinegallantNo ratings yet
- Ad Major Project: Literature Case StudyDocument28 pagesAd Major Project: Literature Case StudyArshiya ACNo ratings yet
- Hosseven Bedienungsanleitung EnglDocument26 pagesHosseven Bedienungsanleitung EnglHere I amNo ratings yet
- AMPANG HILIR 2sty Bunga: Add To My ListDocument3 pagesAMPANG HILIR 2sty Bunga: Add To My ListMysuera MusaNo ratings yet
- Kohinoor Square Tower, Kohinoor Group, MumbaiDocument23 pagesKohinoor Square Tower, Kohinoor Group, MumbaiPushpak GaikarNo ratings yet
- 15.250 - FOURME-Addendum #3Document68 pages15.250 - FOURME-Addendum #3Monirul Islam BadalNo ratings yet
- Generative Evolutionary Techniques in Planning and DesigningDocument6 pagesGenerative Evolutionary Techniques in Planning and DesigningAr ReshmaNo ratings yet
- S.N Batchid RS/RV Gid Slip - No Ho - Id Grievant NameDocument19 pagesS.N Batchid RS/RV Gid Slip - No Ho - Id Grievant NameSanjog KhanalNo ratings yet
- 461 Dean Studio Floor PlansDocument3 pages461 Dean Studio Floor PlansNorman Oder100% (1)
- Built in Boston - City and Suburb 1800-1950 (Architecture Art Ebook)Document304 pagesBuilt in Boston - City and Suburb 1800-1950 (Architecture Art Ebook)Two ChilliNo ratings yet
- Breathtaking Residential Building in Mexico Comes With Its Own Vertical Forest and Solar Panels On Its Terrace - Yanko DesignDocument8 pagesBreathtaking Residential Building in Mexico Comes With Its Own Vertical Forest and Solar Panels On Its Terrace - Yanko DesignDiego ChicaNo ratings yet
- List Komponen Jembatan Gantung Bentang 120 M Kelas I Type RigidDocument1 pageList Komponen Jembatan Gantung Bentang 120 M Kelas I Type RigidIlham Fadel MNo ratings yet
- Edgely Bus Shelter RandolphDocument4 pagesEdgely Bus Shelter Randolphapi-344446892No ratings yet
- Bridge Design RCDG Service Load MethodDocument17 pagesBridge Design RCDG Service Load Methodbart porquiadoNo ratings yet
- Le CorbusierDocument32 pagesLe CorbusierRiaverma VermaNo ratings yet
- Haryana Government Gazette: Published by AuthorityDocument8 pagesHaryana Government Gazette: Published by AuthorityEr navneet jassiNo ratings yet
- GU Southbank ForecourtDocument7 pagesGU Southbank Forecourtmiranda scottNo ratings yet
- Lecture05 BranchesDocument47 pagesLecture05 BranchesNikitasNo ratings yet
- Check Sheet: Inspected by Checked by Aknowledged by Skill Worker HPSI Supervisor HasindDocument1 pageCheck Sheet: Inspected by Checked by Aknowledged by Skill Worker HPSI Supervisor HasindMuhammadRizaldiAfriliansyahNo ratings yet
- First Floor Plan (Option - 1) : Produced by An Autodesk Educational ProductDocument1 pageFirst Floor Plan (Option - 1) : Produced by An Autodesk Educational ProductSAMNo ratings yet
- Level 8 Loading Part Plan: H J K L M N P QDocument1 pageLevel 8 Loading Part Plan: H J K L M N P QGeethika SandaruwanNo ratings yet
- Cement QuestionsDocument3 pagesCement Questionsprasad100% (2)