You might also like
- Solar Energy Basics - AssignmentDocument12 pagesSolar Energy Basics - AssignmenthboodhaiNo ratings yet
- Indications in Metallic MaterialsDocument32 pagesIndications in Metallic MaterialshboodhaiNo ratings yet
- Indications in Metallic MaterialsDocument32 pagesIndications in Metallic MaterialshboodhaiNo ratings yet
- NDTDocument64 pagesNDTmohamedyoussef1No ratings yet
- Shielded Metal Arc WeldingDocument29 pagesShielded Metal Arc WeldingobijistephenNo ratings yet
- API MethodologyDocument278 pagesAPI MethodologyRed_Wing100% (1)
- Role of Hydro TestDocument14 pagesRole of Hydro TestHazwan AizatNo ratings yet
- TP 77 Pap PDFDocument8 pagesTP 77 Pap PDFJaved MohammedNo ratings yet
- Hydrostatic Testing ReviewDocument1 pageHydrostatic Testing ReviewhboodhaiNo ratings yet
- Instructiuni La SuduraDocument36 pagesInstructiuni La SuduraAntohi CatalinNo ratings yet
- Arc WeldingDocument10 pagesArc Weldingmetals1358No ratings yet
- Stress Corrosion: CrackingDocument16 pagesStress Corrosion: CrackingvincrediableNo ratings yet
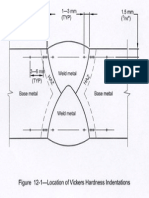
- Hardness Location001Document1 pageHardness Location001hboodhaiNo ratings yet
- Duplex Stainless Steels - A Simplified GuideDocument5 pagesDuplex Stainless Steels - A Simplified GuidehboodhaiNo ratings yet
- Chloride Stress Corrosion Cracking of 300 Series Stainless SteelDocument5 pagesChloride Stress Corrosion Cracking of 300 Series Stainless SteelhboodhaiNo ratings yet
- Welding & PWHT of P91 SteelsDocument4 pagesWelding & PWHT of P91 SteelshboodhaiNo ratings yet
- Joining Copper-Nickel Alloys GuideDocument9 pagesJoining Copper-Nickel Alloys GuidehboodhaiNo ratings yet
- Handling NineDocument10 pagesHandling NinehboodhaiNo ratings yet
- Grade T91Document5 pagesGrade T91anurag_4013No ratings yet
- Mechanical Finishing enDocument38 pagesMechanical Finishing enEric Halstead100% (1)
- Effects of Ni + MN On Ac1Document1 pageEffects of Ni + MN On Ac1hboodhaiNo ratings yet
- Controlling Heat Treatment of Welded P91 with Hardness TestingDocument3 pagesControlling Heat Treatment of Welded P91 with Hardness TestingyesimeonNo ratings yet
- P91 Temperature V HardnessDocument1 pageP91 Temperature V HardnesshboodhaiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic Specifications and Dimensions for Elenessa Series-AP ElevatorsDocument1 pageBasic Specifications and Dimensions for Elenessa Series-AP Elevatorsour143No ratings yet
- Lightning Protection SystemDocument4 pagesLightning Protection SystemBimadraj Sharan SinhaNo ratings yet
- Liquid Applied Waterproofing - ProtectowrapDocument3 pagesLiquid Applied Waterproofing - ProtectowrapYndia SorianoNo ratings yet
- Installation Manual - S200 Landing Door SystemDocument41 pagesInstallation Manual - S200 Landing Door SystemKhanh Huy Nguyen100% (1)
- Ward 5 Building Permits Issued 2.19.13 Thru 3.3.13 PDFDocument7 pagesWard 5 Building Permits Issued 2.19.13 Thru 3.3.13 PDFward5heartbeatNo ratings yet
- Form 6 (Daily Accomplishment)Document4 pagesForm 6 (Daily Accomplishment)Bendaña KHayeNo ratings yet
- Method Statement HT Switch GearDocument2 pagesMethod Statement HT Switch GearNasrul Syahmi100% (2)
- TP - Tool Hire Guide 2017Document81 pagesTP - Tool Hire Guide 2017Peter DavidsonNo ratings yet
- Introduction To Revit ArchitectureDocument99 pagesIntroduction To Revit ArchitectureOgunwusi Olubodun Samuel100% (1)
- Archiguide 2009Document75 pagesArchiguide 2009Constantin Dodon100% (1)
- Aquaria Grande residential tower in Borivali MumbaiDocument10 pagesAquaria Grande residential tower in Borivali MumbaiFaisal Nasim78% (9)
- Rule 14 - Photographic & X-Ray Films (Book Format)Document3 pagesRule 14 - Photographic & X-Ray Films (Book Format)Thea AbelardoNo ratings yet
- Boq PDFDocument12 pagesBoq PDFChandeshwor Shah0% (1)
- Durock Cement Board System Guide en SA932Document12 pagesDurock Cement Board System Guide en SA932Ko PhyoNo ratings yet
- Smoke Management Design Calculations for Nozha City CenterDocument29 pagesSmoke Management Design Calculations for Nozha City Centerhasanadel88No ratings yet
- Smoke Control and Day To Day Ventilation For Multi-Storey Residential BuildingsDocument20 pagesSmoke Control and Day To Day Ventilation For Multi-Storey Residential BuildingsThanh Nguyen Ngoc100% (1)
- Manual 162 PDFDocument47 pagesManual 162 PDFDeimer Jose Figueroa ManriqueNo ratings yet
- Ghastly Affair Location Catalogue CastleDocument35 pagesGhastly Affair Location Catalogue CastleAdam LaforetNo ratings yet
- ALHuxtable-Le Corbusier PessacDocument8 pagesALHuxtable-Le Corbusier PessacAnonymous Psi9GaNo ratings yet
- Assignment of PASSIVE VOICE Kelas AADocument2 pagesAssignment of PASSIVE VOICE Kelas AAHarum KartikasNo ratings yet
- Reinforced Concrete Design RefresherDocument5 pagesReinforced Concrete Design RefresherMark Neil Delgaco Gastilo100% (2)
- Quantity Takeoff: Dr. Ahmed ElyamanyDocument66 pagesQuantity Takeoff: Dr. Ahmed ElyamanysyampkNo ratings yet
- DUNHAM CASTLE: The Dunham Legacy in The Fox River ValleyDocument12 pagesDUNHAM CASTLE: The Dunham Legacy in The Fox River ValleyEd Chops FitzGerald100% (1)
- Alpha HB (BH12) - Manuel D'installation - GB - Du 10 05 01 (7657)Document200 pagesAlpha HB (BH12) - Manuel D'installation - GB - Du 10 05 01 (7657)hieroNo ratings yet
- Qcs 2010 Section 21 Part 7 Conduits and Conduit BoxesDocument8 pagesQcs 2010 Section 21 Part 7 Conduits and Conduit Boxesbryanpastor106No ratings yet
- English 6 Exam PrepDocument2 pagesEnglish 6 Exam Prepkhuyen phamNo ratings yet
- Elita Garden Vista-By Keppel Land, KolkataDocument12 pagesElita Garden Vista-By Keppel Land, Kolkatasourabh_sarkarNo ratings yet
- Vocabulary Prepositions There : Parts of A House Rooms Furniture NegativeDocument1 pageVocabulary Prepositions There : Parts of A House Rooms Furniture NegativeAMPARO BERISTAIN TENORIONo ratings yet
- Histoy 3 Lecture 005 - Architecture of Post IndependenceDocument63 pagesHistoy 3 Lecture 005 - Architecture of Post IndependenceEdmund ChuiNo ratings yet
- Thessaloniki. Hellenistic To Early Christian PeriodDocument25 pagesThessaloniki. Hellenistic To Early Christian PeriodLycophronNo ratings yet