You might also like
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Ypes and Causes of Damage To The Conveyor Belt - ReviewDocument23 pagesYpes and Causes of Damage To The Conveyor Belt - ReviewRAMESH KRISHNAN LNo ratings yet
- Armasoiu Petre, VAF - Anale 2013Document6 pagesArmasoiu Petre, VAF - Anale 2013Vlad Alexandru FloreaNo ratings yet
- Research Inventy: International Journal of Engineering and ScienceDocument10 pagesResearch Inventy: International Journal of Engineering and ScienceresearchinventyNo ratings yet
- Failure Analysis and Prospects of Modification in Industrial Belt Conveyor SystemDocument3 pagesFailure Analysis and Prospects of Modification in Industrial Belt Conveyor SystemGogyNo ratings yet
- Measurement: Vieroslav Molnár, Gabriel Fedorko, Beáta Stehlíková, Marianna Tomašková, Zdenka HulínováDocument11 pagesMeasurement: Vieroslav Molnár, Gabriel Fedorko, Beáta Stehlíková, Marianna Tomašková, Zdenka HulínováCarlos Pretell RodriguezNo ratings yet
- Vulcanization of Rubber Conveyor Belts With Metallic Insertion Using UltrasoundsDocument7 pagesVulcanization of Rubber Conveyor Belts With Metallic Insertion Using UltrasoundsImran DahalanNo ratings yet
- Analysis of The Operational Risks of A Belt Conveyor Using The Method of Determining The Object LimitsDocument8 pagesAnalysis of The Operational Risks of A Belt Conveyor Using The Method of Determining The Object LimitsCitizen AmissahNo ratings yet
- Laboratory Tests of Operational Durability and Energy - Efficiency of Conveyor BeltsDocument12 pagesLaboratory Tests of Operational Durability and Energy - Efficiency of Conveyor BeltsJordan YembangNo ratings yet
- Conveyor Belt Troubles (Bulk Material Handling) : June 2014Document11 pagesConveyor Belt Troubles (Bulk Material Handling) : June 2014Minh ThiNo ratings yet
- Innovation in The Area of Transportation of PowderDocument6 pagesInnovation in The Area of Transportation of PowderPablo LazoNo ratings yet
- Measuring and Comparative Analysis of The Interaction Between The Dynamic Impact Loading of The Conveyor Belt and Supporting SystemDocument8 pagesMeasuring and Comparative Analysis of The Interaction Between The Dynamic Impact Loading of The Conveyor Belt and Supporting SystemRAMESH KRISHNAN LNo ratings yet
- Application of Conveyor Belt: A Review PaperDocument6 pagesApplication of Conveyor Belt: A Review PaperNegin RahNo ratings yet
- Vulcanization of Rubber Conveyor Belts With MetallDocument8 pagesVulcanization of Rubber Conveyor Belts With MetallLOUISNo ratings yet
- 1.RP Mech Prop of 2 Conveyor BeltsDocument6 pages1.RP Mech Prop of 2 Conveyor BeltsAman SinghNo ratings yet
- Laboratory Testing ofDocument10 pagesLaboratory Testing ofnicolasNo ratings yet
- Bulk Material ScienceDocument6 pagesBulk Material ScienceAndresNo ratings yet
- Measurement and Determination of The Absorbed Impact Energy For Conveyor Belts PDFDocument10 pagesMeasurement and Determination of The Absorbed Impact Energy For Conveyor Belts PDFBárbara Mori LNo ratings yet
- CableCon2017 Wehr Et Al PreprintDocument13 pagesCableCon2017 Wehr Et Al PreprintThejaswiniNo ratings yet
- Modelling of Wear Out of Timing Belts PulleyDocument8 pagesModelling of Wear Out of Timing Belts Pulleyhumkisisekamnahi 82No ratings yet
- Roller Chain Link Plate Design Based On FEADocument5 pagesRoller Chain Link Plate Design Based On FEAEditor IJRITCCNo ratings yet
- Grincova Andrejiova Marasova 73Document18 pagesGrincova Andrejiova Marasova 73sky4sterNo ratings yet
- Conveyor Belt TroublesDocument10 pagesConveyor Belt Troublessri0589100% (1)
- Applsci 10 04201Document17 pagesApplsci 10 04201RestuNo ratings yet
- Navarro Manso Et Al New Launching MethodDocument38 pagesNavarro Manso Et Al New Launching MethodWalterGentileNo ratings yet
- ConveyorDocument20 pagesConveyormatealoredana8015No ratings yet
- Analysis & Prospects of Modification in Belt ConveyorsDocument7 pagesAnalysis & Prospects of Modification in Belt ConveyorsGogyNo ratings yet
- Numerical Analysis of Fatigue For The Assessment of Remaining Service Life of The Erc 1400-30/7 Bucket Wheel ExcavatorDocument10 pagesNumerical Analysis of Fatigue For The Assessment of Remaining Service Life of The Erc 1400-30/7 Bucket Wheel Excavatorfpopescu1425No ratings yet
- Accepted Manuscript: Composite StructuresDocument36 pagesAccepted Manuscript: Composite StructurespeymanNo ratings yet
- Investigation of The Effect of Vulcanization TimeDocument12 pagesInvestigation of The Effect of Vulcanization TimeLOUISNo ratings yet
- Shell Thickness PDFDocument6 pagesShell Thickness PDFLucia ZambranoNo ratings yet
- Design and Analysis of Belt Conveyor System of Sugar Industry For Weight ReductionDocument5 pagesDesign and Analysis of Belt Conveyor System of Sugar Industry For Weight ReductionsrichmechNo ratings yet
- Baldan2004b Article Adhesively-bondedJointsInMetalDocument69 pagesBaldan2004b Article Adhesively-bondedJointsInMetalmastourNo ratings yet
- Effect of Vulcanization Process Parameters On The Tensile Strength of Carcass of Textile-Rubber Reinforced Conveyor BeltsDocument16 pagesEffect of Vulcanization Process Parameters On The Tensile Strength of Carcass of Textile-Rubber Reinforced Conveyor Beltsmichaelmachaya02No ratings yet
- Mathematical Modeling of The Conveyor Belt Capacity: Conference PaperDocument14 pagesMathematical Modeling of The Conveyor Belt Capacity: Conference Papermohammad zareiNo ratings yet
- Analysis of The Pipe Conveyor Belt Pressure On The Rollers On Its CircuitDocument16 pagesAnalysis of The Pipe Conveyor Belt Pressure On The Rollers On Its CircuitFenglin YAONo ratings yet
- Stochastic Shear Strength of Plate Girder in Highway BridgeDocument40 pagesStochastic Shear Strength of Plate Girder in Highway BridgeAbdulrasheed Muhammad KardiNo ratings yet
- Belt Conveyor Dynamic AnalysisDocument3 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- Application of Time Series Analysis For Bridge Monitoring: ArticleDocument26 pagesApplication of Time Series Analysis For Bridge Monitoring: Articlevrb126No ratings yet
- Beam StructureDocument37 pagesBeam StructureZamri OmarNo ratings yet
- The Influence of Wheel-Rail Contact Conditions On The Microstructure and Hardness of Railway WheelsDocument16 pagesThe Influence of Wheel-Rail Contact Conditions On The Microstructure and Hardness of Railway Wheelswwd819No ratings yet
- Mechanics of Materials Lab ReportDocument12 pagesMechanics of Materials Lab Reportromesaali23No ratings yet
- Long Term Health Monitoring of Post-Tensioning Box Girder BridgesDocument14 pagesLong Term Health Monitoring of Post-Tensioning Box Girder BridgesSetyo Hardono100% (1)
- Rubber Conveyor Belt 2024 RDocument13 pagesRubber Conveyor Belt 2024 Ratharv khurdNo ratings yet
- Mathematical Modeling of The Conveyor Belt Capacity: Conference PaperDocument14 pagesMathematical Modeling of The Conveyor Belt Capacity: Conference PaperAndres PenagosNo ratings yet
- 2010 OTC 21012 Anchor Leg System Integrity - From Design Through Service Life 2010 SNAME NTR037Document13 pages2010 OTC 21012 Anchor Leg System Integrity - From Design Through Service Life 2010 SNAME NTR037suvabrata_das01No ratings yet
- Experimental Tests of Selected Constituents of Movement Resistance of The Belt Conveyors Used in The Underground MiningDocument10 pagesExperimental Tests of Selected Constituents of Movement Resistance of The Belt Conveyors Used in The Underground MiningMinh ThiNo ratings yet
- Analysis and Modelling of Crate and Bottle Separator: DesignDocument27 pagesAnalysis and Modelling of Crate and Bottle Separator: DesignSileshNo ratings yet
- Prediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2Document18 pagesPrediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2stefanaNo ratings yet
- ConvEx Paper - The Design of High Speed Belt ConveyorsDocument11 pagesConvEx Paper - The Design of High Speed Belt Conveyorsgego2No ratings yet
- Design of Riveted JointsDocument19 pagesDesign of Riveted JointsSudhakarChavaliNo ratings yet
- Analysis of Reliability Parameters of Conveyor Bel PDFDocument7 pagesAnalysis of Reliability Parameters of Conveyor Bel PDFAndrewNo ratings yet
- Analysis of Reliability Parameters of Conveyor BelDocument7 pagesAnalysis of Reliability Parameters of Conveyor Belandrew morseNo ratings yet
- ARTICLE - Tubular Drag Conveyors (R Sutton) 09-06Document12 pagesARTICLE - Tubular Drag Conveyors (R Sutton) 09-06Darko MarjanovicNo ratings yet
- 856 863 PDFDocument8 pages856 863 PDFAbhishekNo ratings yet
- Act 3 MatmatDocument4 pagesAct 3 MatmatPsalm Bethaniel MaalaNo ratings yet
- Investigation of Circular Woven Composit PDFDocument9 pagesInvestigation of Circular Woven Composit PDFGhassan ZeinNo ratings yet
- Fatigue DeterminationDocument5 pagesFatigue DeterminationMichael JayNo ratings yet
- E1Document12 pagesE1Sanjiv Kumar SinghNo ratings yet
- On The Dynamic Properties of A Conveyor Belt and Its DriveDocument11 pagesOn The Dynamic Properties of A Conveyor Belt and Its DriveSanjiv Kumar SinghNo ratings yet
- Belt Conveyor Dynamic AnalysisDocument8 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- MA 103 CPDocument1 pageMA 103 CPSanjiv Kumar SinghNo ratings yet
- Latest Developments in Belt Conveyor TechnologyDocument11 pagesLatest Developments in Belt Conveyor TechnologybluesaphiresNo ratings yet
- 3cuttingtooltech 140208040808 Phpapp02Document43 pages3cuttingtooltech 140208040808 Phpapp02Sanjiv Kumar SinghNo ratings yet
- Design Aspects of Multiple Driven Belt ConveyorsDocument168 pagesDesign Aspects of Multiple Driven Belt ConveyorsAndresNo ratings yet
- 2008dynamic Modeling and Feedback Control For Conveyors-Belt DryersDocument11 pages2008dynamic Modeling and Feedback Control For Conveyors-Belt DryersSanjiv Kumar SinghNo ratings yet
- 2012optimum Conditions For Vulcanizing A Fabric Conveyor Belt With Better AdhesiveDocument38 pages2012optimum Conditions For Vulcanizing A Fabric Conveyor Belt With Better AdhesiveSanjiv Kumar SinghNo ratings yet
- 2012optimum Conditions For Field Vulcanizing A Fabric Conveyor BeltDocument6 pages2012optimum Conditions For Field Vulcanizing A Fabric Conveyor BeltSanjiv Kumar SinghNo ratings yet
- Doping of Conveyor Belt MaterialsDocument8 pagesDoping of Conveyor Belt MaterialsSanjiv Kumar SinghNo ratings yet
- FEA of Steel Cable Conveyor Belt SplicesDocument6 pagesFEA of Steel Cable Conveyor Belt SplicesSanjiv Kumar SinghNo ratings yet
- 2011evaluation of Primary and Secondary Fugitive Dust Suppression Methods UsingDocument9 pages2011evaluation of Primary and Secondary Fugitive Dust Suppression Methods UsingSanjiv Kumar SinghNo ratings yet
- 2011control Strategy of Disc Braking Systems For Downward Belt ConveyorsDocument4 pages2011control Strategy of Disc Braking Systems For Downward Belt ConveyorsSanjiv Kumar SinghNo ratings yet
- A Nonlinear Viscoelastic Mooney-Rivlin Thin Wall Model For Unsteady Flow in Stenotic ArteriesDocument76 pagesA Nonlinear Viscoelastic Mooney-Rivlin Thin Wall Model For Unsteady Flow in Stenotic ArteriesSanjiv Kumar SinghNo ratings yet
- 2011modeling and Energy Efficiency Optimization of Belt ConveyorsDocument11 pages2011modeling and Energy Efficiency Optimization of Belt ConveyorsSanjiv Kumar SinghNo ratings yet
- 2010optimal Control of Operation Efficiency of Belt Conveyor SystemsDocument9 pages2010optimal Control of Operation Efficiency of Belt Conveyor SystemsSanjiv Kumar SinghNo ratings yet
- 2008dynamic Characteristics of Conveyor BeltsDocument5 pages2008dynamic Characteristics of Conveyor BeltsSanjiv Kumar SinghNo ratings yet
- Finite Element Analysis of Steel CordDocument6 pagesFinite Element Analysis of Steel CordSanjiv Kumar SinghNo ratings yet
- 2010experimental Validation of Particle Flow Through Conveyor TransferDocument12 pages2010experimental Validation of Particle Flow Through Conveyor TransferSanjiv Kumar SinghNo ratings yet
- 2000measurement of Bulk Particulates On Belt Conveyor Using Dielectric TomographyDocument7 pages2000measurement of Bulk Particulates On Belt Conveyor Using Dielectric TomographySanjiv Kumar SinghNo ratings yet
- Mooney RivlinDocument8 pagesMooney RivlinJatin DarveNo ratings yet
- Research On The Splice Breakage Monitoring SystemDocument4 pagesResearch On The Splice Breakage Monitoring SystemSanjiv Kumar SinghNo ratings yet
- A Study of Steel Cord Belt Magnetic Memory TestingDocument3 pagesA Study of Steel Cord Belt Magnetic Memory TestingSanjiv Kumar SinghNo ratings yet
- Steel Cord Conveyor BeltDocument2 pagesSteel Cord Conveyor BeltSanjiv Kumar SinghNo ratings yet
- Section 2Document3 pagesSection 2Sanjiv Kumar SinghNo ratings yet
- Paper 13Document6 pagesPaper 13Sanjiv Kumar SinghNo ratings yet
- English Class Vii PDFDocument101 pagesEnglish Class Vii PDFpannapurohitNo ratings yet
- Child DevelopmentDocument15 pagesChild Development4AndreeaNo ratings yet
- Lima Indiana Oil FieldDocument32 pagesLima Indiana Oil FieldCHARLES PATULAYNo ratings yet
- Critical Analysis of W.H Auden Poems The PDFDocument8 pagesCritical Analysis of W.H Auden Poems The PDFMöĤämmĔd äĹ-ŚäÁdï100% (1)
- Prevailing Torque Locknut Technical SpecificationsDocument3 pagesPrevailing Torque Locknut Technical SpecificationsLiu YangtzeNo ratings yet
- YoungMan EN131 GUIDEDocument16 pagesYoungMan EN131 GUIDErcpawar100% (1)
- 3 Curvilinear MotionDocument50 pages3 Curvilinear Motiongarhgelh100% (1)
- Document List - Eni Progetti - Algeria BRN-MLE - 2019-06-10Document18 pagesDocument List - Eni Progetti - Algeria BRN-MLE - 2019-06-10Naceri Mohamed RedhaNo ratings yet
- Solar Charge Controller: Solar Car Solar Home Solar Backpack Solar Boat Solar Street Light Solar Power GeneratorDocument4 pagesSolar Charge Controller: Solar Car Solar Home Solar Backpack Solar Boat Solar Street Light Solar Power Generatorluis fernandoNo ratings yet
- EDS-A-0101: Automotive Restricted Hazardous Substances For PartsDocument14 pagesEDS-A-0101: Automotive Restricted Hazardous Substances For PartsMuthu GaneshNo ratings yet
- Bagpipe LV 1-5Document228 pagesBagpipe LV 1-5Sathia Kdms100% (2)
- ContempoDocument4 pagesContempoPrincess Jonette YumulNo ratings yet
- Precision CatalogDocument256 pagesPrecision CatalogImad AghilaNo ratings yet
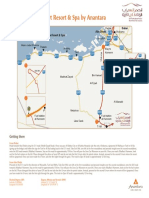
- Qasr Al Sarab Desert Resort Location Map June2012Document1 pageQasr Al Sarab Desert Resort Location Map June2012Anant GârgNo ratings yet
- AppearancesDocument4 pagesAppearancesReme TrujilloNo ratings yet
- Ecological Quality RatioDocument24 pagesEcological Quality RatiofoocheehungNo ratings yet
- ANG DELAVEGA FinalPositionPaperDocument6 pagesANG DELAVEGA FinalPositionPaperZane IbalaNo ratings yet
- Terminals of Ecm: E3 E4 E5 E6Document2 pagesTerminals of Ecm: E3 E4 E5 E6jeremih alhegn100% (1)
- Etoricoxib - Martindale 39thDocument2 pagesEtoricoxib - Martindale 39thCachimbo PrintNo ratings yet
- Colour FastnessDocument37 pagesColour FastnessSivakumar K100% (1)
- Danika Cristoal 18aDocument4 pagesDanika Cristoal 18aapi-462148990No ratings yet
- Frye LGD As A Function of The Default Rate 091013 PDFDocument13 pagesFrye LGD As A Function of The Default Rate 091013 PDFSushant SinghNo ratings yet
- Welcome To Our 2Nd Topic: History of VolleyballDocument6 pagesWelcome To Our 2Nd Topic: History of VolleyballDharyn KhaiNo ratings yet
- GB GW01 14 04 02Document2 pagesGB GW01 14 04 02Muhammad LukmanNo ratings yet
- Test7 PointersDocument16 pagesTest7 PointersPratibha DwivediNo ratings yet
- FebvreDocument449 pagesFebvreIan Pereira AlvesNo ratings yet
- Skincare Routine Order Cheat SheetDocument10 pagesSkincare Routine Order Cheat SheetYel Salenga100% (3)
- Test 2 Sku3023 A201 QuestionDocument8 pagesTest 2 Sku3023 A201 QuestionHafiz HafizanNo ratings yet
- MC MATH 01 Syllabus SJCCDocument11 pagesMC MATH 01 Syllabus SJCCAcire NonacNo ratings yet
- Test 8 D - Unit 2Document3 pagesTest 8 D - Unit 2IONELA MIHAELA POPANo ratings yet