You might also like
- Manual da Identidade Visual do Caipira Personal ChefDocument32 pagesManual da Identidade Visual do Caipira Personal ChefJose GomesNo ratings yet
- Implementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvFrom EverandImplementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvNo ratings yet
- Manualmb 350 KDocument16 pagesManualmb 350 KValsides De Souza GomesNo ratings yet
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoFrom EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoNo ratings yet
- Manual de segurança e operação MIG/MAGDocument42 pagesManual de segurança e operação MIG/MAGArnaldo GomesNo ratings yet
- INSPETOR de INSTRUMENTAÇÃO N-1 Construção Montagem e Condicionamento de InstrumentaçãoDocument77 pagesINSPETOR de INSTRUMENTAÇÃO N-1 Construção Montagem e Condicionamento de InstrumentaçãoMarcos VasconcelosNo ratings yet
- Guia completo para operação e manutenção de secador de ar comprimidoDocument24 pagesGuia completo para operação e manutenção de secador de ar comprimidoAndré100% (3)
- Manual Do Usuario Linha CFW300 WegDocument66 pagesManual Do Usuario Linha CFW300 WegLúcio Adriana Tallys Tássia100% (1)
- Memorial Descritivo de Obra ModeloDocument2 pagesMemorial Descritivo de Obra ModeloMonique FerreiraNo ratings yet
- Manual Furadeira FBM-160iDocument12 pagesManual Furadeira FBM-160iandreNo ratings yet
- Receptor Super HeterodinoDocument12 pagesReceptor Super HeterodinoleandrissonNo ratings yet
- DC11MDocument4 pagesDC11Manon_351659861100% (1)
- WEG CFW300 User Manual 10003325037 en Es PTDocument65 pagesWEG CFW300 User Manual 10003325037 en Es PTRicardo FelisbertoNo ratings yet
- Manual Port GPD 315-V7Document44 pagesManual Port GPD 315-V7Rodrigo Ramajo100% (1)
- UPC02Document24 pagesUPC02Leandro Baran100% (1)
- CFW 11 - ErrosDocument3 pagesCFW 11 - ErrosJosiasNo ratings yet
- Evolução Dos Sistemas de Controlo de Gestão e Introdução Do Balanced ScorecardDocument52 pagesEvolução Dos Sistemas de Controlo de Gestão e Introdução Do Balanced ScorecardisvougaNo ratings yet
- Manual MIG 205 110 - 220-V001.07Document24 pagesManual MIG 205 110 - 220-V001.07psilva12rNo ratings yet
- Manual IOMDocument9 pagesManual IOMJunior Cesar PiresNo ratings yet
- Rev 2 - LHG 425 625 825 - PTDocument24 pagesRev 2 - LHG 425 625 825 - PTGuilherme Teo DiasNo ratings yet
- Manual de instrução guindaste com talha elétrica de cabo de açoDocument27 pagesManual de instrução guindaste com talha elétrica de cabo de açoDoug SantosNo ratings yet
- Guia de Aplicação para BobinadoresDocument27 pagesGuia de Aplicação para BobinadoresPaulo Alves PasciniNo ratings yet
- Thyssen Sur PDFDocument53 pagesThyssen Sur PDFangela1590No ratings yet
- Motores de Indução "TRICLAD" GEDocument7 pagesMotores de Indução "TRICLAD" GEGiordano VieiraNo ratings yet
- Wmi 180ed PDFDocument6 pagesWmi 180ed PDFDemóstenes Moraes Olinto100% (1)
- Instalação e uso do transmissor botoeira TM70Document16 pagesInstalação e uso do transmissor botoeira TM70ROMAJUSTE1No ratings yet
- Motor SEWDocument52 pagesMotor SEWsamuelNo ratings yet
- Manual Inversor 40Document154 pagesManual Inversor 40Cristhian GraefNo ratings yet
- Manual PLC Tholz CLG535R-24Vcc-P458Document5 pagesManual PLC Tholz CLG535R-24Vcc-P458SideparNo ratings yet
- KAT0842-0003-BR - Barramento Blindado Multipolar 842 PDFDocument27 pagesKAT0842-0003-BR - Barramento Blindado Multipolar 842 PDFfhalves15No ratings yet
- 3 RK 4004-010-En Startup - PTBRDocument29 pages3 RK 4004-010-En Startup - PTBRkaka43No ratings yet
- Posicionador EP5 PortuguesDocument16 pagesPosicionador EP5 PortuguesEdison Ferreira100% (1)
- Manual Condicionador de Ar Carthom's CCOL 08 - 07 - 18 - Revis Úo - 02Document8 pagesManual Condicionador de Ar Carthom's CCOL 08 - 07 - 18 - Revis Úo - 02Weimann100% (1)
- Manual do Compressor SRP 2060Document29 pagesManual do Compressor SRP 2060Alexander VillanuevaNo ratings yet
- Manual operação centro furação CNC CFC-1100Document43 pagesManual operação centro furação CNC CFC-1100Helio Do NascimentoNo ratings yet
- Manual Do MicromasterDocument55 pagesManual Do Micromasterejs0886No ratings yet
- Manual Inversor Vaskawa Varispeed g7 PortugueseyebDocument501 pagesManual Inversor Vaskawa Varispeed g7 PortugueseyebGiovani Gonçalves100% (1)
- Guia para Comissionamento Rápido MM430Document5 pagesGuia para Comissionamento Rápido MM430Emerson Dos SfNo ratings yet
- Maquina de Solda MIG-MAG Falcon500Document1 pageMaquina de Solda MIG-MAG Falcon500flavioNo ratings yet
- Manual Amassadeira Paniz PDFDocument36 pagesManual Amassadeira Paniz PDFjose soaresNo ratings yet
- Módulo compacto relé miniatura 1 contatoDocument1 pageMódulo compacto relé miniatura 1 contatoMariana Ribeiro GentaNo ratings yet
- CFW11 Manual de Programação Do Modulo de Expansao plc11 V1.0x PDFDocument29 pagesCFW11 Manual de Programação Do Modulo de Expansao plc11 V1.0x PDFricardoNo ratings yet
- WEG Instrucoes para Instalacao Operacao e Manutencao Do Motofreio 50021505 Manual Portugues BRDocument2 pagesWEG Instrucoes para Instalacao Operacao e Manutencao Do Motofreio 50021505 Manual Portugues BRpaulo2604No ratings yet
- CDH contador digital com pré-determinador ajustávelDocument2 pagesCDH contador digital com pré-determinador ajustávelperuhayaNo ratings yet
- Inv 59102Document1 pageInv 59102GuilhermeNo ratings yet
- GRGT 06 18aDocument20 pagesGRGT 06 18aPedro Leandro Silva100% (1)
- Manual Programação Linha SESADocument15 pagesManual Programação Linha SESAkaduz80No ratings yet
- Manual Rolo Compactador RCW 900 WeberDocument77 pagesManual Rolo Compactador RCW 900 WeberJoão BatistaNo ratings yet
- Manual Impressora Zebra S4MDocument152 pagesManual Impressora Zebra S4MMarcelinoSantosNo ratings yet
- Inversor DakolDocument274 pagesInversor DakolEduardoDiasNo ratings yet
- TZN4S Manual PortuguesDocument4 pagesTZN4S Manual PortuguesAline Souza100% (1)
- MICROMASTER 420. Português. Guia PráticoDocument17 pagesMICROMASTER 420. Português. Guia PráticodellosbelNo ratings yet
- Instruções para instalação e manutenção de transformador a óleoDocument28 pagesInstruções para instalação e manutenção de transformador a óleoHans RafaelNo ratings yet
- Manual do ASAB Soft Starter - PortuguêsDocument70 pagesManual do ASAB Soft Starter - PortuguêsRubison OliveiraNo ratings yet
- Inversor Power Flex400Document28 pagesInversor Power Flex400dmacedo7No ratings yet
- TDG 415 ED AdvancDocument10 pagesTDG 415 ED AdvancCarlos0% (2)
- Manual Bfl300Document12 pagesManual Bfl300Valmir Rodrigues DA Cruz ValmirNo ratings yet
- Cat. Controlador JKL 2011Document12 pagesCat. Controlador JKL 2011Josemir TeixeiraNo ratings yet
- Controle Temperatura PID TZN4SDocument4 pagesControle Temperatura PID TZN4SAlejandro Bautista Aguilar100% (2)
- Carregador de Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria Carregador De Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria -Document3 pagesCarregador de Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria Carregador De Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria -Silva_MichelNo ratings yet
- CLP Compacto Com IHM DUO 350Document1 pageCLP Compacto Com IHM DUO 350Alfacomp Automação e TelemetriaNo ratings yet
- CLP Ta Na Wef Nova Instalacao Software Driver Cpws11 4do4di OemDocument18 pagesCLP Ta Na Wef Nova Instalacao Software Driver Cpws11 4do4di OemObsol EtoNo ratings yet
- SRW01 Manual Do Usuario V1.3xDocument82 pagesSRW01 Manual Do Usuario V1.3xObsol EtoNo ratings yet
- Controle de Parada de Emergência temporizado CPt-DDocument2 pagesControle de Parada de Emergência temporizado CPt-DroneNo ratings yet
- Sensor de presença 10A para iluminação interna e externaDocument6 pagesSensor de presença 10A para iluminação interna e externaObsol EtoNo ratings yet
- Programador Horario 16A - Serie 12Document16 pagesProgramador Horario 16A - Serie 12mquaiottiNo ratings yet
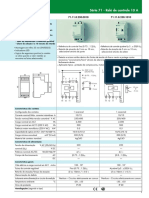
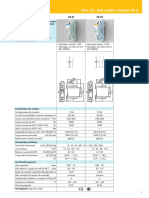
- Serie 71 - Relé de Controle 10A .Document14 pagesSerie 71 - Relé de Controle 10A .Obsol EtoNo ratings yet
- Serie 11 - Relé Fotoelétrico Modular 16A.Document4 pagesSerie 11 - Relé Fotoelétrico Modular 16A.Obsol EtoNo ratings yet
- Serie 20 - Relé de Impulso Modular 16A.Document4 pagesSerie 20 - Relé de Impulso Modular 16A.Obsol EtoNo ratings yet
- Sensor de presença 10A para iluminação interna e externaDocument6 pagesSensor de presença 10A para iluminação interna e externaObsol EtoNo ratings yet
- Relé de impulso eletrônico e dimmer para iluminaçãoDocument6 pagesRelé de impulso eletrônico e dimmer para iluminaçãoObsol EtoNo ratings yet
- Relé de controle para nível de líquido e sequência de fasesDocument10 pagesRelé de controle para nível de líquido e sequência de fasesObsol EtoNo ratings yet
- Impressora 9042 - Instruction Manual - PTDocument24 pagesImpressora 9042 - Instruction Manual - PTObsol EtoNo ratings yet
- Serie 71 - Relé de Controle 10A .Document14 pagesSerie 71 - Relé de Controle 10A .Obsol EtoNo ratings yet
- Serie 13 - Relés de Impulso Eletrônico e Modular MonoestávelDocument10 pagesSerie 13 - Relés de Impulso Eletrônico e Modular MonoestávelObsol EtoNo ratings yet
- Relé de impulso 10A com 1 ou 2 contatosDocument4 pagesRelé de impulso 10A com 1 ou 2 contatosObsol EtoNo ratings yet
- Catalogo Finder - Rele de Impulso PDFDocument2 pagesCatalogo Finder - Rele de Impulso PDFFabricio Luiz Silveira50% (2)
- Relé de controle para nível de líquido e sequência de fasesDocument10 pagesRelé de controle para nível de líquido e sequência de fasesObsol EtoNo ratings yet
- Impressora 9042 - Instruction Manual - BRDocument24 pagesImpressora 9042 - Instruction Manual - BRObsol EtoNo ratings yet
- Impressora 9042 - Instruction Manual - SLDocument24 pagesImpressora 9042 - Instruction Manual - SLObsol EtoNo ratings yet
- Impressora 9042 - Instruction Manual - HRDocument24 pagesImpressora 9042 - Instruction Manual - HRObsol EtoNo ratings yet
- Termostato digital TIC17RGTiDocument2 pagesTermostato digital TIC17RGTiengebaduNo ratings yet
- Serie 22 - Relé Auxiliar Modular 20A.Document4 pagesSerie 22 - Relé Auxiliar Modular 20A.Obsol EtoNo ratings yet
- Impressora 9042 - Instruction Manual - NoDocument24 pagesImpressora 9042 - Instruction Manual - NoObsol EtoNo ratings yet
- Manual de Instalação e Manutenção de Pressostatos e TermostatosDocument4 pagesManual de Instalação e Manutenção de Pressostatos e TermostatosObsol EtoNo ratings yet
- Arcweld 404pDocument20 pagesArcweld 404pDannielOrellanaNo ratings yet
- Manual Do Instalador Genno - Eletrificador g10000 - V0 - Rev03Document19 pagesManual Do Instalador Genno - Eletrificador g10000 - V0 - Rev03João FaustinoNo ratings yet
- Reset total do eletrificador G10000 em 5 passosDocument1 pageReset total do eletrificador G10000 em 5 passosObsol EtoNo ratings yet
- Serie 22 - Contator Modular 25A.Document10 pagesSerie 22 - Contator Modular 25A.Obsol EtoNo ratings yet
- Manual Instalador PDFDocument86 pagesManual Instalador PDFRogerio RossiNo ratings yet
- Caixa Sincronizada MecânicaDocument28 pagesCaixa Sincronizada MecânicaBruno SilvaNo ratings yet
- Helo PDFDocument25 pagesHelo PDFGuilherme DantasNo ratings yet
- Manual de Suspensão Inst e PeçasDocument67 pagesManual de Suspensão Inst e PeçasTom Souza100% (1)
- Solicitacao de afastamento para cursos e eventos de curta duracaoDocument1 pageSolicitacao de afastamento para cursos e eventos de curta duracaovaldiney.gscNo ratings yet
- TCC Horta EscolarDocument18 pagesTCC Horta EscolarfabiocristianolimaNo ratings yet
- Catálogo de carafes para destiladosDocument105 pagesCatálogo de carafes para destiladosPerpe Jorge VieiraNo ratings yet
- Elevador de CargasDocument4 pagesElevador de CargasCristianoNo ratings yet
- A Logística Reversa e o Marketing VerdeDocument5 pagesA Logística Reversa e o Marketing VerdeSheyli Tomaz F. ArrudaNo ratings yet
- Configurando Firewall LINUXDocument28 pagesConfigurando Firewall LINUXslackmipsNo ratings yet
- Instalação de som automotivo - Curso completoDocument8 pagesInstalação de som automotivo - Curso completoMarcos Roberto C. FariaNo ratings yet
- Fatores Do Mercado OrganizacionalDocument7 pagesFatores Do Mercado OrganizacionalMayrhara SilvérioNo ratings yet
- Atividades Sobre Redes de ComunicaçaoDocument1 pageAtividades Sobre Redes de ComunicaçaoCláudia RodriguesNo ratings yet
- Consciência Fonológica e Desenvolvimento Fonológico: o Caso Do Constituinte Ataque em Português EuropeuDocument5 pagesConsciência Fonológica e Desenvolvimento Fonológico: o Caso Do Constituinte Ataque em Português EuropeuLuísR.R.ÉvoraNo ratings yet
- Tabela AÇOSDocument2 pagesTabela AÇOShumbipoaNo ratings yet
- Balanceamento TSS múltiplas filiaisDocument5 pagesBalanceamento TSS múltiplas filiaisWilson JuniorNo ratings yet
- Regras do Time de AirsoftDocument5 pagesRegras do Time de AirsoftJanssen JulioNo ratings yet
- GraxasDocument2 pagesGraxasRomin SktNo ratings yet
- Mapa - Esoft - Estatística - 532021Document6 pagesMapa - Esoft - Estatística - 532021Alex RogérioNo ratings yet
- Origem Linux 40Document2 pagesOrigem Linux 40Cleverson LopesNo ratings yet
- Eplan - Bomba de Recalque - TeresinaDocument8 pagesEplan - Bomba de Recalque - TeresinaAugusto FettNo ratings yet
- Juliana OliveiraDocument151 pagesJuliana OliveirathiagoleitealNo ratings yet
- Microcomputador de 4 bitsDocument4 pagesMicrocomputador de 4 bitsGabriela ShimaNo ratings yet
- Especial Revista Maketing Direto - Dezembro - 04Document60 pagesEspecial Revista Maketing Direto - Dezembro - 04manuel_guedes682No ratings yet
- Televisão local e regional na era digitalDocument9 pagesTelevisão local e regional na era digitalDirceu LemosNo ratings yet