You might also like
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandNo ratings yet
- CPI Steam Heated BoilerDocument4 pagesCPI Steam Heated BoilerGTpianomanNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Heat Exchanger InspectionDocument15 pagesHeat Exchanger InspectionroyNo ratings yet
- 9.Mb21 5f Externally Finned TubesDocument4 pages9.Mb21 5f Externally Finned Tubesyulianus_srNo ratings yet
- Reapir and Altertaion Section 8Document52 pagesReapir and Altertaion Section 8waqas pirachaNo ratings yet
- Weld Repair of Grade 91 Piping and Components in PDocument27 pagesWeld Repair of Grade 91 Piping and Components in PKyi HanNo ratings yet
- Tank Bottom Plate CorrosionDocument5 pagesTank Bottom Plate CorrosionShaalan AI-ZuhairiNo ratings yet
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezNo ratings yet
- 01 Saip 38Document14 pages01 Saip 38Arjun RawatNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- Insulation Inspection ReportDocument2 pagesInsulation Inspection ReportKarthik100% (1)
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 pagesIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- PWTH RequirementDocument2 pagesPWTH Requirementveeru290683_20976731No ratings yet
- Inspection of Heat ExchangerDocument82 pagesInspection of Heat ExchangerBalaji VenkatesanNo ratings yet
- Tank Bottoms in Atmospheric Storage TanksDocument5 pagesTank Bottoms in Atmospheric Storage TankslsatchithananthanNo ratings yet
- Weld Built-Up ProcedureDocument1 pageWeld Built-Up ProcedureMohd Shafuaaz KassimNo ratings yet
- Hydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInDocument5 pagesHydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInAravindRajendranNo ratings yet
- Allowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No ReferenceDocument209 pagesAllowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No Referencejay2kay5793No ratings yet
- Asmepcc 2repairleaks Article 4Document23 pagesAsmepcc 2repairleaks Article 4amalhaj2013No ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- 6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019Document4 pages6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019zaihasrenNo ratings yet
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyNo ratings yet
- A Case Study: Corrosion Failure of Tube Heat ExchangerDocument5 pagesA Case Study: Corrosion Failure of Tube Heat ExchangerSEP-PublisherNo ratings yet
- Api 653 Report-Hydrolic Test PDFDocument12 pagesApi 653 Report-Hydrolic Test PDFnaoufel1706No ratings yet
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukNo ratings yet
- FFS & Life Extension Study For 4 Nos Offshore Wellhead Platform StructuresDocument5 pagesFFS & Life Extension Study For 4 Nos Offshore Wellhead Platform StructuresammarmpNo ratings yet
- Heat Exchanger Concepts (Att. VIII)Document28 pagesHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNo ratings yet
- Sandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Document80 pagesSandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Manokaran RamalingamNo ratings yet
- Repair Procedure For Rubber LiningDocument1 pageRepair Procedure For Rubber LiningChuah Cheong JinNo ratings yet
- Piping Inspection Basics For The BeginnersDocument6 pagesPiping Inspection Basics For The Beginnersramyatan SinghNo ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- Boroscope InspectiónDocument14 pagesBoroscope InspectiónXiomara Hurtado FloresNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (1)
- Pressure Testing of Pressure VesselDocument3 pagesPressure Testing of Pressure VesselAriq FauzanNo ratings yet
- Heat Exchanger Tube Bundle InspectionDocument3 pagesHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- Maintanance of Spring Hanger by PTDocument2 pagesMaintanance of Spring Hanger by PTRagu NathanNo ratings yet
- Mechanical Integrity Inspection ExchangerDocument7 pagesMechanical Integrity Inspection ExchangerSyed Faraz RazaNo ratings yet
- Maintaining and Repairing Heat Exchanger TubesDocument14 pagesMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
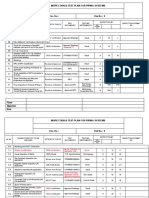
- Inspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0Document5 pagesInspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0심판자No ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- API 510 Data Sheets - Misc. Oth Quizlet 3Document1 pageAPI 510 Data Sheets - Misc. Oth Quizlet 3ads_1203No ratings yet
- Corrosion Evaluation of Reboiler Tube PDFDocument11 pagesCorrosion Evaluation of Reboiler Tube PDFOwais MalikNo ratings yet
- Analyses of Superheater Tube From BoilerDocument8 pagesAnalyses of Superheater Tube From Boilerromi_hamdaniNo ratings yet
- Heat Exchanger Inspection PDFDocument27 pagesHeat Exchanger Inspection PDFglazetm100% (1)
- API 570 Daily ExamDocument3 pagesAPI 570 Daily Examalouis100% (1)
- Corrosion Monitoring Methods (Chevron)Document65 pagesCorrosion Monitoring Methods (Chevron)Sergey KichenkoNo ratings yet
- What Is PWHTDocument2 pagesWhat Is PWHTShaik ShahNo ratings yet
- Damage Investigation On Welded TubesDocument6 pagesDamage Investigation On Welded TubesOmarNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Investigation and Repair of Heat Exchanger Flange LeakDocument11 pagesInvestigation and Repair of Heat Exchanger Flange Leaksagar1503No ratings yet
- Manganese Steel Crusher RCA PDFDocument8 pagesManganese Steel Crusher RCA PDFriysallNo ratings yet
- Conveyor Pulley DrumsDocument13 pagesConveyor Pulley DrumsriysallNo ratings yet
- Emerson RBI Methodology - Revision 2Document6 pagesEmerson RBI Methodology - Revision 2riysallNo ratings yet
- Care Maintenance of LiningsDocument10 pagesCare Maintenance of LiningsriysallNo ratings yet
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallNo ratings yet
- Ultra High Stength SteelsDocument19 pagesUltra High Stength SteelsRatnakar PatilNo ratings yet
- Inspection Spark TestingDocument4 pagesInspection Spark TestingAshish PattanaikNo ratings yet
- QA - Manual (Metal Fabrication, Rubber Lining, Coatings) PDFDocument14 pagesQA - Manual (Metal Fabrication, Rubber Lining, Coatings) PDFriysall100% (1)
- 1997 - Resistance To Particle Abrasion of Selected PlasticsDocument8 pages1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaNo ratings yet
- Mesh To Micron Conversion ChartDocument2 pagesMesh To Micron Conversion Chartsomen6719100% (1)
- Selecting Elastomaric Linings For Storage Tanks PDFDocument4 pagesSelecting Elastomaric Linings For Storage Tanks PDFriysallNo ratings yet
- 1997 - Resistance To Particle Abrasion of Selected PlasticsDocument8 pages1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaNo ratings yet
- SOW For Stacker and Reclaimer - Inspection and EvaluationDocument8 pagesSOW For Stacker and Reclaimer - Inspection and Evaluationriysall100% (1)
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDocument23 pages4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesriysallNo ratings yet
- 3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesDocument43 pages3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesriysallNo ratings yet
- Polyurethane PipeDocument2 pagesPolyurethane PiperiysallNo ratings yet
- Reliable Assessment of Damages PDFDocument26 pagesReliable Assessment of Damages PDFriysallNo ratings yet
- Pressure Testing Code Requirements PDFDocument26 pagesPressure Testing Code Requirements PDFriysall100% (1)
- API 578 Positive Material Identification PmiDocument24 pagesAPI 578 Positive Material Identification Pmiriysall100% (6)
- Post Construction Codes Overview of Asme PCC-2 PDFDocument21 pagesPost Construction Codes Overview of Asme PCC-2 PDFriysall100% (2)
- Piping and Components Inspection PDFDocument30 pagesPiping and Components Inspection PDFriysallNo ratings yet
- Fired Heaters and Boilers InspectionDocument31 pagesFired Heaters and Boilers Inspectionriysall100% (1)
- DIN Standard For Mining PDFDocument45 pagesDIN Standard For Mining PDFriysallNo ratings yet
- Advanced Inspection Techniques and Best PracticesDocument33 pagesAdvanced Inspection Techniques and Best PracticesriysallNo ratings yet
- Asbestos Cement Pipe RepairsDocument5 pagesAsbestos Cement Pipe RepairsriysallNo ratings yet
- Asbestos Management PlanDocument15 pagesAsbestos Management PlanriysallNo ratings yet
- Asbestos Management PlanDocument15 pagesAsbestos Management PlanriysallNo ratings yet
- Disinfection Procedure For Storage TankDocument22 pagesDisinfection Procedure For Storage TankriysallNo ratings yet
- Existing RO Plant in Yanbu PDFDocument13 pagesExisting RO Plant in Yanbu PDFriysallNo ratings yet
- Hydro DepartmentDocument5 pagesHydro DepartmentaminkhalilNo ratings yet
- BHTM445 Syllabus MW - Spring 2015-2016Document6 pagesBHTM445 Syllabus MW - Spring 2015-2016dangerousbabyNo ratings yet
- Phone Genesys ConfigurationDocument22 pagesPhone Genesys ConfigurationRodolfo TobiasNo ratings yet
- Yama Buggy 400cc Parts List and SchematicsDocument50 pagesYama Buggy 400cc Parts List and Schematicsgeorgemesfin@gmailNo ratings yet
- Careers 2Document1 pageCareers 2CityPressNo ratings yet
- Netbackup UsefulDocument56 pagesNetbackup Usefuldnyan123No ratings yet
- Serie: Guía RápidaDocument12 pagesSerie: Guía RápidalumapueNo ratings yet
- Pre Joining Formalities Campus Medical FormDocument18 pagesPre Joining Formalities Campus Medical Formrafii_babu1988No ratings yet
- FSP 851Document3 pagesFSP 851RICHINo ratings yet
- Slide Chooser PDFDocument2 pagesSlide Chooser PDFArchana LenkaNo ratings yet
- Strategic Management: Internal AssessmentDocument33 pagesStrategic Management: Internal AssessmentSAEID RAHMAN100% (1)
- TA - 031 - en General Information For Diaphragm SealsDocument5 pagesTA - 031 - en General Information For Diaphragm Sealstudonghoa tmpNo ratings yet
- Director Talent Acquisition HR in Fargo ND Resume Tom FennellDocument2 pagesDirector Talent Acquisition HR in Fargo ND Resume Tom FennellTomFennellNo ratings yet
- Patrick Bernard Resume 2018 ExecutiveDocument3 pagesPatrick Bernard Resume 2018 ExecutivePatrick BernardNo ratings yet
- Alejandra PDFDocument1 pageAlejandra PDFCristian Melendres OrellanaNo ratings yet
- RedBull MediaHouseDocument15 pagesRedBull MediaHousedr989981No ratings yet
- Tool PresettingDocument22 pagesTool PresettingAtulMaurya100% (1)
- TV FaultsDocument1,026 pagesTV Faultsdasho1No ratings yet
- Types of CCTVDocument12 pagesTypes of CCTVpradeeplava950No ratings yet
- Position PaperDocument3 pagesPosition Paperapi-178099475100% (1)
- Introduction To Boltzmann LearningDocument2 pagesIntroduction To Boltzmann LearningnvbondNo ratings yet
- Opamp 5Document42 pagesOpamp 5Ann RazonNo ratings yet
- Appendix 1: Lesson Plan (Template)Document4 pagesAppendix 1: Lesson Plan (Template)Anonymous X7u8sMNo ratings yet
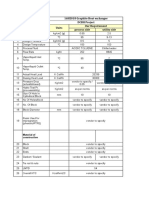
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDocument2 pages16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaNo ratings yet
- 3G Video Alarm System User Manual - V4.1Document25 pages3G Video Alarm System User Manual - V4.1Andres VilloutaNo ratings yet
- EOI - Replacement of CSU & OGC at UranDocument7 pagesEOI - Replacement of CSU & OGC at UranGaurav TripathiNo ratings yet
- Surface Finish StandardDocument3 pagesSurface Finish StandardvinodmysoreNo ratings yet
- Assessing The Impact of Premier Information Systems Research OverDocument20 pagesAssessing The Impact of Premier Information Systems Research OvergasibuteaNo ratings yet
- Evaporator Design CalculationDocument58 pagesEvaporator Design CalculationManoj BNo ratings yet